宽幅薄膜切断机构的制作方法
本技术属于薄膜生产加工设备的,具体涉及一种宽幅薄膜切断机构。
背景技术:
1、薄膜加工生产过程中需要利用收卷轴进行收卷,收卷到达一定长度后就进行换卷,换卷前利用薄膜切断机构将薄膜沿横向切断。薄膜切断机构包括有摆动支座、切刀、切刀座、驱动切刀座横向移动的电缸、用于将薄膜撑起的撑膜辊,切刀安装在切刀座上,切刀座安装在电缸上,撑膜辊的延伸方向称为横向,电缸和撑膜辊安装在摆动支座上;还设有用于驱动摆动支座上下摆动的摆动支座驱动机构,撑膜辊和切刀由摆动支座驱动机构驱动而在工作位置和待命位置之间上下摆动。正常收卷状态下,切刀和撑膜辊离开薄膜而处于待命位置;当需要实施切断时,摆动支座驱动机构驱动摆动支座向上摆动,使撑膜辊接触到薄膜并将薄膜撑起而绷紧,切刀也随着摆动支座的向上摆动而来到工作位置,接着电缸驱动切刀座及切刀横向移动,切刀的刀刃将薄膜沿横向切断。
2、现有薄膜切断机构当应用宽幅薄膜(一般是指宽度大于5米左右的薄膜)时,存在以下问题:第一,由于换卷过程需要尽可能在短时间内完成,要求撑膜辊的上下摆动的速度快,因而摆动支座驱动机构一般采用动作迅速的气缸,而不采用动作迟缓的油缸;但另一方面,气缸的力量有限,而撑膜辊的宽度大,因而撑膜辊的直径受到限制(否则撑膜辊的总体重量会使气缸难以承受),只能设计得比较细长,导致撑膜辊刚度不足,容易弯垂,对薄膜支撑效果差,不利于薄膜张紧;第二,换卷过程中不能停机,但换卷时薄膜仍源源不断地从上游输送过来且不停向下游行进,因此换卷过程必须尽快完成,而薄膜宽度大,必须加快切刀的横向移动速度才能尽快完成切削,这就要求切刀具有较强切削能力;但现有技术中,切刀刀刃的朝向平行于横向,而薄膜沿纵向高速运行,朝向为横向的切刀刀刃不利于对纵向高速运行的薄膜形成较强的切削能力;第三、由于薄膜宽度大、撑膜辊细长容易出现弯垂(薄膜与刀刃的各个接触点的竖向位置沿薄膜横向出现较大幅度的起伏)、薄膜张紧程度低,因而薄膜容易由于竖向起伏较大而脱离切刀刀刃,导致切断过程不顺利。
技术实现思路
1、本实用新型的目的在于克服上述缺点而提供一种宽幅薄膜切断机构,它有利于切刀实现快速切削,且确保切削过程顺利。
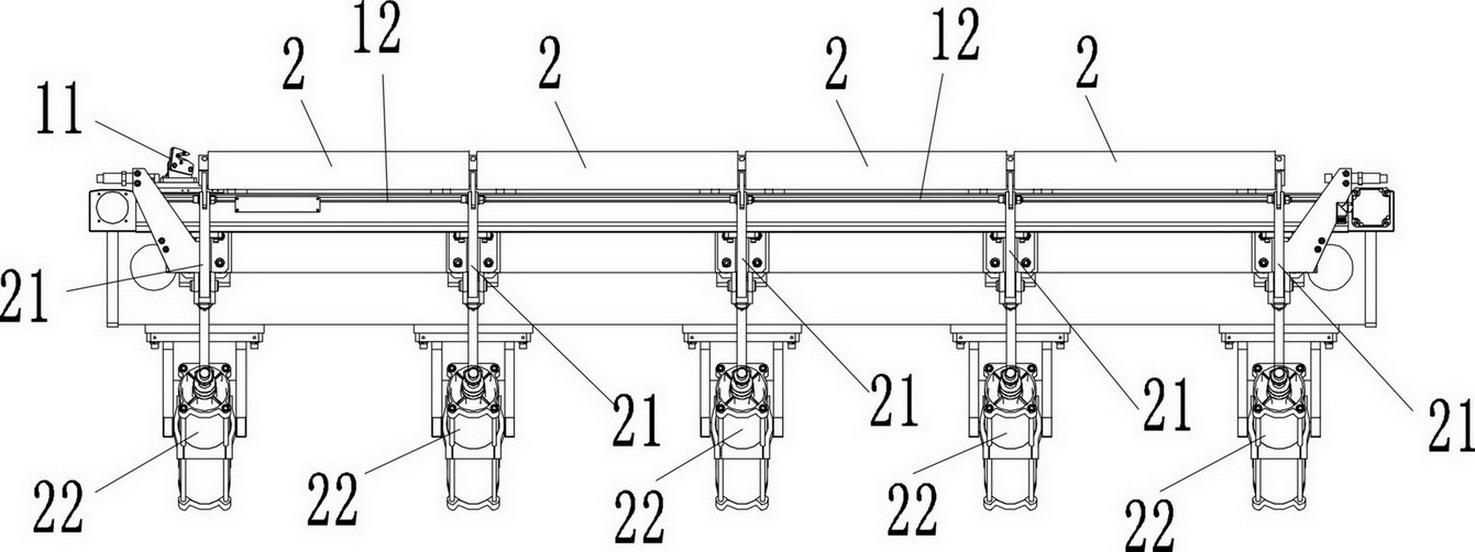
