一种导轨及其料架定位装置及适用其的风挡玻璃料架的制作方法
1.本实用新型涉及定位装置技术领域,具体的说,涉及一种导轨及其料架定位装置及适用其的风挡玻璃料架。
背景技术:
2.目前,汽车风挡玻璃在装配前,需要由人工从料架中搬运风挡玻璃,然后放到涂胶设备的入口机构处,完成风挡玻璃的涂胶工艺。风挡玻璃重约13kg,尺寸(长*高)约为1.8m*1.2m,质量重,尺寸大,且人工搬运过程中需要频繁弯腰,因此,人工搬运时较困难,人机工程较差,工作人员易劳累。另外,受限于人工成本的上升,为了降低车间人工成本投入,缓解车间经营压力,提高自动化程度,需要设计通过自动化抓取装置从料架中完成风挡玻璃的抓取、搬运工作。因此,一方面为了便于抓取装置工作,风挡玻璃料架需要固定到指定位置,防止风挡玻璃料架在抓取装置抓取风挡玻璃过程中发生位移,影响抓取装置准确抓取风挡玻璃。另一方面,为了提高自动化工作效率,需要降低抓取装置等待风挡玻璃料架到位的时间。
技术实现要素:
3.为了解决上述技术问题的部分或全部,本实用新型提供了一种导轨及其料架定位装置及适用其的风挡玻璃料架,通过两个相向设置的第一辊轮,使料架限制于两个第一辊轮之间,同时对料架移动时进行导向,使料架定位准确。
4.本实用新型解决技术问题采用如下技术方案:
5.一种导轨,包括第一辊轮,所述第一辊轮包括具有多个第一辊筒的抵接部分和具有多个第二辊筒的导引部分,所述多个第一辊筒排列的延伸方向与多个第二辊筒排列的延伸方向具有夹角α,所述夹角α为不小于150
°
的钝角;所述第一辊筒的轴线延伸方向垂直于所述第一辊筒排列的延伸方向,所述第二辊筒的轴线延伸方向垂直于所述第二辊筒排列的延伸方向,所述第一辊筒的轴线延伸方向与所述第二辊筒的轴线延伸方向相一致;所述导引部分的自由端设置有第三辊筒,所述第三辊筒的轴线延伸方向与所述第二辊筒的轴线延伸方向相一致,所述第三辊筒的筒壁形成自由端的端面,防止料架进入导轨时磕碰到导轨上。
6.进一步的,所述导轨还包括第二辊轮,所述第二辊轮具有多个第四辊筒,所述第四辊筒的轴线延伸方向垂直于多个第四辊筒排列的延伸方向。
7.进一步的,所述第一辊轮的抵接部分的第一辊筒形成第一接触平面,所述第二辊轮的第四辊筒形成第二接触平面,第一接触平面垂直于第二接触平面,使第一辊轮的侧面和第二辊轮的顶面均可以与料架接触。
8.进一步的,所述导轨还包括第一支架,所述第一辊轮固定于第一支架的侧面,所述第二辊轮固定于第一支架的顶部,所述第一接触平面低于第二接触平面,使导轨的结构更简单,兼容性更高,和料架匹配更容易,降低对料架结构的要求。
9.进一步的,所述第三辊筒的直径大于第二辊筒的直径,使第三辊筒的防碰撞效果更好。
10.进一步的,一种料架定位装置,包括x向定位机构和y向定位机构,所述x向定位机构包括两个所述的导轨,用于对料架的x向进行定位,防止料架在x向发生位移;
11.所述y向定位机构包括第二支架、第一夹紧板、第二夹紧板和翻转气缸,所述第一夹紧板和翻转气缸固定于第二支架,所述第二夹紧板连接于翻转气缸的输出端,所述翻转气缸用于驱动第二夹紧板从水平方向旋转到竖直方向或者从竖直方向旋转到水平方向;当所述第二夹紧板旋转到竖直方向时,第二夹紧板所在平面与第一夹紧板平行相向设置,此时,所述第一夹紧板与第二夹紧板之间的间距与料架前端框架的厚度相适配,使第二夹紧板旋转到竖直方向时,可以和第一夹紧板配合抱紧料架的前端框架,防止料架在在y向发生位移;当第二夹紧板旋转到水平方向时,低于料架的底部,可以在料架的行进方向上进行避让,防止第二夹紧板影响料架的行进。
12.进一步的,两个所述导轨的第一辊轮的抵接部分平行相向设置,并沿y向延伸,且两个第一辊轮的抵接部分的间距与料架设有脚轮的底架的宽度相适配;两个第一辊轮的导引部分形成喇叭口型进口,所述喇叭口的宽口远离第一辊轮的抵接部分,方便料架进入两个导轨之间;所述y向定位机构设置于抵接部分的自由端,所述第一夹紧板朝向喇叭口方向。
