一种自动包装系统的制作方法
1.本实用新型涉及固体聚酯包装设备技术领域,尤其涉及一种自动包装系统。
背景技术:
2.聚酯树脂是不饱和聚酯胶粘剂的简称,不饱和聚酯胶粘剂主要由不饱和聚酯树脂、引发剂、促进剂、填料、触变剂等组成,能与烯类单体,如苯乙烯、丙烯酸酯、乙酸乙烯酯等混合后,在引发剂和促进剂的作用下,于常温下聚合成不溶、不熔产物,不饱和聚酯的英文缩写为up,主要用于生产卷材涂料。
3.现有的固体聚酯树脂在生产制备完成后,一般需要利用包装设备将固体聚酯树脂输送至包装袋内进行打包,基于此,中国专利公告号为cn216709690u中的一种生物质颗粒自动化打包装袋系统,包括机架、储料仓、第一落料斗和装袋系统,所述机架顶部设有顶板,所述储料仓与顶板紧固连接,所述第一落料斗设于储料仓正下方,且与顶板下端紧固连接;所述装袋系统由称重机构和夹袋机构组成,所述称重机构与机架顶部下方连接,所述夹袋机构与称重机构连接,实现了自动化夹袋—装料称重—堵料—解除夹袋进行落料的打包过程。
4.上述专利技术的有益效果是相比传统的采用人工进行称重装袋操作,自动化程度高,劳动强度小,装袋效率高,但是现有的固体聚酯树脂在储存过程中,经常会出现结块的情况,这就导致结块的固体聚酯树脂会通过下料口进入到包装袋内,而结块的固体聚酯树脂进入到包装袋时会影响到包装产品的品质,而上述装置也未设置对结块的固体聚酯树脂进行筛选出来的结构,因而还存有一定的不足之处。
5.因此,基于上述技术问题,本领域的技术人员有必要研发一种自动包装系统。
技术实现要素:
6.本实用新型的目的是提供一种自动包装系统。
7.为了实现上述目的,本实用新型提供如下技术方案:
8.本实用新型的一种自动包装系统,包括储料箱,所述储料箱的外壁两侧底端均固定有支腿,还包括:
9.用于对物料进行输送的下料部件,所述下料设置在储料箱的内壁;
10.用于对下料部件排出的物料进行收集的集料部件,所述集料部件设置在储料箱的外壁底端下方;
11.用于驱动集料部件进行移动的移动部件,所述移动部件设置在集料部件的外壁底端下方。
12.进一步的,所述下料部件包括进料口,所述进料口固定连通在储料箱的外壁顶端上方,所述储料箱的内壁上部且位于进料口的下方固定有隔料板,所述隔料板的内壁底端中心处固定连通有下料口a,所述下料口a的内壁固定有下料电磁阀a。
13.进一步的,所述储料箱的内壁且位于下料口a的外壁底端下方设置有方形框,所述
方形框的外壁底端固定有筛板,所述储料箱的内壁两侧且与方形框两侧外壁上部前后端对应位置处均固定有导向滑杆,所述方形框的外壁两侧上部在与导向滑杆对应位置处均开设有通孔。
14.进一步的,所述导向滑杆的外壁均与通孔的内壁滑动连接,所述储料箱的外壁左侧且与方形框对应位置处固定有气缸,所述气缸设置在左端所述支腿的上方,所述气缸的外壁右端固定有气控伸缩杆,所述气控伸缩杆的右端穿过储料箱的内壁左端并与方形框的外壁左端固定连接。
15.进一步的,所述储料箱的外壁底端固定连通有下料口b,所述下料口b的内壁固定有下料电磁阀b,所述储料箱的外壁前端且与方形框对应位置处铰接有箱门。
16.进一步的,所述移动部件包括底座,所述底座的外壁顶端设置有移动座,所述移动座的外壁底端两侧均固定有曲型滑块,所述底座的外壁顶端在与曲型滑块连接处均开设有曲型滑槽,所述曲型滑块的外壁且与曲型滑槽的内壁滑动连接。
17.进一步的,所述底座的外壁左侧中心处固定有伺服电机,所述伺服电机的外壁右端通过输出轴固定有驱动螺杆,所述底座的内壁在与驱动螺杆对应位置处开设有移动槽,所述驱动螺杆的外壁两端均与移动槽的内壁两侧转动连接,所述移动座的外壁底端在与移动槽对应位置处固定有螺纹滑块,所述螺纹滑块的外壁两侧与驱动螺杆的外壁螺纹连接。
