膜电极组件供料装置及燃料电池生产设备的制作方法
1.本实用新型涉及燃料电池生产技术领域,具体地说是一种膜电极组件供料装置及燃料电池生产设备。
背景技术:
2.在燃料电池生产过程中中,为了防止内部的冷却液、氢气、空气的泄漏,需要对双极板与mea(膜电极组件)之间进行密封,常用的密封胶为热固化胶或光敏胶,通过密封胶将mea膜和双极板粘接后,还需要施加外压来使mea膜和双极板紧密贴合,并保压一段时间,保证密封性。
3.由于mea膜比较脆,容易损伤,现有技术中,一般是通过人工将mea膜放入保压机构中,因此存在工作效率低的问题。
技术实现要素:
4.本实用新型针对现有的膜电极组件上料效率低的问题,提供一种提高膜电极组件上料效率的膜电极组件供料装置及燃料电池生产设备,其具体技术方案如下:
5.第一方面,本技术提供了一种膜电极组件供料装置,包括基座、存料机构、拨料机构及限位机构;其中:
6.存料机构包括移动板及料盒,移动板被配置为承载料盒;
7.限位机构固定安装在移动板的端部,移动板通过滑轨滑动安装在基座上;
8.拨料机构包括推杆及第一驱动组件,第一驱动组件的固定端固定安装在基座上,限位机构形成容纳空间,第一驱动组件的活动端被配置为带动位于容纳空间内的推杆移动,以带动与限位机构固定的移动板在工作位和换料位之间来回运动。
9.通过拨料机构与限位机构的配合,控制存料机构自动在工作位和换料位之间进行切换,提高上料效率。
10.可选的,限位机构包括第一限位组件和第二限位组件,第一限位组件和第二限位组件相对设置,第一限位组件和第二限位组件之间的距离大于或等于推杆的宽度。
11.通过第一限位组件和第二限位组件将拨料机构的推杆进行限位。
12.可选的,第一驱动组件驱动推杆与第一限位组件抵接时,带动移动板向换料位运动;第一驱动组件驱动推杆与第二限位组件抵接时,带动移动板向工作位运动。
13.通过第一驱动组件和限位机构的配合,带动移动板在上下料位进行切换。
14.可选的,第一限位组件为挡块,第二限位组件为卡销。
15.两个限位组件设计成不同的结构,适应不同的上下料情况,提高兼容性。
16.可选的,拨料机构还包括第二驱动组件、第一安装板和第二安装板;其中:第二驱动组件通过第一安装板与第一驱动组件的活动端固定连接,推杆通过第二安装板固定安装在第二驱动组件的活动端,第二驱动组件被配置为带动推杆插入至容纳空间或从容纳空间远离。
17.通过第二驱动组件带动推杆插入至容纳空间或从容纳空间远离,使拨料机构和存料机构能快速同步或分离。
18.可选的,存料机构还包括毛刷组件,毛刷组件固定安装在料盒的两侧,毛刷组件的底部设置有腰形孔。
19.通过设置毛刷组件,便于对原料的清理并防止黏连带料。
20.可选的,膜电极组件供料装置还包括顶升机构,顶升机构设置于基座的下方,顶升机构包括顶升板和顶升电机,顶升电机被配置为带动顶升板升降,基座及移动板均设置有供顶升板通过的空隙。
21.通过设置顶升机构,提高上料效率。
22.可选的,移动板上设置有插销,料盒通过插销可拆卸地安装在移动板上。
23.料盒通过插销可拆卸地安装在移动板上能够快速更换料盒,而且保证料盒在移动板上的位置相对固定。
24.第二方面,本技术还提供了一种燃料电池生产设备,包括双极板上料装置、输送装置、涂胶装置、固化装置、搬运机构及第一方面所述的膜电极组件供料装置;其中:
25.搬运机构被配置为将膜电极组件供料装置上的膜电极组件搬运至输送装置上;
26.输送装置被配置为装载膜电极组件依次经过涂胶工位、双极板上料工位和固化工位;
27.涂胶装置被配置为在位于涂胶工位处的膜电极组件的预定位置进行涂胶;
28.双极板上料装置被配置为将双极板放置于双极板上料工位处已涂胶的膜电极组件上;
29.固化装置被配置为将位于固化工位处的双极板与膜电极组件固化在一起。