13.进一步的,所述第二支架上设置有检测开关,用于检测料架位置,以便y向定位机构动作抱紧料架。
14.进一步的,所述y向定位机构为两个,抱紧料架更稳固。
15.进一步的,一种风挡玻璃料架,该料架适用于所述的定位装置,所述料架包括料架本体和自动导引车,所述料架本体固定于自动导引车,用于放置风挡玻璃;
16.所述料架本体具有设置于设有脚轮的底架上的两个侧面支撑板、两个底面支撑板、两个端面支撑板和两个端面框架;
17.两个所述侧面支撑板沿y向延伸,分别设置于两个轮子安装架的外侧面,两个所述侧面支撑板之间的x向距离与两个第一辊轮的抵接部分的第一接触平面的x向间距相适配,使料架在x向限制于两个第一辊轮的抵接部分之间;
18.两个所述底面支撑板分别设置于底架的底部边缘,所述底面支撑板和所述侧面支撑板的设置间距,使两个所述侧面支撑板分别抵接于两个第一辊轮的抵接部分的第一接触平面时,所述底面支撑板能够放置于导轨的第二辊轮上;
19.两个所述端面框架的前侧平面分别固定有两个端面支撑板,所述端面支撑板的前侧平面与第一夹紧板平行,所述端面支撑板的前侧平面与端面框架的后侧平面的y向距离与第一夹紧板和第二夹紧板平行时的y向间距相适配,使料架在y向被第一夹紧板和第二夹紧板抱紧。
20.与现有技术相比,本实用新型的有益效果在于:
21.(1)该导轨结构简单,可以对料架进入导轨时进行引导,并减小对料架的磨损。
22.(2)该料架定位装置能够实现料架x方向的准确定位和y方向的抱紧,对料架本体的结构要求低,与料架匹配更容易,兼容性高。
23.(3)该风挡玻璃料架适应于定位装置的部分可以方便改造,容易实现。
附图说明
24.图1为本实用新型导轨结构示意图。
25.图2为本实用新型导轨的第一支架结构示意图。
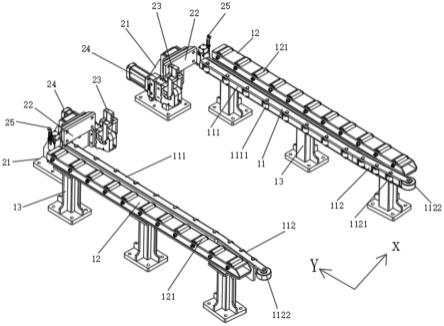
26.图3为本实用新型料架定位装置结构示意图。
27.图4为本实用新型料架定位装置的y向定位机构结构示意图。
28.图5为本实用新型风挡玻璃料架结构示意图。
29.图6为本实用新型料架到位状态示意图。
30.图7为本实用新型a的放大图。
31.图8为本实用新型料库结构示意图。
32.图9为本实用新型激光传感器的布置示意图。
33.图中:100-导轨;11-第一辊轮;111-抵接部分;1111-第一辊筒;112-导引部分;1121-第二辊筒;1122-第三辊筒;12-第二辊轮;121-第四辊筒;13-第一支架;131-连接板;200-y向定位机构;21-第二支架;22-第一夹紧板;23-第二夹紧板;231-连接臂;24-翻转气缸;241-输出轴;25-检测开关;300-料架;31-料架本体;311-底架;3111-侧面支撑板;3112-底面支撑板;3113-端面支撑板;3114-端面框架;312-轮子安装架;313-脚轮;32-自动导引车(agv);33-风挡玻璃;400-料库;41-卷帘门;42-发射器;43-接收器;500-抓取装置。
具体实施方式
34.为使本实用新型的目的、技术方案及优点更加清楚明白,以下参照附图并举实施例,对本实用新型进一步详细说明。
35.在本实用新型的描述中,需要说明的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。另外,需要说明的是,术语“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。另外,需要说明的是,方向“x”、“y”为附图中坐标系所标明的方向,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