18.进一步的,所述集料部件为称重筒a,所述称重筒a的整体形状为圆筒状,所述称重筒a的外壁底端与移动座的外壁顶端固定连接,所述称重筒a的外壁顶端滑动连接有环形盖板。
19.进一步的,所述集料部件为称重筒b,所述称重筒b的整体形状为方形筒状,所述称重筒b的外壁底端与移动座的外壁顶端固定连接,所述称重筒b的外壁左端铰接有前箱板,所述称重筒b的外壁顶端滑动连接有方形盖板。
20.进一步的,所述前箱板的外壁左侧前后端的上下部均固定有空心块,所述空心块的内壁均滑动连接有固定销,所述称重筒b的外壁左端且与空心块对应位置处均固定有插销块,所述固定销插入空心块的一端均穿过空心块并与插销块的内壁侧端滑动连接。
21.在上述技术方案中,本实用新型提供的一种自动包装系统,具有以下
22.有益效果:
23.本实用新型中,通过设置的隔料板与下料口a可将聚酯树脂颗粒输送至方形框内,而设置的气缸可通过控制气控伸缩杆进行伸缩,使得气控伸缩杆能拉动方形框在导向滑杆的外壁上进行前后移动,设置的方形框在移动时可通过筛板来对聚酯树脂颗粒进行筛选,使得结块的聚酯树脂颗粒避免落入到储料箱底端通过下料口b进入到包装袋内,通过上述方式可知本实用新型能在对聚酯树脂颗粒下料的过程中对其进行筛选,使得结块的聚酯树脂颗粒存留在方形框内而不会进入到包装袋内,从而能够避免结块的聚酯树脂颗粒进入到包装袋内而对聚酯树脂颗粒的产品品质造成影响。
附图说明
24.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型中记载的一些实施例,对于本领域普通技术人员来讲,还可以根据这些附图获得其他的附图。
25.图1为本实用新型实施例一中称重筒a的立体结构示意图;
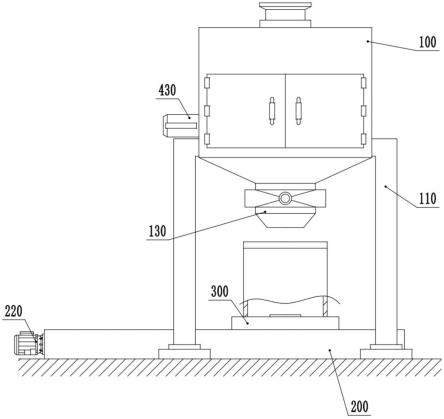
26.图2为本实用新型提供的一种自动包装系统的正视方向的外部结构示意图;
27.图3为本实用新型提供的一种自动包装系统中储料箱正视方向的剖视结构示意图;
28.图4为本实用新型提供的一种自动包装系统中方形框和筛板俯视方向的立体结构示意图;
29.图5为本实用新型提供的一种自动包装系统中底座侧视方向的剖视结构示意图;
30.图6为本实用新型实施例二中称重筒a侧视方向的结构示意图;
31.图7为本实用新型实施例二中称重筒a俯视方向的结构示意图;
32.图8为本实用新型图7中a处放大的结构示意图。
33.附图标记说明:100、储料箱;110、支腿;120、隔料板;121、下料口a;130、下料口b;200、底座;210、移动槽;220、伺服电机;230、驱动螺杆;300、移动座;310、曲型滑块;320、螺纹滑块;400、方形框;410、筛板;420、导向滑杆;430、气缸;431、气控伸缩杆;500、称重筒b;501、插销块;510、前箱板;511、空心块;520、固定销;530、方形盖板;600、称重筒a;610、环形盖板。
具体实施方式
34.为了使本领域的技术人员更好地理解本实用新型的技术方案,下面将结合附图对本实用新型作进一步的详细介绍。
35.实施例一:
36.参见图1~图5所示;
