一种锚链横档自动上下料装置的制作方法
:
1.本实用新型属于锚链生产设备技术领域,具体涉及一种锚链横档自动上下料装置,能够将加热炉加工处理的原料自动供给至锚链生产设备。
背景技术:
2.锚链是指连接锚和船体并传递锚抓力的专用链条,由锚端链节、中间链节和末端链节等组成。按链环的结构,可分为有档锚链和无档锚链两种,前者的强度比后者大;按制造方法,可分为铸钢锚链和电焊锚链等。锚链的长度以节为单位,每节锚链的标准长度为27.5m,节间用连接链环或连接卸扣进行连接;通常万吨轮每舷主锚所配链长为12节左右。锚链的作用主要是:连接锚与船,向船体传递锚的抓驻力;在锚泊时,抛出的锚链的重量,可在水中对船舶所受到的风流等外力起一定的缓冲作用;平卧水底部分的锚链对锚的作用力保持水平,有利于锚的可靠抓底,同时这部分锚链因受到泥土的阻滞作用,还能提供一部分锚泊力。
3.锚链的生产工艺技术发展的十分成熟,生产设备多种多样,例如,中国专利201911148113.5公开的一种海船用锚链的生产工艺,包括以下步骤:步骤1),备料:制备锚链的钢材应该为镇静钢,且该镇静钢的整支圆钢长度达不到定尺要求,则必须符合倍尺要求,即总长度等于两个料头长度加n个棒料长度加n个锯缝宽度,两个料头长度之和控制在40-50mm;步骤2),铸造成型:将熔炼好的镇静钢钢水浇注至每个固定的模具中,每个锚链在浇注成型的时候都会预留有左接口和右接口,且每个左接口上开设有左浅槽,每个左浅槽槽内开设有左卡槽,每个右接口上开设有右浅槽,每个右浅槽槽内均开设有右卡槽,待钢水冷却后,将模具内部冷却成型的锚链取出备用;步骤3),加热:采用中频加热炉将圆钢加热到860-980℃进行加热,使圆钢芯部与表面温度接近;步骤4),弯折并对接:将加热后的圆钢在弯环机上进行弯环,在圆钢要弯折的两个起始位置处设置弯心轴,先将圆钢绕弯心轴弯折成底部水平的u形,再将u形的两侧边绕弯心轴向中间弯折,使圆钢的左接口和右接口相互靠近,当底部间隙为1cm时,通过机械臂底部的机械爪夹住固定浅梁,固定浅梁的底部固定安装有两个固定块,同时通过机械臂底部两侧的下压夹具对圆钢实施下压力,在下压的同时,将固定浅梁和固定块嵌入左接口和右接口内的左浅槽、左卡槽、右浅槽和右卡槽的槽内,在下压的同时也需要同时通过弯心轴和圆钢背后的左推模和右推模向前推动,保证圆钢的弯折工作可以稳定进行,不会出现异形和变形的情况,当底部最小间隙为2-3mm,两个端面成底部不接触的v形的开口时停止弯折,即形成圆钢弯环;步骤 5),闪光对焊:首先对圆钢弯环进行预热,将预热的温度保持在 840℃-900℃,然后用光焊接机对弯环进行焊接,闪光焊接机具有设置在圆钢弯环弯折部的弯心轴,还具有设在弯环开口侧背面的左推模和右推模,左推模和右推模具有与圆钢弯环水平方向的接触面,在弯环的开口两侧分别设置有夹具,两个夹具分别电连接电源的正、负极,闪光焊接机还具有一个推压所述两个夹具的推压头,对圆钢弯环进行闪光,使圆钢弯环两个端面形成高温区,两个端面形成闪光烧损,然后,推压头压迫两个夹具,左推模和右推模继续水平相向推压圆钢弯环,使端部快速形成
对接接触,然后去除推压头的压力,继续增大左推模和右推模的压力,以形成顶锻力,保持上述顶锻力20-30s,待完成结合后关闭电源,完成最后的闪光焊接;步骤6),去毛刺:采用去刺装置对焊接接头周围的飞边和毛刺进行清除,在清除毛刺的时候要注意不能将边角料掉入焊接缝隙中;步骤7),压档:将横档压入链环中间位置,横档与链环相吻合;中国专利202011465646.9公开的一种锚链的生产工艺,包括以下操作步骤:s1:准备钢材棒料,以800摄氏度的高温加热棒料2-3小时,将温度降低至400摄氏度,为棒料提供 3-5小时的保温,继续以800摄氏度的高温加热棒料2-3小时,将温度降至200摄氏度,为棒料提供8小时的保温;s2:将水性淬火剂雾化喷涂在棒料的表面,使棒料的表面降温硬化;s3:将棒料传输进链条编结机中,压制成型;s4:将编结出的锚链拖入淬火剂,静置1小时后取出;s5:对冷却后的锚链链体进行去毛刺处理;s6:对粗磨后的锚链链体进行精磨抛光;中国专利202110744522.2公开的一种锚链制作用锻压生产线,包括调节机构、驱动机构、夹持机构、拆装机构和锚链本体,所述夹持机构位于驱动机构的上方,所述锚链本体位于夹持机构的下方;所述驱动机构包括电机箱,所述电机箱的内底壁固定连接有电动机,所述电动机的输出轴固定连接有驱动轴,所述驱动轴的顶端固定连接有第一锥齿轮,所述第一锥齿轮的右侧啮合有第二锥齿轮,所述第二锥齿轮的内侧固定连接有螺纹杆,所述螺纹杆的外侧螺纹连接有螺纹块,所述螺纹块的顶部固定连接有限位块,所述螺纹杆的左右两端均固定连接有滚动轴承。但是鲜少有辅助生产的上下料设备,使得高温物料的定位不准确,夹具长时间、高频率抓取高温物料后受损严重且不能适应多规格、多型号的物料,加剧了高速生产节拍与生产设备自身局限性之间的矛盾,而锁具行业使用的多关节机器人与非标定制工装夹具配合的冲压上下料方式不能满足锚链横档生产过程中的上下料问题。因此,研发设计一种锚链横档自动上下料装置,以克服上述问题,具有广泛的应用前景。