36.本实用新型提供了一种导轨100,如图1所示,包括第一辊轮11,所述第一辊轮11包括具有多个第一辊筒1111的抵接部分111和具有多个第二辊筒1121的导引部分112,所述多个第一辊筒1111排列的延伸方向与多个第二辊筒1121排列的延伸方向具有夹角α,所述夹角α为不小于150
°
的钝角,优选的,160
°
<α<180
°
,更优选的,170
°
<α<178
°
,例如,夹角α为175
°
、176
°
、177
°
等,使导引部分112相对于抵接部分111稍微向外弯折,既起到导引作用,又避免导轨100占用较大空间。所述第一辊筒1111的轴线延伸方向垂直于所述第一辊筒1111排列的延伸方向,所述第二辊筒1121的轴线延伸方向垂直于所述第二辊筒1121排列的延伸方向,所述第一辊筒1111的轴线延伸方向与所述第二辊筒1121的轴线延伸方向相一致,使料架300在行进过程中碰触到第一辊筒1111或者第二辊筒1121时,各个辊筒能够转动,减小与料架300的摩擦。所述导引部分112的自由端设置有第三辊筒1122,所述第三辊筒
1122的轴线延伸方向与所述第二辊筒1121的轴线延伸方向相一致,所述第三辊筒1122的筒壁形成导引部分112的自由端的端面,防止料架300进入导轨100时磕碰到导轨100上。优选的,所述第三辊筒1122的直径大于第二辊筒1121的直径,使第三辊筒1122的防碰撞效果更好。
37.所述导轨100还包括第二辊轮12,所述第二辊轮12具有多个第四辊筒121,所述第四辊筒121的轴线延伸方向垂直于多个第四辊筒121排列的延伸方向。料架300能够与第一辊筒1111的筒壁和第四辊筒121的筒壁抵接,所述第一辊轮11的抵接部分111的第一辊筒1111形成第一接触平面,所述第二辊轮12的第四辊筒121形成第二接触平面,第一接触平面垂直于第二接触平面,使第一辊轮11的侧面和第二辊轮12的顶面均可以与料架300接触。
38.所述第一辊轮11和所述第二辊轮12通过第一支架13连接固定,且使第一接触平面垂直于第二接触平面,所述第一辊轮11固定于第一支架13的侧面,所述第二辊轮12固定于第一支架13的顶部,优选的,所述第一接触平面低于第二接触平面,使导轨100的结构更简单,兼容性更高,和料架300匹配更容易,降低对料架300结构的要求。具体的,如图2所示,可以在第一支架13顶部设置一个l型连接板131,连接板131的一个边固定于第一支架13的顶部,连接板131的另一个边向下延伸,固定于第一支架13的侧面,将第一辊轮11固定安装于第一支架13侧面的连接板131,将第二辊轮12固定安装于第一支架13顶部的连接板131,实现第一辊轮11和第二辊轮12的固定。优选的,可以根据导轨100延伸的长度设置多个第一支架13,导轨100的两端各设置一个第一支架13,导轨100的中部设置若干支架,使第一支架13能够稳固地支撑第一辊轮11和第二辊轮12。
39.本实用新型还提供了一种料架定位装置,如图3所示,包括x向定位机构和y向定位机构200,所述x向定位机构包括两个所述的导轨100,用于对料架300的x向进行定位,防止料架300在x向发生位移。具体的,安装时,将两个导轨100相向布置,使两个所述导轨100的第一辊轮11的抵接部分111平行相向设置,并沿y向延伸,且两个第一辊轮11的抵接部分111的间距与料架300设有脚轮313的底架311的宽度相适配;两个第一辊轮11的导引部分112形成喇叭口型进口,所述喇叭口的宽口远离第一辊轮11的抵接部分111,使两个第一辊轮11形成的导轨100进口为喇叭口的宽口,方便料架300进入两个导轨100之间。