37.本实用新型的一种自动包装系统,包括储料箱100,储料箱100的外壁两侧底端均固定有支腿110,设置的支腿110是为了对储料箱100的外壁底端进行支撑,还包括用于对物料进行输送的下料部件,下料设置在储料箱100的内壁,下料部件包括进料口,进料口固定连通在储料箱100的外壁顶端上方,设置的进料口是为了方便工人向储料箱100内补充固体聚酯树脂颗粒,储料箱100的内壁上部且位于进料口的下方固定有隔料板120,设置的隔料板120是为了对工人输送的固体聚酯树脂颗粒先进行储存,隔料板120的内壁底端中心处固定连通有下料口a121,设置的下料口a121是为了在下料时能将固体聚酯树脂颗粒输送至方形框400内,下料口a121的内壁固定有下料电磁阀a,设置的下料电磁阀a是为了控制下料口a121对固体聚酯树脂颗粒的输送,储料箱100的内壁且位于下料口a121的外壁底端下方设置有方形框400,方形框400的外壁底端固定有筛板410,设置的方形框400与筛板410可对落下的固体聚酯树脂颗粒进行筛选,使得结块的固体聚酯树脂颗粒无法落入到下料口b130处进行到集料部件内,储料箱100的内壁两侧且与方形框400两侧外壁上部前后端对应位置处均固定有导向滑杆420,方形框400的外壁两侧上部在与导向滑杆420对应位置处均开设有通孔,方形框400开设通孔是为了在导向滑杆420的外壁上进行前后移动,同时设置的导向滑杆420也能通过通孔对方形框400的外壁上端进行支撑;
38.导向滑杆420的外壁均与通孔的内壁滑动连接,储料箱100的外壁左侧且与方形框400对应位置处固定有气缸430,气缸430设置在左端支腿110的上方,气缸430的外壁右端固定有气控伸缩杆431,气控伸缩杆431的右端穿过储料箱100的内壁左端并与方形框400的外
壁左端固定连接,当气缸430在启动后,其可通过送气和排气的方式来控制气控伸缩杆431进行伸长或收缩,而设置的气控伸缩杆431在伸缩时即可推动方形框400沿着导向滑杆420的外壁进行左右移动,从而能对落下的固体聚酯树脂颗粒进行筛选,使得结块的固体聚酯树脂颗粒只能存留在方形框400的内壁处,储料箱100的外壁底端固定连通有下料口b130,下料口b130的内壁固定有下料电磁阀b,设置的下料口b130是为了将经过筛选后符合要求的固体聚酯树脂颗粒输送至集料部件内进出储存,而设置的下料电磁阀b可对下料口b130的下料进行控制,储料箱100的外壁前端且与方形框400对应位置处铰接有箱门,铰接的箱门是为了方便后续工人对筛选出的结块的固体聚酯树脂颗粒进行清理;
39.用于对下料部件排出的物料进行收集的集料部件,设置的集料部件是为了对下料口b130排出的固体聚酯树脂颗粒的收集,集料部件设置在储料箱100的外壁底端下方,集料部件为称重筒a600,称重筒a600的整体形状为圆筒状,称重筒a600的外壁底端与移动座300的外壁顶端固定连接,设置的称重筒a600的外壁顶端且靠近内壁的一侧固定有环形公插环,而设置的环形盖板610的内壁底端在与环形公插环对应位置处开设有环形母插槽,设置的环形盖板610可通过环形公插环和环形母插槽的配合作用与称重筒a600的外壁顶端进行滑动卡接,称重筒a600的外壁顶端滑动连接有环形盖板610,用户可将包装固体聚酯树脂颗粒的包装袋放置在称重筒a600内,并将包装袋的外壁折叠在环形公插环外侧,随后工人再取出环形盖板610使其套设在称重筒a600的外壁顶端,而套设的环形盖板610即可配合称重筒a600对包装袋的顶端边缘处进行夹紧,避免在下料口b130输料的过程中包装袋的袋口出现收缩的情况,同时采用这种方式也不需要工人用手来撑开袋口;
