一种砖块自动码垛线排料装置的制作方法
1.本实用新型涉及一种砖块自动码垛线,尤其是一种布置在砖块自动码垛线上用于完成砖垛每一层砖块排布的排料装置。
背景技术:
2.建筑用砖块一般为长方体结构,为了便于运输,砖块生产企业通常会将砖块码垛为方形六面体砖垛,然后再通过打包带绑扎起来形成一个稳定的整体结构。在该方形六面体砖垛中,上下两层呈纵横交错的排列状态,且在每一排中前后及左右两块砖块无缝隙排列。但是该排列方式仅适于针对生产线下线的特定尺寸和数量砖块的码垛,对于不同尺寸规格的砖块,特别是当生产线下线的砖块厚度尺寸变化时,如果仍采用上述砖块码垛结构,会造成纵横交错排列的两层砖块总体长度和宽度尺寸不同,存在每一层中最外侧砖块没有可靠支撑的问题,若将砖垛每一层中砖块数量调整至使其总体长度和宽度尺寸一致,则又不能与自动化生产线下线时每一排砖块中砖块的数量相匹配,也不适于自动码垛线的运行模式,从而制约了生产效率的提高。
3.为解决上述问题,砖块生产企业创新了一种在砖垛每一层中相邻两排砖块之间预留设定宽度缝隙的排列方式,以保证砖垛每一层中砖块总体长度和宽度尺寸的一致性,为此,在生产线下线的托板上每一排砖块间预留与砖垛每一层两排砖块间距一致的缝隙,但受生产线结构和砖块尺寸的制约,从生产线下线的每一排砖块中相邻两砖块需间隔一定距离,且每一块托板上砖块排数与砖垛每一层中砖块排数也不相同,因此还需要在码垛线上对每一层中砖块进行重新排列。
技术实现要素:
4.本实用新型提供一种砖块自动码垛线排料装置,旨在通过在砖块码垛线上对每一层中砖块排列结构的调整,以实现砖垛每一层砖块总体长度和宽度尺寸的一致性,达到与自动化生产线及码垛线的运行模式相匹配、提高工作效率的目的。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种砖块自动码垛线排料装置,布置在砖块自动码垛线的送料装置和转运装置之间,包括若干组砖块收紧举升单元和传感器;所述砖块收紧举升单元的数量与砖垛每一层中砖块排数相同,沿自动码垛线的砖块传输方向排列,相邻两组砖块收紧举升单元中心轴线间隔距离为s,s为砖块长度尺寸l和砖垛两排砖块之间缝隙尺寸δ之和,即s=l+δ;所述传感器布置在每一组砖块收紧举升单元上,传感器通过导线与砖块自动码垛线的控制系统连通。
7.上述砖块自动码垛线排料装置,在每一组砖块收紧举升单元中设有支架、举升气缸、推料架、收放气缸和举升横梁;所述支架左右对称布置两组,固定安装在自动码垛线的底座框架上,在每一组支架顶端安装举升气缸;所述举升气缸的伸缩臂与举升横梁两端固定装配;所述举升横梁为底面带有轴向通道的空腔结构;所述推料架左右布置两组,两组推
料架上端穿过举升横梁底面轴向通道进入其内腔中;所述收放气缸安装在两组推料架之间,通过收放气缸驱动推料架水平运动,实现对一排砖块的夹紧或松开操作。
8.上述砖块自动码垛线排料装置,它还设有推料架同步控制组件;所述推料架同步控制组件布置在举升横梁的空腔中,包括齿轮和齿条;所述齿轮设置三组,均安装在举升横梁的侧壁上,按照其安装位置分别命名为中心齿轮、左侧齿轮和右侧齿轮;所述齿条上下布置两根,其中一根齿条固定在左侧推料架上端,其与中心位置齿轮及左侧齿轮啮合,另一根齿条固定在右侧推料架上端,其与中心位置齿轮及右侧齿轮啮合。
9.上述砖块自动码垛线排料装置,安装在最前端砖块收紧举升单元中的传感器为计数传感器。
10.上述砖块自动码垛线排料装置,所述推料架为倒置的t型架,其底部水平臂与自动码垛线上承载砖块的托板在高度方向的间隔距离δ=1~2mm。
11.上述砖块自动码垛线排料装置,所述举升横梁为方管结构,在方管底面开设轴向长槽形成轴向通道。
12.上述砖块自动码垛线排料装置,所述举升横梁为开口向下的槽钢结构,槽钢的开口形成轴向通道。
13.本实用新型为一种砖块自动码垛线排料装置,它通过传感器向砖块自动码垛线控制系统传送砖块到位信号,再通过砖块收紧举升单元和砖块自动码垛线送料装置动作配合完成砖垛中每一层砖块码垛前的排布作业,使砖垛的每一层在相邻两排砖块之间预留设定宽度的缝隙,由此实现了砖垛纵横交错排列的每一层总体长度和宽度尺寸的一致性,从而保证了砖垛结构的稳定性,达到了与自动化生产线及码垛线的运行模式相匹配、提高工作效率的目的。
附图说明
14.图1是本实用新型所涉及的砖垛排布结构示意图;
15.图2是由生产线下线托板上的砖块排列示意图;
16.图3是本实用新型在砖块自动码垛线上布置示意图;
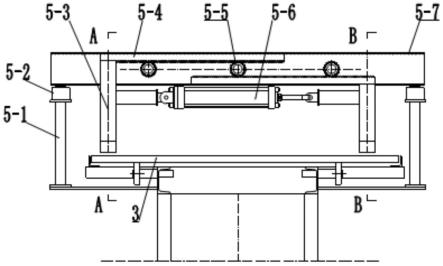
17.图4是图3中k向局部视图(放大后);
18.图5是图4中a-a剖面结构示意图;
19.图6是图4中b-b剖面结构示意图;
20.图7是图4的俯视图;