40.如图4所示,所述y向定位机构200包括第二支架21、第一夹紧板22、第二夹紧板23和翻转气缸24,所述第一夹紧板22和翻转气缸24固定于第二支架21,所述第二夹紧板23连接于翻转气缸24的输出端,所述翻转气缸24用于驱动第二夹紧板23从水平方向旋转到竖直方向或者从竖直方向旋转到水平方向。具体的,翻转气缸24可以驱动其沿x向延伸的输出轴241旋转,所述第二夹紧板23的两侧各具有一个连接臂231,两个连接臂231平行固定于输出轴241的两端,从而将第二夹紧板23固定连接于翻转气缸24的输出端,使翻转气缸24可以驱动第二夹紧板23从水平方向旋转到竖直方向或者从竖直方向旋转到水平方向。当所述第二夹紧板23旋转到竖直方向时,第二夹紧板23所在平面与第一夹紧板22平行相向设置,此时,所述第一夹紧板22与第二夹紧板23之间的间距与料架300前端框架的厚度相适配,使第二夹紧板23旋转到竖直方向时,可以和第一夹紧板22配合抱紧料架300的前端框架,防止料架300在在y向发生位移。优选的,所述第一夹紧板22和第二夹紧板23的夹持面为耐磨树脂,防止磨损料架300。所述y向定位机构200设置于抵接部分111的自由端,所述第一夹紧板22朝向喇叭口方向,第二夹紧板23位于料架300的行进路径,当第二夹紧板23旋转到水平方向
时,低于料架300的底部,可以在料架300的行进方向上进行避让,防止第二夹紧板23影响料架300的行进。
41.所述第二支架21上设置有检测开关25,用于检测料架300位置,以便y向定位机构200动作抱紧料架300。当检测开关25检测到料架300到位之后,y向定位机构200通过翻转气缸24驱动第二夹紧板23旋转到竖直方向,和第一夹紧板22配合抱紧料架300的前端框架。优选的,为了使料架300的y向定位更稳固,所述y向定位机构200为两个,两个导轨100的抵接部分111的自由端各设置一个y向定位机构200,分别抱紧料架300两侧的前端框架,抱紧料架300更稳固。
42.本实用新型还提供了一种风挡玻璃料架,该料架300适用于所述的定位装置,结合图5-图7所示,所述料架300包括料架本体31和自动导引车(agv)32,所述料架本体31固定于agv32,用于放置风挡玻璃33。所述料架本体31具有设置于设有脚轮313的底架311上的两个侧面支撑板3111、两个底面支撑板3112、两个端面支撑板3113和两个端面框架3114。所述料架本体31的底架311上通过两侧的轮子安装架312安装有便于料架本体31移动的脚轮313,两个所述侧面支撑板3111沿y向延伸,分别设置于两个轮子安装架312的外侧面,两个所述侧面支撑板3111之间的x向距离与两个第一辊轮11的抵接部分111的第一接触平面的x向间距相适配,使料架300在x向限制于两个第一辊轮11的抵接部分111之间,优选的,料架300在两个导轨100的抵接部分111之间的左右移动偏差不超过2mm。
43.两个所述底面支撑板3112分别设置于底架311的底部边缘,位于所述侧面支撑板3111的外侧,所述底面支撑板3112和所述侧面支撑板3111的设置间距,使两个所述侧面支撑板3111分别抵接于两个第一辊轮11的抵接部分111的第一接触平面时,所述底面支撑板3112能够放置于导轨100的第二辊轮12上。
44.底架311两侧的前端框架为所述端面框架3114,两个所述端面框架3114的前侧平面分别固定有两个端面支撑板3113,能够与第一夹紧板22的位置向适配,并增大夹持面积,所述端面支撑板3113的前侧平面与第一夹紧板22平行,所述端面支撑板3113的前侧平面与端面框架3114的后侧平面的y向距离与第一夹紧板22和第二夹紧板23平行时的y向间距相适配,使料架300在y向被第一夹紧板22和第二夹紧板23抱紧。
45.本实用新型还提供了一种风挡玻璃自动抓取系统,如图8所示,包括抓取装置500、料库400和plc控制器。所述抓取装置500具有切换器和连接于切换器的机械臂,所述切换器与plc控制器电连接,用于控制切换器切换机械臂的工作工位;所述机械臂的末端设置有风挡玻璃夹具,用于抓取风挡玻璃33。所述料库400至少为两个,每个料库400中设置有玻璃检测器,用于检测料架300上是否有风挡玻璃33,所述玻璃检测器与plc控制器电连接。
