一种海绵不干胶产品对折贴合机的制作方法
1.本实用新型涉及线材加工设备技术领域,特别涉及一种海绵不干胶产品对折贴合机。
背景技术:
2.常用采用人工手动来包裹海绵标签在线材上,先由人工把海绵放在线材上,或者在工装板上,放置有胶面向上海绵,线束按凹槽位置放置在海绵胶面上,并压紧,使线材正好位于海绵中心线上,然后,拿起线材,带出已粘上的海绵,使海绵对折,再用手指压紧,完成海绵包粘在线材上,这样加工手动加工,质量很难保证,并且速度慢,效率低,劳动强度大。
3.现有半自动包粘设备,如公开号cn107393656b专利所示,利用升降装置夹紧包粘海绵标签,但是没有设计自动配合的上料机构,还不能很好的实现自动化生产。故需要对线材包裹海绵标签设备做进一步改进。
技术实现要素:
4.有鉴于此,本实用新型提供一种海绵不干胶产品对折贴合机,针对现有技术的问题,设计自动上料、气缸包夹装置,解决现有的技术问题。
5.本实用新型的目的是通过以下技术方案实现的:
6.一种海绵不干胶产品对折贴合机,包括贴合机构、产品定位架、海绵限位机构、海绵输送机构、移动机构、机架,所述产品定位架固定在机架顶面一侧,所述移动机构固定在机架顶面产品定位架侧边,所述海绵输送机构固定在机架顶面移动机构侧边,所述贴合机构、海绵限位机构分别固定在移动机构顶面,所述贴合机构工作面位于海绵限位机构工作面前下方,所述贴合机构工作面在移动机构移动至海绵输送机构时位于海绵输送机构工作面下方,所述海绵限位机构工作面在移动机构移动至海绵输送机构时位于海绵输送机构工作面上方,所述贴合机构工作面在移动机构移动至产品定位架位置时位于产品定位架限位线材位置正下方,所述机架内设置有电控气缸系统且与外部电源电连接,所述贴合机构、海绵限位机构、海绵输送机构、移动机构分别与机架内电控气缸系统电连接且受其控制。
7.进一步的是,所述海绵输送机构包括料盘、过渡辊组件、剥标板、动力轴组件、收纸辊、压标辊组件、出标电机、安装箱,所述安装箱固定在机架顶面,所述出标电机固定在安装箱侧面中部且动力输出部分位于安装箱内,所述动力轴组件可转动固定在安装箱侧面上部且位于安装箱内部部分与出标电机动力输出部分动力连接,所述料盘可转动固定在安装箱侧面伸出的悬臂上可缠绕海绵标签,所述收纸辊位于动力轴组件与料盘之间且可转动固定在安装箱侧面;所述剥标板固定在安装箱侧面伸出中部外沿,所述剥标板前端为海绵输送机构工作面,且在移动机构移动至海绵输送机构时前端位于贴合机构工作面上方,海绵限位机构下方;所述压标辊组件位于剥标板下方且可转动固定在安装箱侧面,所述过渡辊组件可转动固定在安装箱侧面且分布在剥标板、动力轴组件、压标辊组件之间的转向处;所述
安装箱内设置有控制系统与机架内电控气缸系统电连接且受其控制,所述出标电机与安装箱控制系统电连接。
8.进一步的是,所述产品定位架包括两根限位臂,两根限位臂分别固定在机架顶面一侧,两根限位臂顶端设置有对应线材的限位槽。
9.进一步的是,所述移动机构包括导轨、移动底板、移动气缸,所述导轨、移动气缸分别固定在机架顶面,所述移动底板可移动固定在导轨上且一侧与移动气缸行程臂前端固定连接,所述移动气缸与机架内电控气缸系统气动连接,所述贴合机构、海绵限位机构分别固定在移动底板顶面,移动底板移动带动贴合机构、海绵限位机构在产品定位架工作面和海绵输送机构工作面之间移动。
10.进一步的是,所述海绵限位机构包括限位安装支架、下压气缸、海绵压板、压板安装块,所述限位安装支架底面固定安装在移动机构顶面,所述限位安装支架顶面横向臂侧面固定安装下压气缸,所述压板安装块固定在下压气缸行程臂前端,所述下压气缸与机架内电控气缸系统气动连接,所述海绵压板固定在压板安装块下侧;所述海绵压板下端顶面为海绵限位机构工作面,在移动机构移动至海绵输送机构时,海绵压板下压切下海绵输送机构工作面的海绵标签置于贴合机构工作面上。
11.进一步的是,所述贴合机构包括贴合安装支架、上移气缸、推动臂、推动臂导轨、贴合板、贴合板支架,所述贴合安装支架底部固定安装在移动机构顶面,所述上移气缸固定在贴合安装支架底部侧面,所述上移气缸与机架内电控气缸系统气动连接,所述推动臂通过推动臂导轨滑动固定在贴合安装支架上侧中部,所述推动臂与上移气缸行程臂前端固定连接,所述贴合板支架固定在贴合安装支架上侧前端,所述贴合板有两片分别通过转轴可转动固定在贴合板支架两侧,所述贴合板底部设置斜向孔且与推动臂前端滑动连接,推动臂向上时在斜向孔滑动推动两片贴合板向上翻起合拢;所述贴合板上侧面为贴合机构工作面,在移动机构移动至海绵输送机构时,贴合板位于海绵输送机构工作面下方;在移动机构移动至产品定位架位置时,贴合板位于产品定位架限位线材位置正下方。