40.用于驱动集料部件进行移动的移动部件,移动部件设置在集料部件的外壁底端下方,移动部件包括底座200,底座200的外壁顶端设置有移动座300,设置的移动座300是为了对称重筒a600或者称重筒b500的外壁底端进行支撑,移动座300的外壁底端两侧均固定有曲型滑块310,底座200的外壁顶端在与曲型滑块310连接处均开设有曲型滑槽,曲型滑块310的外壁且与曲型滑槽的内壁滑动连接,开设的曲型滑块310与曲型滑槽是为了在不影响移动座300移动的情况下来对移动座300的移动方向进行限制,底座200的外壁左侧中心处固定有伺服电机220,伺服电机220的外壁右端通过输出轴固定有驱动螺杆230,底座200的内壁在与驱动螺杆230对应位置处开设有移动槽210,开设的移动槽210是为了避免底座200与螺纹滑块320的移动造成阻碍,驱动螺杆230的外壁两端均与移动槽210的内壁两侧转动连接,移动座300的外壁底端在与移动槽210对应位置处固定有螺纹滑块320,螺纹滑块320的外壁两侧与驱动螺杆230的外壁螺纹连接,设置的螺纹滑块320的外壁两侧在与驱动螺杆230对应位置处开设有螺孔,设置的螺纹滑块320通过螺孔与驱动螺杆230的外壁螺纹连接,而设置的伺服电机220可通过输出轴带动驱动螺杆230进行正反向转动,而设置的驱动螺杆230在正反向转动时可通过螺纹连接的配合作用来驱动螺纹滑块320带动移动座300进行转动,从而能够带动称重筒b500或者称重筒a600进行移动。
41.工作原理:首先,工人先通过物料提升机将待包装的固体聚酯树脂颗粒通过进料口输送至储料箱100内的隔料板120上方,接着工人可先将环形盖板610取下,然后将包装袋套设在称重筒a600内,并使得包装袋的边缘处折叠在环形公插环外壁,完成后工人再将环形盖板610卡接在称重筒a600的外壁顶端,这样即可配合环形公插环将包装袋与称重筒a600进行固定,固定完成后启动伺服电机220,设置的伺服电机220在带动驱动螺杆230反向
转动时驱动螺杆230会驱动螺纹滑块320与移动座300移动至下料口b130的下方,接着启动气缸430,使得气缸430会控制气控伸缩杆431进行伸缩,使得方形框400在导向滑杆420的外壁上进行左右移动,接着通过控制箱开启下料电磁阀a与下料电磁阀b,隔料板120内储存的固体聚酯树脂颗粒会通过下料口a121落入到方形框400内,而移动的方形框400可通过筛板410对固体聚酯树脂颗粒进行筛选,从而将结块的固体聚酯树脂颗粒筛选出来,而后下料口b130可将筛选出的固体聚酯树脂颗粒输送至称重筒a600上的包装袋内,而称重筒a600的内壁底端固定的称重传感器会对包装袋内固体聚酯树脂颗粒的重量进行称量,当包装袋内的固体聚酯树脂颗粒重量达到包装要求时,设置的控制箱会自动关闭下料电磁阀a与下料电磁阀b来停止下料,接着工人在通过伺服电机220正向驱动螺杆230进行转动,使得移动座300和称重筒a600移动至底座200的左侧,然后工人即可将环形盖板610取下,并将包装袋从称重筒a600内取出并更换新的包装袋即可,随后再通过上述步骤继续对固体聚酯树脂颗粒进行打包即可。
42.实施例二:
43.参见图2~图8所示;
44.本实施相较于实施例一而言,不同之处在于集料部件为称重筒b500,称重筒b500的整体形状为方形筒状,称重筒b500的外壁底端与移动座300的外壁顶端固定连接,称重筒b500的外壁左端铰接有前箱板510,称重筒b500的外壁顶端滑动连接有方形盖板530,设置的前箱板510与称重筒b500连接的铰接处设置在称重筒b500的底端,工人可通过铰接处使得前箱板510进行上下转动,这样当工人需要将称重筒b500内放置的包装袋取下时,可先将前箱板510向下进行翻转,而工人就不需要将包装袋向上提起再取出,设置的称重筒b500与前箱板510的外壁顶端固定有方形公插环,而设置的方形盖板530的内壁开设有方形母插槽,设置的方形盖板530可通过方形公插环和方形母插槽的配合作用卡接在称重筒b500的外壁顶端,从而能配合称重筒b500对包装袋的边缘进行固定,前箱板510的外壁左侧前后端的上下部均固定有空心块511