30.通过设置输送装置装载膜电极组件依次经过膜电极组件供料装置、涂胶工位、双极板上料工位和固化工位,自动化快速实现燃料电池的组装。
31.可选的,膜电极组件供料装置被配置为两套,两套膜电极组件供料装置均设置于燃料电池生产设备的同一侧,其中一套膜电极组件供料装置在搬运膜电极组件时,另一套膜电极组件供料装置更换料盒。
32.通过设置两套膜电极组件供料装置,实现一备一用,提高了膜电极组件的供料效率。
附图说明
33.图1为本实用新型提供的一种膜电极组件的立体结构示意图;
34.图2为图1另一个视角的示意图;
35.图3为实用新型提供的一种顶升机构的立体结构示意图;
36.图4为本实用新型提供的一种燃料电池生产设备的立体结构示意图。
具体实施方式
37.为使本实用新型的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
38.在现有的膜电极组件上料工艺中,由于mea膜比较脆,容易损伤,一般是通过人工
将mea膜放入保压机构中,因此存在工作效率低的问题。
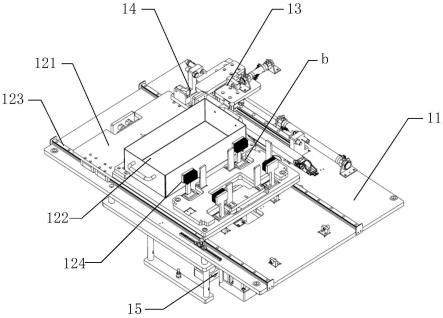
39.鉴于此,本实用新型提供了一种提高膜电极组件上料效率的膜电极组件供料装置。图1~图2所示是的一种可选的实施例,图1是该装置一个视角的立体图,图2是该装置另一视角的立体图。本实用新型提供的一种膜电极组件供料装置1,包括基座11、存料机构12、拨料机构13及限位机构14;其中:存料机构12包括移动板121及料盒122,移动板121被配置为承载料盒122;限位机构14固定安装在移动板121的端部,移动板121通过滑轨123滑动安装在基座11上;
40.拨料机构13包括推杆131及第一驱动组件132,第一驱动组件132的固定端固定安装在基座11上,限位机构14形成有容纳空间a,第一驱动组件132的活动端被配置为带动位于容纳空间a内的推杆131移动,以带动与限位机构14固定的移动板121在工作位和换料位之间来回运动。可选的,第一驱动组件可以是电机或者气缸等直线驱动件。
41.通过拨料机构13与限位机构14的配合,控制存料机构12自动在工作位和换料位之间进行切换,提高了上料效率。可选的,限位机构可以是限位块,限位块与推杆相对设置,限位块靠近推杆的一侧设置有与推杆配合的卡口,卡口即为容纳空间,靠近推杆时,推杆被限位于卡口中,远离推杆时,限位机构和拨料机构分离。当然,推杆也可以换成推块、辊轮等,在此不一一赘述。
42.在一种可实现的方案中,限位机构14包括第一限位组件141和第二限位组件142,第一限位组件141和第二限位组件142相对设置,第一限位组件141和第二限位组件142之间的距离大于或等于推杆131的宽度,两个限位组件之间的间隔即为用于容纳推杆131的容纳空间a。通过第一限位组件141和第二限位组件142将拨料机构13的推杆131限位在容纳空间a中。
43.可选的,第一驱动组件132驱动推杆131与第一限位组件141抵接时,带动移动板121向换料位运动;第一驱动组件132驱动推杆131与第二限位组件142抵接时,带动移动板121向工作位运动。
44.在一种可实现的方案中,拨料机构13还包括第二驱动组件133、第一安装板134和第二安装板135;其中:第二驱动组件133通过第一安装板134与第一驱动组件133的活动端固定连接,推杆131通过第二安装板135固定安装在第二驱动组件133的活动端,第二驱动组件133被配置为带动推杆131插入至容纳空间a或远离容纳空间a。可选的,第二驱动组件可以是电机或者气缸等直线驱动件。
45.通过第二驱动组件133带动推杆131插入至容纳空间a或从容纳空间a远离,使拨料机构13和存料机构12能快速同步或分离。