12.进一步的是,所述贴合机构还设置有光电传感器,所述光电传感器设置在贴合安装支架上侧,且与机架内电控气缸系统电连接提供控制信号。
13.本实用新型的有益效果在于:
14.本实用新型在线材对折贴标方面设计自动贴合机构、海绵限位机构、海绵输送机构、移动机构,通过移动机构与海绵限位机构配合下压,可以实现贴合机构自动从海绵输送机构获得海绵或其它不干胶产品,贴合机构再配合产品定位架,准确的将海绵或其它不干胶产品夹紧贴在线材或其它产品上,这样设计降低人工的使用,保证贴标的质量与精度,提高生产效率,实现贴合过程的自动化生产。
附图说明
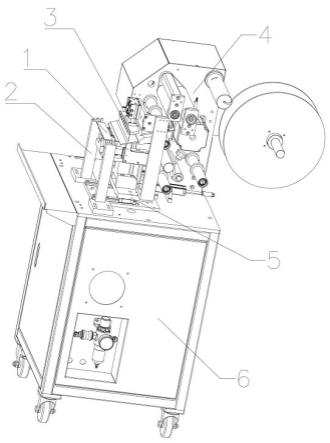
15.图1为本实用新型中海绵不干胶产品对折贴合机结构示意图;
16.图2为本实用新型中海绵不干胶产品对折贴合机拆分示意图;
17.图3为本实用新型中海绵输送机构结构示意图;
18.图4为本实用新型中产品定位架结构示意图;
19.图5为本实用新型中移动机构结构示意图;
20.图6为本实用新型中海绵限位机构结构示意图;
21.图7为本实用新型中贴合机构结构示意图。
22.附图标记说明如下:
23.1为贴合机构、2为产品定位架、3为海绵限位机构、4为海绵输送机构、5为移动机构、6为机架、401为料盘、402为过渡辊组件、403为剥标板、404为动力轴组件、405为收纸辊、406为压标辊组件、407为出标电机、408为安装箱、201为限位臂、202为限位槽、501为导轨、502为移动底板、503为移动气缸、301为限位安装支架、302为下压气缸、303为海绵压板、304为压板安装块、101为贴合安装支架、102为上移气缸、103为推动臂、104为推动臂导轨、105为贴合板、106为贴合板支架、107为转轴、108为斜向孔、109为光电传感器。
具体实施方式
24.下面结合附图对本公开实施方式进行详细描述。
25.以下通过特定的具体实例说明本公开的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本公开的其他优点与功效。显然,所描述的实施例仅仅是本公开一部分实施例,而不是全部的实施例。本公开还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本公开的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本公开中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本公开保护的范围。
26.为了实现精准自动化线材贴标动作,本实用新型具体内容如下所示。
27.结合图1和图2所示,本实用新型的实施例是一种海绵不干胶产品对折贴合机,重要的是,包括贴合机构1、产品定位架2、海绵限位机构3、海绵输送机构4、移动机构5、机架6,产品定位架2固定在机架顶面一侧,移动机构5固定在机架6顶面产品定位架2侧边,海绵输送机构4固定在机架6顶面移动机构5侧边,贴合机构1、海绵限位机构3分别固定在移动机构5顶面;
28.贴合机构1工作面位于海绵限位机构3工作面前下方,可接收海绵限位机构3下压剥离的海绵标签;
29.贴合机构1工作面在移动机构5移动至海绵输送机构4时位于海绵输送机构4工作面下方,配合海绵限位机构3工作面下压剥离海绵标签置于贴合机构1工作面上;
30.海绵限位机构3工作面在移动机构5移动至海绵输送机构4时位于海绵输送机构工作面上方,下压可剥离海绵标签分离;
31.贴合机构1工作面在移动机构5移动至产品定位架2位置时位于产品定位架2限位线材位置正下方,贴合机构1工作面向上合拢就可以精准的将海绵标签包覆在线材表面;
32.机架6内设置有电控气缸系统且与外部电源电连接,贴合机构1、海绵限位机构3、海绵输送机构4、移动机构5分别与机架6内电控气缸系统电连接且受其控制,可通过plc控制实现自动化生产;
33.这里需要声明,电控气缸系统采用市面常规产品系统,这里不再对电控气缸系统的详细结构做详细描述;
34.这样设计,通过移动机构5与海绵限位机构3配合下压,可以实现贴合机构1自动从
海绵输送机构4获得海绵或其它不干胶产品,贴合机构1再配合产品定位架2,准确的将海绵或其它不干胶产品夹紧贴在线材或其它产品上,降低人工的使用,保证贴标的质量与精度,提高生产效率,实现贴合过程的自动化生产。
35.其中,结合图3所示,更具体的是,海绵输送机构4包括料盘401、过渡辊组件402、剥标板403、动力轴组件404、收纸辊405、压标辊组件406、出标电机407、安装箱408,安装箱408固定在机架6顶面,出标电机407固定在安装箱408侧面中部且动力输出部分位于安装箱408内,动力轴组件404可转动固定在安装箱408侧面上部且位于安装箱408内部部分与出标电机407动力输出部分动力连接,为带状海绵标签提供转动动力;