2、其目的可以按以下方案实现:一种宽幅薄膜切断机构,包括有摆动支座、切刀、切刀座、驱动切刀座横向移动的电缸、用于将薄膜撑起的撑膜辊,撑膜辊的延伸方向称为横向,切刀安装在切刀座上,切刀座安装在电缸上,电缸和撑膜辊安装在摆动支座上,还设有用于驱动摆动支座上下摆动的气缸,撑膜辊和切刀由气缸驱动而在工作位置和待命位置之间上下摆动;其主要特点在于,撑膜辊分为3~5段,各段撑膜辊沿横向依次排列布置;所述摆动支座的数量为n+1,其中n为撑膜辊的段数,各摆动支座沿横向依次排列布置,各个摆动支座均与电缸固定连接并支撑在电缸下面;位于最左侧的撑膜辊的左端安装在最左侧的摆动支座上,位于最右侧的撑膜辊的右端安装在最右侧的摆动支座上,每相邻两段撑膜辊的毗邻端共用一个摆动支座;气缸的数量等于摆动支座的数量,每个气缸分别驱动对应的一个摆动支座绕摆动轴上下摆动;各个摆动支座的摆动轴中心轴线位于同一直线上;还设有一根横向延伸的刚性串联杆,各个摆动支座分别与刚性串联杆固定连接在一起。
3、所述切刀座形成有喇叭形叉口,喇叭形叉口的朝向为水平方向,喇叭形叉口的上方为上叉翼,喇叭形叉口的下方为下叉翼,所述切刀安装在喇叭形叉口里面,切刀刀刃向上延伸到上叉翼,切刀刀刃向下延伸到下叉翼;薄膜被切断部位时向下游运行的方向称为薄膜运行方向;当切刀处于工作位置时,切刀刀刃朝向与薄膜运行方向两者形成130°~140°的向量夹角。
4、所谓每相邻两段撑膜辊的毗邻端,是指每相邻两段撑膜辊中,位于左侧的撑膜辊的右端以及右侧的撑膜辊的左端。
5、更好的是, tgθ的绝对值等于v1/ v2,即|tgθ|= v1/ v2,其中,θ为切刀刀刃朝向与薄膜运行方向形成的 夹角值,v1为切刀在电缸带动下实施切削时的横向运动速度的绝对值,v2为薄膜在收卷轴带动下沿薄膜运行方向的移动速度的绝对值。
6、本实用新型具有以下优点和效果:
7、一、将撑膜辊分为3~5段,并利用多个气缸同时驱动摆动支座和撑膜辊上下摆动,这样就可以采用直径较大的撑膜辊,使每段撑膜辊的直径与长度比例合理,这样撑膜辊不会弯垂,薄膜容易绷紧,有利于切刀实现快速切削,且确保切削过程顺利;
8、二、撑膜辊不会弯垂,且相邻撑膜辊段共用同一个摆动支座、各摆动支座在刚性串联杆作用下保持同步摆动,使得薄膜与刀刃接触点的竖向位置沿横向不会出现较大幅度的起伏,加上切刀安装在切刀座的喇叭形叉口里面,切刀刀刃向上延伸到上叉翼,切刀刀刃向下延伸到下叉翼,因而在切削过程中间,薄膜与刀刃的接触点不会离开切刀刀刃,确保切削过程顺利;
9、三、切刀刀刃朝向与薄膜运行方向两者形成130°~140°的向量夹角,这意味着切刀刀刃朝向与薄膜运行方向形成偏斜姿势,且偏斜的方向是与薄膜运行方向形成逆向,这样如果以薄膜为参照物,则切刀的移动速度为纵向速度v3和横向速度v1的合成速度v4,该合成速度v4与切刀刀刃朝向基本相同,切刀刀刃与高速运行的薄膜在某种程度上形成逆流而迎面相撞,有利于增强切刀的切削能力,为切刀沿横向快速移动创造条件,避免由于薄膜宽度大而需要较长的切断时间。
