一种超薄柔性玻璃自动插架机的制作方法
技术涉及手机玻璃生产领域,具体涉及一种超薄柔性玻璃自动插架机。
背景技术:
1、随着科技的发展,折叠屏手机逐渐出现在大众的视野,折叠屏所使用的超薄玻璃的研发和生产也逐步成为各大手机玻璃生产厂商的关注重点,超薄柔性玻璃生产过程包含加硬工序,而现有的加硬工序中,需要将玻璃逐片的插放在一种加硬架中,该加硬架作为辅助载具,是加硬工序中不可缺少的一部分组成,其能使玻璃不重叠,并能完好的使玻璃立于加硬炉中,使玻璃能充分得到加硬。
2、但由于该玻璃为超薄柔性玻璃,人工将产品整齐插到耐高温的加硬架上,并非易事。要知道超薄柔性玻璃的厚度约在0.03mm左右,且具有柔性,故对力度的把控非常重要,因此采用人工手动对超薄柔性玻璃进行插架、拔片等,均容易导致玻璃产生裂纹、划伤、折断等不良,使该工序生产良率低。另外,生产过程中,不仅要考验操作人员的操作手法,还需考虑效率,作业人员的个体差异性。
3、以上种种原因,导致目前加硬工序的效率低下且良率难以得到保证。简言之,对于此类易碎且具有柔性的玻璃,人工手动插架的作业方式并不可取。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种全新的、完全不同于现有技术的超薄柔性玻璃自动插架机,使用所述超薄柔性玻璃自动插架机进行玻璃的插放时,可以大幅减少玻璃插架过程中的人为参与,极大的保证插架的精度、效率及生产良率,不因人的差异性、操作手法的差异性等受影响。
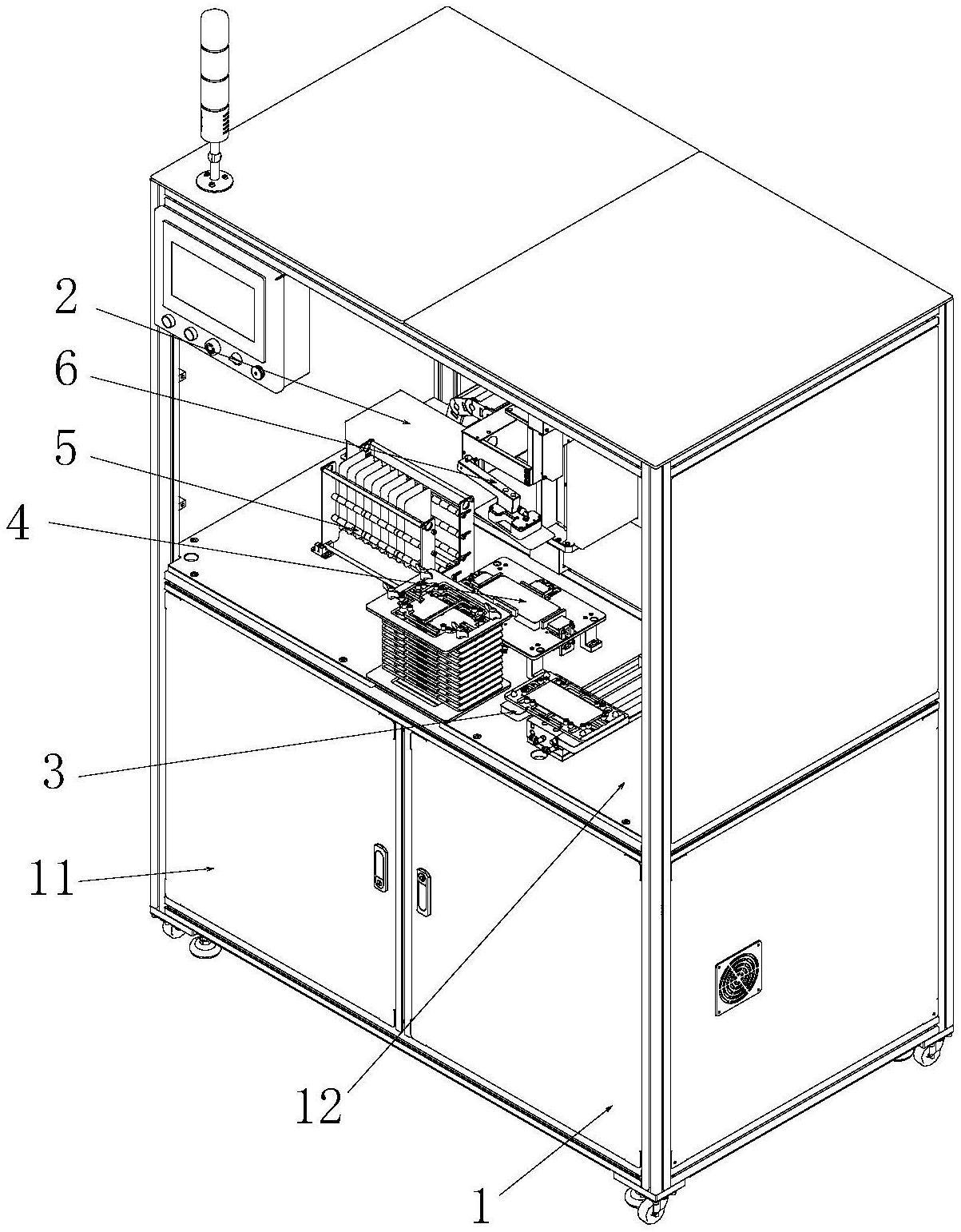
2、为解决上述技术问题,实用新型所采用的技术方案是提供一种超薄柔性玻璃自动插架机,其包括:机架,所述机架具有框架,所述框架上端中部设有工作台面;中转机构,所述中转机构设于所述工作台面,所述中转机构用于容置承载有玻璃的单盘叠架,并将所述单盘叠架从上料位置移送至取料位置;二次定位机构,所述二次定位机构设于所述工作台面,所述二次定位机构用于容置水平姿态的玻璃并对所述玻璃进行定位;插架,所述插架设于所述工作台面,所述插架用于容置竖直姿态的玻璃;移载机械手,所述移载机械手用于玻璃稳定吸附抓取插架活动;移载模组装配体,所述移载模组装配体设于所述工作台面上,所述移载模组装配体连接移载机械手;所述移载模组装配体用于带动所述移载机械手在第一位置、第二位置和第三位置之间移动;所述移载机械手用于吸附水平姿态的所述玻璃并将所述玻璃由水平姿态翻转至竖直姿态;当所述移载机械手移动至所述第一位置且所述单盘叠架移动至所述取料位置时,所述移载机械手位于所述单盘叠架的上方;当所述移载机械手移动至所述第二位置时,所述移载机械手位于所述二次定位机构的上方;当所述移载机械手移动至所述第三位置时,所述移载机械手位于所述插架的上方。