46.优选的,所述料库400为并排的两个,两个料库400中均由agv32输送料架本体31到料库400的抓取位置,当抓取装置500抓取完一个料库400(定义为1#料库400)的风挡玻璃33,玻璃检测器不能检测到风挡玻璃33时,将信号发送到plc控制器,plc控制器控制抓取装置500的切换器切换机械臂的工作工位,使切换器将机械臂切换到另一料库400(定义为2#料库400),抓取该料库400的风挡玻璃33。所述料库400为并排的两个,抓取装置500可以在两个料库400之间切换工作,当一个料库400的风挡玻璃33全部抓取完成后,可以自动切换到另一个料库400抓取风挡玻璃33,提高抓取装置500的自动化工作效率。
47.作为本实用新型的较佳实施方式,每个料库400中还设置有如上所述的料架定位
装置,所述y向定位机构200的检测开关25为占位开关,所述占位开关与plc控制器电连接,用于检测料架300到位情况,并将料架300到位信号发送到plc控制器。
48.作为本实用新型的较佳实施方式,所述料库400具有卷帘门41,所述卷帘门41设置有卷帘门控制器,所述卷帘门控制器与plc控制器电连接。
49.作为本实用新型的较佳实施方式,所述系统还包括报警装置,所述报警装置与plc控制器电连接。
50.具体的,该风挡玻璃抓取系统的工作过程如下:
51.所述风挡玻璃料架为上述适用于所述定位装置的料架300,包括料架本体31和agv32,当agv32带着料架本体31运行到第一设定位置(料库400的卷帘门41外)时,agv32发送agv32到达第一设定位置的信号给plc控制器,plc控制器接收到信号后向卷帘门控制器发出agv32到达第一设定位置信号,卷帘门控制器开启卷帘门41,agv32进入料库400。
52.agv32进入料库400后,按照预先设置的路径行进,从两个第一辊轮11的导引部分112形成的喇叭口型进口进入两个导轨100之间,经过导引部分112的引导,agv32进入两个第一辊轮11的抵接部分111,基本贴着第一辊筒1111行进,第一辊筒1111转动减小其与料架本体31之间摩擦力,直到agv32进入两个导轨100之间的第二设定位置(抓取位置),与第一夹紧板22抵接后停止,agv32控制料架本体31下落到导轨100上,料架300的两个底面支撑板3112分别落于两个第二辊轮12上。agv32向plc控制器发出到达第二设定位置信号。此时,plc控制器给卷帘门控制器发出信号,关闭卷帘门41,卷帘门41关闭后,卷帘门控制器将卷帘门41已关闭信号发送到plc控制器。卷帘门控制器也可以通过延时装置关闭卷帘门41,当卷帘门41打开,agv32进入料库400后延时一定时间,确保agv32到达第二设定位置后关闭卷帘门41,卷帘门控制器将卷帘门41已关闭信号发送到plc控制器。plc控制器接收到卷帘门41已关闭信号后,控制翻转气缸24驱动第二夹紧板23旋转到竖直方向,使y向定位机构200抱紧料架300。检测开关25检测到料架300到位,并将料架300到位信号发送到plc控制器。当agv32到达料库400中的第二预定位置时,玻璃检测器检测到风挡玻璃33,并将料架300上放置有风挡玻璃33的信号发送到plc控制器。如果plc控制器既接收到玻璃检测器发出的载有风挡玻璃33的信号,又接收到检测开关25发出的料架300到位信号,则plc控制器给抓取装置500发出指令,抓取装置500动作,抓取风挡玻璃33。例如,所述抓取装置500可以使用库卡工业机器人,当库卡机器人接收到plc控制器发出的搬运玻璃指令后,库卡机器人的c4控制系统控制其风挡玻璃夹具工作,抓取风挡玻璃33,并将风挡玻璃33搬运到涂胶设备的入口机构处,完成风挡玻璃33的涂胶工艺。当plc控制器没有同时接收到玻璃检测器发出的载有风挡玻璃33的信号和检测开关25发出的料架300到位信号时,抓取装置500静止,plc控制器控制报警装置发出报警信号,提醒操作人员检查,查找故障原因。