21.图8至图10是本实用新型工作过程示意图。
22.图中各标号释义:
23.1为砖块; 2为砖垛,2-1为缝隙; 3为托板; 4为送料装置; 5为排料装置,5-1为支架,5-2为举升气缸,5-3为推料架,5-4为齿条,5-5为齿轮,5-6为收放气缸,5-7为举升横梁; 6为转运装置; 7为传感器。
具体实施方式
24.下面结合附图及具体实施例对本实用新型作进一步说明。
25.参看图 1、图2,建筑用砖块1一般为长方体结构,为了便于运输,砖块生产企业通
常会将砖块码垛为方形六面体砖垛2,然后再通过打包带绑扎起来形成一个稳定的整体结构。针对不同尺寸规格的砖块,为保证砖垛每一层中砖块总体长度和宽度尺寸的一致性,砖块生产企业创新了一种在砖垛2每一层中相邻两排砖块之间预留设定宽度缝隙2-1的排列方式,为此,在生产线下线的托板3上每一排砖块间预留设定宽度尺寸的缝隙,但受生产线结构和砖块尺寸的制约,从生产线下线的每一排砖块中相邻两砖块需间隔一定距离,且每一块托板3上砖块排数与砖垛2每一层中砖块排数也不相同,因此还需要在码垛线上对每一层中砖块进行重新排列。
26.参看图1、图3、图7,本实用新型提供一种砖块自动码垛线排料装置,该排料装置5布置在砖块自动码垛线的送料装置4和转运装置6之间,包括若干组砖块收紧举升单元和传感器7;所述砖块收紧举升单元的数量与砖垛2每一层中砖块排数相同,沿自动码垛线的砖块传输方向排列,相邻两组砖块收紧举升单元中心轴线间隔距离为s,s为砖块1的长度尺寸l和砖垛2中每一层相邻两排砖块之间缝隙2-1尺寸δ之和,即s=l+δ;所述传感器7布置在每一组砖块收紧举升单元上,传感器通过导线与砖块自动码垛线的控制系统连通,其中安装在最前端砖块收紧举升单元中的传感器为计数传感器。
27.参看图3、图4、图5、图6、图7,本实用新型所述的砖块自动码垛线排料装置,在其每一组砖块收紧举升单元中设有支架5-1、举升气缸5-2、推料架5-3、收放气缸5-6和举升横梁5-7;所述支架5-1左右对称布置两组,固定安装在自动码垛线的底座框架上,在每一组支架5-1顶端安装举升气缸5-2;所述举升气缸5-2的伸缩臂与举升横梁5-7两端固定装配;所述举升横梁5-7优选为方管结构或开口向下的槽钢结构,在举升横梁5-7为方管结构的实施例中,方管底面开设轴向长槽形成轴向通道,在举升横梁5-7为开口向下的槽钢结构的实施例中,槽钢的开口形成轴向通道;所述推料架5-3左右布置两组,均为倒置的t型架,其底部水平臂与自动码垛线上承载砖块1的托板3在高度方向的间隔距离δ=1~2mm,两组推料架5-3上端穿过举升横梁5-7底面轴向通道进入其内腔中;所述收放气缸5-6安装在两组推料架5-3之间,通过收放气缸5-6驱动推料架5-3水平运动,实现对一排砖块的夹紧或松开操作。
28.参看图4、图5、图6,本实用新型所述的砖块自动码垛线排料装置,它还设有推料架同步控制组件;所述推料架同步控制组件布置在举升横梁5-7的空腔中,包括齿轮5-5和齿条5-4;所述齿轮5-5设置三组,均安装在举升横梁5-7的侧壁上,按照其安装位置分别命名为中心齿轮、左侧齿轮和右侧齿轮;所述齿条5-4上下布置两根,其中一根齿条固定在左侧推料架上端,其与中心位置齿轮及左侧齿轮啮合,另一根齿条固定在右侧推料架上端,其与中心位置齿轮及右侧齿轮啮合。
29.参看图8、图9、图10,本实用新型所述的砖块自动码垛线排料装置,其工作过程为:砖块自动码垛线的送料装置4运行,当安装在最前端的传感器监测到第一排砖块到位信号后,砖块自动码垛线的送料装置4停止运行,此时所有监测到砖块到位信号的传感器7向控制系统发送信号,控制系统命令对应砖块收紧举升单元动作,将运行至排料作业区域的托板3上每一排砖块夹紧抓取,然后举升1~2cmm,使其与托板3分离;随后砖块自动码垛线的送料装置4继续运行,下一个托板3运行至排料作业区域,当未抓取到砖块的砖块收紧举升单元上传感器监测到砖块到位信号时,向控制系统发送信号,在控制系统指令下,砖块自动码垛线的送料装置4停止运行,此时监测到砖块到位信号的砖块收紧举升单元动作,将与其对应的砖块夹紧抓取,然后举升1~2cmm;当所有砖块收紧举升单元都完成夹紧抓取和举升
操作后,控制系统发送指令,所有砖块收紧举升单元中举升气缸5-2的伸缩臂缩回,将砖块1放置在托板3上,然后收放气缸5-6动作,将每一排砖块松开,自动码垛线的送料装置4继续运行;当位于最前端的计数传感器检测到设定排数的砖块通过后,控制系统命令自动码垛线的送料装置4停止运行,此时砖垛的一层砖块排布完成;待砖块自动码垛线的转运装置6将该层砖块取走后,重复上述过程,进入下一个工作循环。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1