3、通过采用上述技术方案的超薄柔性玻璃自动插架机,在进行玻璃的插接作业时,先将玻璃叠架放置到所述机架所设的工作台面上,接着人工手动将单盘叠架放置到所述中转机构上,中转机构将所述单盘叠架从上料位置移送至取料位置,移载模组装配体带动所述移载机械手移动至所述第一位置,所述移载机械手吸取所述单盘叠架内的玻璃,所述移载模组装配体带动所述移载机械手移动至所述第二位置,所述移载机械手可将单片玻璃放置到所述二次定位机构上,所述二次定位机构对玻璃进行定位来保证后续所述移载机械手与单片玻璃的准确吸取,待定位完成后,所述移载机械手再次吸附玻璃,所述移载模组装配体带动所述移载机械手移动至所述第三位置,所述移载机械手将所述玻璃由水平姿态翻转至竖直姿态,所述移载模组装配体带动所述移载机械手竖直向下移动,从而将玻璃插放于所述插架内,待插放完成后,所述移载机械手释放玻璃,所述移载模组装配体带动所述移载机械手移所述述第一位置,同时,人工手动将下一个单盘叠架放置到所述中转机构上。如此,通过机械自动化的方式完成了玻璃的吸取、定位和插放,从而达到了减少人为参与,极大的保证插架的精度、效率及生产良率,不因人的差异性、操作手法的差异性等受影响。
4、作为本实用新型提供的超薄柔性玻璃自动插架机,所述移载模组装配体包括:x轴向驱动模组;与所述x轴向驱动模组外侧相接的第一移动座;安装于所述第一移动座的z轴向驱动模组;与所述z轴向驱动模组外侧相接的第二移动座;所述x轴向驱动模组用于驱动所述第一移动座左右移动,所述z轴向驱动模组用于驱动所述第二移动座上下移动。
5、作为本实用新型提供的超薄柔性玻璃自动插架机,所述中转机构包括:气缸固定板;安装于所述气缸固定板上侧的无杆气缸;与所述无杆气缸的缸体相接的移载定位底板,所述移载定位底板的四个顶角处分别设有定位柱。当玻璃单盘叠架放置到所述中转机构内部所设的移载定位底板上端时,可在所述移载定位底板四角所设定位柱定位配合下,实现初步定位放置活动,保证后续玻璃真空吸取的准确与稳定。
6、作为本实用新型提供的超薄柔性玻璃自动插架机,所述二次定位机构包括:底板,四个分别连接于所述底板底部的四个顶角处的l型支撑块,安装于所述底板上侧的定位台,所述定位台的长宽尺寸与所述玻璃的长宽尺寸一致;四个分别对应的布置于所述底板的四个侧面的中部的气缸定位组件,每一所述气缸定位组件具有与所述定位台的对应的侧面平行的推块,所述推块用于与所述定位台对应的侧面抵接。