53.所述料库400为并排的两个,当抓取装置500抓取完1#料库400的风挡玻璃33,玻璃检测器不能检测到风挡玻璃33时,将风挡玻璃33抓取完信号发送到plc控制器,plc控制器控制抓取装置500的切换器切换机械臂的工作工位,使切换器将机械臂切换到2#料库400,抓取该料库400的风挡玻璃33。当plc控制器接收到1#料库的玻璃检测器发出的风挡玻璃33抓取完信号时,plc控制器发送信号到卷帘门控制器,控制卷帘门41打开,并控制1#料库400的翻转气缸24驱动第二夹紧板23旋转到水平方向,使料架300退出定位装置,退出该料库400,然后补充新的载有风挡玻璃33的料架300。这样,在抓取装置500抓取2#料库400的风挡
玻璃33时,可以补充1#料库400的风挡玻璃33,使抓取装置500不需要等待料架300到位,可以使抓取装置500自动在两个料库400之间切换,不间断工作,提高抓取装置500的自动化工作效率。
54.当两个料库400的料架300均到位,plc控制器同时接收到两个料库400的玻璃检测器发出的载有风挡玻璃33的信号和检测开关25发出的料架300到位信号时,plc控制器根据接收到的agv32到达第二设定位置后,卷帘门41的关闭信号,根据先进先用原则,plc控制器控制抓取装置500优先抓取先接收到卷帘门41关闭信号的料库400中的风挡玻璃33。或者也可以通过人工干预,使plc控制器控制抓取装置500抓取其中一个料库400的风挡玻璃33。
55.为了向plc控制器准确反馈料库400中的风挡玻璃33抓取情况,所述玻璃检测器可以选用激光传感器或者选用3d成像传感器。当所述玻璃检测器为激光传感器时,所述激光传感器的发射器42和接收器43相对于料架300呈对角线布置,以避开料架300的行进路径,并使发射器42发射的激光线束能够射向风挡玻璃33。优选的,如图9所示,所述激光传感器为两个,一个激光传感器的发射器42设置于料架300前方,另一个激光传感器的发射器42设置于料架300后方。两个激光传感器发射的激光线束交叉,任一激光传感器发射的激光线束被遮挡,表明料架300上还有风挡玻璃33,两个激光传感器发射的激光线束均不被遮挡,则表明料架300上的风挡玻璃33全部抓取完成,通过分别从料架300前方和后方发射,并且交叉设置的激光线束能够更准确的检测料架300上的风挡玻璃33抓取情况,反馈给plc控制器,控制抓取装置500动作。
56.作为本实用新型的较佳实施方式,所述抓取装置500还设置有计数器52,所述计数器52与plc控制器电连接,用于计量抓取装置500抓取风挡玻璃33的数量,并将计量的数量信号发送到plc控制器。当plc控制器接收到计数器52的信号显示抓取装置500抓取1#料库400的风挡玻璃33数量达到预先设置的料架300载有的风挡玻璃33数量时,plc控制器控制抓取装置500的切换器51动作,使切换器51将机械臂切换到2#料库400,抓取2#料库400的风挡玻璃33。或者当plc控制器接收到计数器52的信号显示抓取装置500抓取1#料库400的风挡玻璃33数量达到预先设置的料架300载有的风挡玻璃33数量,并且接收到玻璃检测器的信号显示料架300上没有风挡玻璃33时,plc控制器控制抓取装置500的切换器51动作,使切换器51将机械臂切换到2#料库400,抓取2#料库400的风挡玻璃33,通过计数器52和玻璃检测器的信号共同控制切换器的动作,使切换时机更准确,防止切换器误操作,确保1#料库400的风挡玻璃33抓取完后再切换到2#料库。
57.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1