技术特征:
1.一种宽幅薄膜切断机构,包括有摆动支座、切刀、切刀座、驱动切刀座横向移动的电缸、用于将薄膜撑起的撑膜辊,撑膜辊的延伸方向称为横向,切刀安装在切刀座上,切刀座安装在电缸上,电缸和撑膜辊安装在摆动支座上,还设有用于驱动摆动支座上下摆动的气缸,撑膜辊和切刀由气缸驱动而在工作位置和待命位置之间上下摆动;其特征在于,撑膜辊分为3~5段,各段撑膜辊沿横向依次排列布置;所述摆动支座的数量为n+1,其中n为撑膜辊的段数,各摆动支座沿横向依次排列布置,各个摆动支座均与电缸固定连接并支撑在电缸下面;位于最左侧的撑膜辊的左端安装在最左侧的摆动支座上,位于最右侧的撑膜辊的右端安装在最右侧的摆动支座上,每相邻两段撑膜辊的毗邻端共用一个摆动支座;气缸的数量等于摆动支座的数量,每个气缸分别驱动对应的一个摆动支座绕摆动轴上下摆动;各个摆动支座的摆动轴中心轴线位于同一直线上;还设有一根横向延伸的刚性串联杆,各个摆动支座分别与刚性串联杆固定连接在一起。
2.根据权利要求1所述的宽幅薄膜切断机构,其特征在于:所述切刀座形成有喇叭形叉口,喇叭形叉口的朝向为水平方向,喇叭形叉口的上方为上叉翼,喇叭形叉口的下方为下叉翼,所述切刀安装在喇叭形叉口里面,切刀刀刃向上延伸到上叉翼,切刀刀刃向下延伸到下叉翼;当切刀处于工作位置时,切刀刀刃朝向与薄膜运行方向两者形成130°~140°的向量夹角。
3.根据权利要求1所述的宽幅薄膜切断机构,其特征在于: tgθ的绝对值等于v1/ v2,其中,θ为切刀刀刃朝向与薄膜运行方向形成的夹角值,v1为切刀在电缸带动下实施切削时的横向运动速度的绝对值,v2为薄膜在收卷轴带动下沿薄膜运行方向的移动速度的绝对值。
技术总结
一种宽幅薄膜切断机构,包括有摆动支座、切刀、切刀座、驱动切刀座横向移动的电缸、用于将薄膜撑起的撑膜辊,切刀安装在切刀座上,切刀座安装在电缸上,电缸和撑膜辊安装在摆动支座上,还设有用于驱动摆动支座上下摆动的气缸;各个摆动支座均与电缸固定连接并支撑在电缸下面;位于最左侧的撑膜辊的左端安装在最左侧的摆动支座上,位于最右侧的撑膜辊的右端安装在最右侧的摆动支座上,每相邻两段撑膜辊的毗邻端共用一个摆动支座;每个气缸分别驱动对应的一个摆动支座绕摆动轴上下摆动;还设有一根横向延伸的刚性串联杆,各个摆动支座分别与刚性串联杆固定连接在一起。本技术有利于切刀实现快速切削,且确保切削过程顺利。
技术研发人员:陈俊鸿,佘俊江,吴创奕
受保护的技术使用者:广东金明精机股份有限公司
技术研发日:20221104
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!