7、作为本实用新型提供的超薄柔性玻璃自动插架机,所述气缸定位组件还包括:推块固定块,与所述推块的背离所述定位台的一侧相接;连接块,与所述推块固定块连接;气缸固定钣金,与所述底板固定连接;气缸,安装于气缸固定钣金底部,所述气缸的伸出轴与所述连接块相接,所述气缸的伸出轴的延伸方向与所述推块的用于抵接所述底板的表面垂直。
8、作为本实用新型提供的超薄柔性玻璃自动插架机,所述气缸定位组件还包括:承接座,安装于所述气缸固定钣金,且所述承接座与所述气缸分别位于所述气缸固定钣金的相对的两侧;导向条,可滑移的嵌设于承接座的上侧,所述导向条的移动方向与所述气缸的伸出轴的延伸方向一致;伸缩弹簧,相对的两端分别挂接于所述连接块和所述底板所述定位台内设计有空心的腔体以及与所述腔体连接的吹气孔。将玻璃放置到所述二次定位机构内部所设的定位台上时,使定位台通过内部空腔吹气配合,实现玻璃悬浮,避免玻璃放置划伤,且配合四边所安装的气缸定位组件,可达到玻璃的稳定定位。另外,所述气缸泄气时,在内部所述伸缩弹簧回拉配合下推块缓慢向玻璃靠近,从而对定位台上的玻璃进行精确定位,且可以有效防止推块因移动速度过快而对玻璃造成损伤。其次,当所述气缸伸缩时,可在所述承接座与所述导向条导向配合下,保证所述气缸进行准确传动活动。
9、作为本实用新型提供的超薄柔性玻璃自动插架机,所述移载机械手包括:固定支架,安装于所述第二移动座;伺服电机,固定于所述固定支架,所述伺服电机的输出轴的延伸方向与所述第二移动座的移动方向垂直;旋转臂,一端连接于所述伺服电机的输出轴;吸盘组件,连接于所述旋转臂的另一端。
10、作为本实用新型提供的超薄柔性玻璃自动插架机,所述吸盘组件包括:吸盘基座,吸盘基座的开设有第一让位孔和多个第二让位孔;真空气路吸板,安装于所述吸盘基座的背离所述旋转臂的一侧,所述吸盘基座的背离所述吸盘基座的表面设有多个第一气孔,所述吸盘基座的朝向所述吸盘基座的表面设有与所述第一让位孔对应的第二气孔,多个所述第一气孔与所述第二气孔连通,所述第二气孔通过穿设于所述第一让位孔的第一接头与外界真空发生器连通;多个无接触吸盘,所述无接触吸盘的数量与所述第二让位孔的数量一致,多个所述无接触吸盘分别穿设于多个所述第二让位孔,所述无接触吸盘的背离所述旋转臂的表面设有喷气孔,所述无接触吸盘的朝向所述旋转臂的表面设有与所述喷气孔连通的进气孔;所述吸盘固定板,相对的两侧分别与所述旋转臂和所述吸盘基座连接,所述吸盘固定板具有第二接头和与所述第二接头连通的多个气流连通孔,多个所述气流连通孔分别一一对应的与多个所述无接触吸盘的进气孔连通;所述第二接头用于与外界的供气装置连通。