技术实现要素:
4.本实用新型的目的在于克服现有技术存在的缺点,研发设计一种锚链横档自动上下料装置,在保证安全生产的前提下,提高生产效率。
5.为了实现上述目的,本实用新型涉及的锚链横档自动上下料装置的主体结构包括与加热炉连接的物料输送定位机构、多关节智能机器人和与液压机连接的成品下料机构,多关节智能机器人在物料输送定位机构与液压机之间运转;物料输送定位机构的主体结构包括电机驱动的输送链,以及定位槽;多关节智能机器人的主体结构包括四部电机,四个机械臂,及连接四部电机的关节连杆,以及夹取物料的夹爪;成品下料机构的主体结构包括夹取物料的夹爪,及驱动夹爪运行的轨道和气缸,以及收集物料的滑道和料箱。
6.本实用新型涉及的锚链横档自动上下料装置使用时,物料输送定位机构对加热炉输出的物料进行输送和定位,多关节智能机器人将物料由物料输送定位机构1转送至液压机,物料被加工为成品,被成品下料机构收集,进行下一步工序。
7.本实用新型与现有技术相比,物料输送定位机构对加热炉输出的物料进行输送和二次定位,多关节智能机器人将物料由物料输送定位机构转送至液压机进行加工,成品下料机构收集成品,以便进行下一步工序,全程不需要人工参与,将生产工人从高温高热的恶劣环境中解放出来,提高了生产效率,大幅度提升了产能和合格率;其结构简单,实现了锚链生产的自动化。
附图说明:
8.图1为本实用新型的主体结构原理示意图。
9.图2为本实用新型涉及的物料输送定位机构的结构原理示意图。
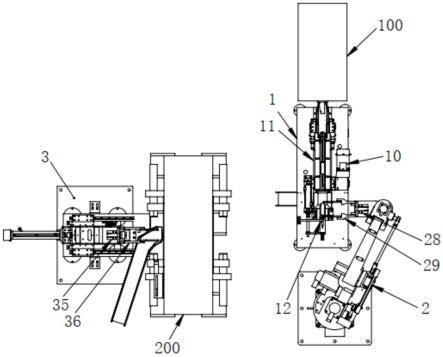
10.图3为本实用新型涉及的多关节智能机器人的结构原理示意图。
11.图4为本实用新型涉及的成品下料机构的结构原理示意图。
12.图5为本实用新型使用状态的俯视图。
13.图6为本实用新型使用状态的立体图。
14.具体实施方式:
15.下面结合附图并结合具体实施方法对本发明做进一步的说明。
16.实施例1:
17.本实施例涉及的锚链横档自动上下料装置的主体结构包括物料输送定位机构1、多关节智能机器人2和成品下料机构3;
18.物料输送定位机构1的主体结构包括电机10、输送链11、定位槽 12和挡板13;由电机10驱动的输送链11的一端与加热炉100的出口端连接,另一端与定位槽12连接,两侧均设置有挡板13;
19.多关节智能机器人2的主体结构包括底座20、一号电机21、一号机械臂22、二号电机23、二号机械臂24、三号电机25、三号机械臂 26、四号电机27、气缸28、一号夹爪29、关节连杆30和四号机械臂 40;底座20上设置有一号电机21,一号电机21与一号机械臂22连接,一号机械臂22的端部设置有二号电机23,二号电机23与二号机械臂 24连接,二号机械臂24的端部设置有三号电机25,三号电机25与三号机械臂26连接,三号机械臂26的端部设置有四号电机27,四号电机27与四号机械臂40连接,四号机械臂40通过气缸28与一号夹爪29 连接,一号电机21、二号电机23、三号电机25和四号电机27通过关节连杆30连接;
20.成品下料机构3的主体结构包括支架31、一号气缸32、滑轨33、伺服电动推杆34、二号气缸35、二号夹爪36、滑道37和料箱38;支架31上设置有一号气缸32和滑轨33,一号气缸32与伺服电动推杆34 连接,伺服电动推杆34与设置在滑轨33上的二号气缸35连接,二号气缸35与二号夹爪36连接,液压机200的出口端设置有滑道37,滑道 37的下方设置有料箱38。
21.本实施例涉及的锚链横档自动上下料装置使用时,将物料输送定位机构1与加热炉100连接,将成品下料机构3与液压机200连接,将物料输送定位机构1、多关节智能机器人2和成品下料机构3分别与控制柜300和电控箱400连接,并在多关节智能机器人2的动作范围外围设护栏500,液压站600为液压机200提供动力;物料从加热炉100输出后,经由电机10驱动的输送链11输送到定位槽12,在此过程中,挡板13进行一次定位,定位槽12进行二次定位;在一号电机21、一号机械臂22、二号电机23、二号机械臂24、三号电机25、三号机械臂26、四号电机27、气缸28、关节连杆30和四号机械臂40的配合下,一号夹爪29将定位槽12中的物料抓取并送至液压机200进行加工;成品输出后,在一号气缸32、滑轨33、伺服电动推杆34和二号气缸35 的配合下,二号夹爪36将成品经由滑道37输送至料箱38,以便进行后续加工,在此过程中,二号夹爪36的上下移动通过二号气缸35完成,二号夹爪36的前后移动通过一号气缸32和伺服电动推杆34完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1