46.在一种可实现的实施方式中,第一限位组件141为挡块,第二限位组件142为卡销。
47.两个限位组件设计成不同的结构,以适应不同的上下料情况,提高兼容性。挡块和卡销之间的间隔即为容纳空间a,当第一驱动组件132的行程无法直接将料盒122送到换料位置时,还需要先将容纳空间a内的推杆131缩回,再由人工将移动板121进一步拉出,所以在料盒122运动至换料位置的过程中,推杆131与挡块抵接。换好料盒122后,人工将移动板121重新推入,需要把推杆131重新伸出容纳空间a中,此时第二限位组件142设置为卡销,在移动板121推入的过程中,卡销的斜面一侧先与推杆131接触,待推杆131运动至容纳空间a后,卡销弹出,推杆131被限位在容纳空间a中,通过感应卡销的位置,也能更好地判断推杆
131是否已到位。当然,如果第一驱动组件能够将料盒直接送到换料位置时,两个限位组件的结构可以设计为相同的。
48.可选的,存料机构12还包括毛刷组件124,毛刷组件124固定安装在料盒122的两侧,毛刷组件124的底部设置有腰形孔b。再参见图2,在一种可能的实现方式中,毛刷组件124的下端通过螺栓与腰形孔b的配合安装在料盒122的两侧,每侧各安装有两个毛刷组件124,通过腰形孔b可以调节相对两个毛刷组件124的间距,以适应不同尺寸的膜电极组件。毛刷组件124上端的毛刷也是相对设置的,能够在膜电极组件的上升过程中与膜电极组件的侧边接触,防止因相邻膜电极组件粘连而导致一次取出多个膜电极组件。
49.在一种可实现的方案中,膜电极组件供料装置1还包括顶升机构15,顶升机构15设置于基座11的下方,顶升机构15包括顶升板151和顶升电机152,顶升电机152被配置为带动顶升板151升降,基座11及移动板121均设置有供顶升板151通过的空隙。
50.先通过顶升机构15将料盒中的膜电极组件抬升至预定的高度,这样后道的搬运机构就能每次在同一位置取料,提高了上料效率和上料精度。当然,顶升板可由电缸、气缸等其他动力源驱动,再次不多做赘述。
51.可选的,移动板121上设置有插销,料盒122通过插销可拆卸地安装在移动板121上。料盒122通过插销可拆卸地安装在移动板121上使操作人员能够快速更换料盒122,而且也能保证料盒122在移动板121上的位置相对固定。
52.另一方面,本技术还提供了一种燃料电池生产设备,包括双极板上料装置2、输送装置4、涂胶装置5、固化装置6、搬运机构3及上述的膜电极组件供料装置1;其中:
53.搬运机构3被配置为将膜电极组件供料装置1上的膜电极组件搬运至输送装置4上;
54.输送装置4被配置为装载膜电极组件依次经过涂胶工位、双极板上料工位和固化工位;
55.涂胶装置5被配置为在位于涂胶工位处的膜电极组件的预定位置进行涂胶;
56.双极板上料装置2被配置为将双极板放置于双极板上料工位处已涂胶的膜电极组件上;
57.固化装置6被配置为将位于固化工位处的双极板与膜电极组件固化在一起。
58.通过设置输送装置4装载膜电极组件依次经过膜电极组件上料工位、涂胶工位、双极板上料工位和固化工位,自动化快速实现燃料电池的组装。
59.在一种可实现的实施方式中,膜电极组件供料装置1被配置为两套,两套膜电极组件供料装置1均设置于燃料电池生产设备的同一侧,其中一套膜电极组件供料装置在工作位搬运膜电极组件时,人工可以对另一套膜电极组件供料装置更换料盒。
60.上文对本实用新型进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本实用新型的真实精神和范围的前提下做出所有改变都应该属于本实用新型的保护范围。本实用新型所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1