当要吸取所述中转机构上端的玻璃时,通过将所述第一接头和所述第二接头分别接通真空发生器和供气装置连通,可使所述无接触吸盘与所述吸盘固定板相互配合,实现玻璃的无接触吸附,使玻璃进行悬浮吸取动作,避免玻璃取放过程中被划伤。
11、作为本实用新型提供的超薄柔性玻璃自动插架机,所述无接触吸盘的背离所述旋转臂的表面相对于所述真空气路吸板的背离所述旋转臂的表面更靠近所述吸盘基座。
12、作为本实用新型提供的超薄柔性玻璃自动插架机,所述真空气路吸板的背离所述旋转臂的表面设有多个导流通槽,每一所述导流通槽的相对的两端分别与所述第二让位孔和外界连通。在吸取玻璃时,无接触吸盘的喷气孔喷出气体,气体自吸盘圆盘中心沿圆盘径向外沿导流通槽迅速扩散,形成压强差,使玻璃产品悬浮在空中(其主要利用了伯努利原理:在水流或者气流中,流速快,压力就小;流速慢,压力就大;当玻璃的靠近喷气孔的上表面空气流速大压力小,玻璃下表面空气流速慢压力大时,玻璃就会由于上下表面的压力差被托起,悬浮在空中。
13、实施本实用新型的超薄柔性玻璃自动插架机至少可以达到以下有益效果:通过采用上述技术方案的超薄柔性玻璃自动插架机,在进行玻璃的插接作业时,先将玻璃叠架放置到所述机架所设的工作台面上,接着人工手动将单盘叠架放置到所述中转机构上,中转机构将所述单盘叠架从上料位置移送至取料位置,移载模组装配体带动所述移载机械手移动至所述第一位置,所述移载机械手吸取所述单盘叠架内的玻璃,所述移载模组装配体带动所述移载机械手移动至所述第二位置,所述移载机械手可将单片玻璃放置到所述二次定位机构上,所述二次定位机构对玻璃进行定位来保证后续所述移载机械手与单片玻璃的准确吸取,待定位完成后,所述移载机械手再次吸附玻璃,所述移载模组装配体带动所述移载机械手移动至所述第三位置,所述移载机械手将所述玻璃由水平姿态翻转至竖直姿态,所述移载模组装配体带动所述移载机械手竖直向下移动,从而将玻璃插放于所述插架内,待插放完成后,所述移载机械手释放玻璃,所述移载模组装配体带动所述移载机械手移所述述第一位置,同时,人工手动将下一个单盘叠架放置到所述中转机构上。如此,通过机械自动化的方式完成了玻璃的吸取、定位和插放,从而达到了减少人为参与,极大的保证插架的精度、效率及生产良率,不因人的差异性、操作手法的差异性等受影响。
- 还没有人留言评论。精彩留言会获得点赞!