,空心块511的内壁均滑动连接有固定销520,设置的空心块511是为了滑动连接固定销520,称重筒b500的外壁左端且与空心块511对应位置处均固定有插销块501,固定销520插入空心块511的一端均穿过空心块511并与插销块501的内壁侧端滑动连接,而设置的插销块501靠近固定销520的一端开设有插孔,设置的固定销520在穿过空心块511后可与插孔的内壁进行插接,通过设置的固定销520即可将前箱板510与称重筒b500的外壁进行固定,避免在接料过程中前箱板510出现转动的情况,从而对接料造成影响,本实施例相较于实施例一而言,其有益之处在于可方便工人将储存好聚酯树脂颗粒的包装袋从称重筒b500内取出。
45.首先,工人先通过物料提升机将待包装的固体聚酯树脂颗粒通过进料口输送至储料箱100内的隔料板120上方,接着工人可先将环形盖板610取下,然后将包装袋套设在称重筒b500内,并使得包装袋的边缘处折叠在方形公插环外壁,完成后工人再将方形盖板530卡接在称重筒b500的外壁顶端,这样即可配合方形公插环将包装袋与称重筒b500进行固定,固定完成后启动伺服电机220,设置的伺服电机220在带动驱动螺杆230反向转动时驱动螺杆230会驱动螺纹滑块320与移动座300移动至下料口b130的下方,接着启动气缸430,使得气缸430会控制气控伸缩杆431进行伸缩,使得方形框400在导向滑杆420的外壁上进行左右移动,接着通过控制箱开启下料电磁阀a与下料电磁阀b,隔料板120内储存的固体聚酯树脂
颗粒会通过下料口a121落入到方形框400内,而移动的方形框400可通过筛板410对固体聚酯树脂颗粒进行筛选,从而将结块的固体聚酯树脂颗粒筛选出来,而后下料口b130可将筛选出的固体聚酯树脂颗粒输送至称重筒b500上的包装袋内,而称重筒b500的内壁底端固定的称重传感器会对包装袋内固体聚酯树脂颗粒的重量进行称量,当包装袋内的固体聚酯树脂颗粒重量达到包装要求时,设置的控制箱会自动关闭下料电磁阀a与下料电磁阀b来停止下料,接着工人在通过伺服电机220正向驱动螺杆230进行转动,使得移动座300和称重筒b500移动至底座200的左侧,然后工人即可先将前箱板510取下,并拉出固定销520使得固定销520与插销块501进行分离,完全拉出后设置的前箱板510即可向下进行转动,而工人只需要握住包装袋的顶端向侧端拉出包装袋即可将其从称重筒b500内取出,相较于将包装袋从称重筒b500顶端进行抬出的方式而言,这种方式能为轻松,待包装袋取出后,工人可向上转动前箱板510,并将固定销520与对应的插销块501进行插接即可,随后工人即可按照上述步骤重新套上包装袋即可继续进行打包;
46.在本实用新型中,装置会设置一组控制箱来对装置内的电气设备进行控制,而设置的称重筒b500和称重筒a600的内壁底端固定的称重传感器可通过数据线缆与控制箱的控制器件进行电连接,当称重传感器的称重数值达到所需要求时,设置的称重传感器会将称重数据输送至控制箱内,而控制箱会控制下料电磁阀a与下料电磁阀b进行关闭,以此来停止下料,设置的称重传感器原理是能将作用在被测物体上的重力按一定比例转换成可计量的输出信号。
47.以上只通过说明的方式描述了本实用新型的某些示范性实施例,毋庸置疑,对于本领域的普通技术人员,在不偏离本实用新型的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,上述附图和描述在本质上是说明性的,不应理解为对本实用新型权利要求保护范围的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1