36.料盘401可转动固定在安装箱408侧面伸出的悬臂上可缠绕海绵标签,收纸辊405位于动力轴组件404与料盘401之间且可转动固定在安装箱408侧面;剥标板403固定在安装箱408侧面伸出中部外沿,剥标板403前端为海绵输送机构4工作面,且在移动机构5移动至海绵输送机构4时前端位于贴合机构1工作面上方,海绵限位机构3下方,可通过海绵限位机构3工作面下压剥离海绵标签至贴合机构1工作面上;
37.压标辊组件406位于剥标板403下方且可转动固定在安装箱408侧面,主要用于拉紧海绵标签;
38.过渡辊组件402可转动固定在安装箱408侧面且分布在剥标板403、动力轴组件404、压标辊组件406之间的转向处,辅助海绵标签转向运动;
39.安装箱408内设置有控制系统与机架6内电控气缸系统电连接且受其控制,出标电机407与安装箱408控制系统电连接,控制系统采用常规pcb板控制,这里不再做详细描述。
40.其中,结合图4所示,更具体的是,产品定位架2包括两根限位臂201,两根限位臂201分别固定在机架6顶面一侧,两根限位臂201顶端设置有对应线材的限位槽202,通过限位槽202来定位线材位置,实现精准包覆海绵标签,还可以配合自动上料机构,对线材进行定位使用。
41.其中,结合图5所示,更具体的是,移动机构5包括导轨501、移动底板502、移动气缸503,导轨501、移动气缸503分别固定在机架6顶面,移动底板502可移动固定在导轨501上且一侧与移动气缸503行程臂前端固定连接,移动气缸502与机架6内电控气缸系统气动连接,通过移动气缸503控制移动底板502移动;
42.贴合机构1、海绵限位机构3分别固定在移动底板502顶面,移动底板502移动带动贴合机构1、海绵限位机构3在产品定位架2工作面和海绵输送机构4工作面之间移动,配合取标和贴标动作。
43.其中,结合图6所示,更具体的是,海绵限位机构3包括限位安装支架301、下压气缸302、海绵压板303、压板安装块304,限位安装支架301底面固定安装在移动机构5顶面,限位安装支架301顶面横向臂侧面固定安装下压气缸302,压板安装块304固定在下压气缸302行程臂前端,下压气缸302与机架6内电控气缸系统气动连接,海绵压板303固定在压板安装块304下侧,由下压气缸302带动压板安装块304下压而带动海绵压板303下压动作;
44.海绵压板303下端顶面为海绵限位机构3工作面,在移动机构5移动至海绵输送机构4时,海绵压板303下压切下海绵输送机构4工作面的海绵标签置于贴合机构1工作面上,完成自动取标过程。
45.其中,结合图7所示,更具体的是,贴合机构1包括贴合安装支架101、上移气缸102、
推动臂103、推动臂导轨104、贴合板105、贴合板支架106,贴合安装支架101底部固定安装在移动机构5顶面,上移气缸102固定在贴合安装支架101底部侧面,上移气缸102与机架6内电控气缸系统气动连接,推动臂103通过推动臂导轨104滑动固定在贴合安装支架101上侧中部,推动臂103与上移气缸102行程臂前端固定连接,由上移气缸102竖直方向带动推动臂103移动;
46.贴合板支架106固定在贴合安装支架101上侧前端,贴合板105有两片分别通过转轴107可转动固定在贴合板支架106两侧,贴合板105底部设置斜向孔108且与推动臂103前端滑动连接,推动臂103向上时在斜向孔108滑动推动两片贴合板105向上翻起合拢,主要起到包覆海绵标签的作用;
47.贴合板105上侧面为贴合机构1工作面,在移动机构5移动至海绵输送机构4时,贴合板105位于海绵输送机构4工作面下方,方便获取海绵标签;在移动机构5移动至产品定位架2位置时,贴合板105位于产品定位架2限位线材位置正下方,通过推动臂103推动贴合板105向上翻起合拢,压紧包覆海绵标签到线材上。
48.结合图7所示,更进一步的设计是,贴合机构1还设置有光电传感器109,光电传感器109设置在贴合安装支架106上侧,且与机架6内电控气缸系统电连接提供控制信号,主要是识别贴合板105是否还处于海绵输送机构4工作面剥标板403下方,在其下方时,阻止发出贴合板105向上翻起合拢控制信号,以免损坏机器。
49.以上仅为说明本实用新型的实施方式,并不用于限制本实用新型,对于本领域的技术人员来说,凡在本实用新型的精神和原则之内,不经过创造性劳动所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1