实现减少空袋喷码损失的全自动包装秤装置的制作方法
1.本实用新型涉及工业设备领域,尤其涉及自动包装领域,具体是指一种实现减少空袋喷码损失的全自动包装秤装置。
背景技术:
2.包装机可以用来包装各种颗粒物料,机器工作效率高,所需能耗少。定量颗粒包装机的工作过程一般为,给料装置打开给料门进行加料,当物料重量达到给料设定值时,停止给料,关闭给料门,完成动态称重过程;此时夹袋装置将包装袋进行夹紧,打开称量斗卸料门,物料进入包装袋中,物料放完后关闭称量斗的卸料门;卸空物料后松开夹袋装置,包装袋自动落下;包装袋落下后进行缝包并输送到下一工位;如此循环往复自动运行,如图4所示。
3.目前全自动包装秤一般在plc控制下进行打包工作。全自动包装秤在plc控制下,存在两个独立的并行的控制线路:一条是控制包装材料供给;一条是控制物料定量计量及下料。正常生产时包装材料的供给速度会大于或等于物料定量计量及下料系统的速度,以保证生产效率,因此会有若干个包装袋提前进行喷码等待物料的灌装。
4.目前控制系统存在的问题是,当生产线进行物料切换或更换规格时,供料系统中最后的物料量无法完成一袋包装量时,但供袋系统依然在喷码、供袋,这就会造成若干个包装袋已经喷码,而采用激光喷码机进行喷码的包装袋就无法再次使用。如果以上问题持续存在,会造成很大的资源浪费,如图5所示,在开袋、灌装工位和抱夹取袋工位会有喷完码的空袋皮。
技术实现要素:
5.本实用新型的目的是克服了上述现有技术的缺点,提供了一种满足工作效率高、速度影响小、适用范围较为广泛的实现减少空袋喷码损失的全自动包装秤装置。
6.为了实现上述目的,本实用新型的实现减少空袋喷码损失的全自动包装秤装置如下:
7.该实现减少空袋喷码损失的全自动包装秤装置,其主要特点是,所述的装置包括电子定量秤、支架、料斗、供袋机,所述的电子定量秤固定安装在支架上,所述的料斗安装在电子定量秤上,所述的供袋机固定安装在支架的前方,灌装位置位于电子定量秤的下方,空袋放在灌装位置中,料斗及电子定量秤将定量的物料装入在灌装位置的空袋中,喷码位置位于供袋机的上面。
8.较佳地,所述的料斗包括进料斗、进料闸门、秤重斗、秤重传感器、放料闸门,所述的进料斗位于秤重斗上方,所述的进料闸门放置在进料斗下方,所述的放料闸门放置在秤重斗下方,所述的秤重传感器安装在秤重斗外侧且与设备机架相连。
9.较佳地,所述的料斗上还包括低料位感应器,安装在进料斗外侧。
10.较佳地,所述的装置还包括料位器,安装在秤上面的料斗的底部。
11.较佳地,所述的装置还包括传送机、滑车、缝包机,所述的传送机与支架相连且安装在支架后方,所述的缝包机与传送机相连且安装在传送机后,所述的滑车与支架相连。
12.较佳地,所述的装置还包括送袋机和翻门缩口,所述的翻门缩口安装在电子定量秤下方,所述的送袋机与翻门缩口相连。
13.较佳地,所述的装置还包括输送机、整形输送机、弯道输送机、真空输送机和封口输送机,所述的输送机与支架固定连接,所述的整形输送机固定连接在支架上,所述的弯道输送机连接在整形输送机上,所述的真空输送机与弯道输送机连接,所述的封口输送机与真空输送机连接。
14.采用了本实用新型的实现减少空袋喷码损失的全自动包装秤装置,在料仓和进料阀门之间安装料位器,满足任意一个定量称重值达到设定的重量值或包材到位传感器给出到位信号时,喷码机才对袋皮进行喷码,保证喷码的袋皮均有米可装。在正常有料的情况下不会影响全自动包装秤的速度,只有在料很少(少量物料)的时候才会对全自动包装秤的速度稍有影响。
附图说明
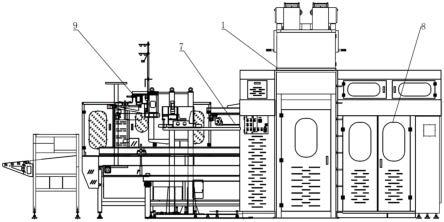
15.图1为本实用新型的实现减少空袋喷码损失的全自动包装秤装置的正视图。
16.图2为本实用新型的实现减少空袋喷码损失的全自动包装秤装置的侧视图。
17.图3为本实用新型的实现减少空袋喷码损失的全自动包装秤装置的俯视图。
18.图4为全自动包装秤装置的电子定量秤工作流程示意图。
19.图5为全自动包装秤产生空袋喷码损失的示意图。
20.图6为本实用新型的实现减少空袋喷码损失的全自动包装秤装置的秤重传感器参与控制时有料的工作示意图。
21.图7为本实用新型的实现减少空袋喷码损失的全自动包装秤装置的低料位感应器无料时的工作状态示意图。
22.图8为现有技术的plc控制下的打包秤的工作流程示意图。
23.图9为本实用新型的改进后的plc控制下的打包秤的工作流程示意图。
24.图10为本实用新型的实现减少空袋喷码损失的全自动包装秤装置的立体图。
25.附图标记:
[0026]1ꢀꢀꢀꢀ
电子定量秤
[0027]2ꢀꢀꢀꢀ
支架
[0028]3ꢀꢀꢀꢀ
料斗
[0029]4ꢀꢀꢀꢀ
供袋机
[0030]5ꢀꢀꢀꢀ
送袋机
[0031]6ꢀꢀꢀꢀ
翻门缩口
[0032]7ꢀꢀꢀꢀ
传送机
[0033]8ꢀꢀꢀꢀ
滑车
[0034]9ꢀꢀꢀꢀ
缝包机
[0035]
10
ꢀꢀꢀ
输送机
[0036]
11
ꢀꢀꢀ
整形输送机
[0037]
12
ꢀꢀꢀ
弯道输送机
[0038]
13
ꢀꢀꢀ
真空输送机
[0039]
14
ꢀꢀꢀ
封口输送机
[0040]
21
ꢀꢀꢀ
进料斗
[0041]
22
ꢀꢀꢀ
进料闸门
[0042]
23
ꢀꢀꢀ
秤重斗
[0043]
24
ꢀꢀꢀ
秤重传感器
[0044]
25
ꢀꢀꢀ
放料闸门
[0045]
26
ꢀꢀꢀ
低料位感应器
[0046]
27
ꢀꢀꢀ
料位器
具体实施方式
[0047]
为了能够更清楚地描述本实用新型的技术内容,下面结合具体实施例来进行进一步的描述。
[0048]
本实用新型的该实现减少空袋喷码损失的全自动包装秤装置,其中包括电子定量秤1、支架2、料斗3、供袋机4,所述的电子定量秤1固定安装在支架2上,所述的料斗3安装在电子定量秤1上,所述的供袋机4固定安装在支架2的前方,灌装位置位于电子定量秤1的下方,空袋放在灌装位置中,料斗3及电子定量秤1将定量的物料装入在灌装位置的空袋中,喷码位置位于供袋机4的上面。
[0049]
作为本实用新型的优选实施方式,所述的全自动包装秤的料斗3包括进料斗21、进料闸门22、秤重斗23、秤重传感器24、放料闸门25,所述的进料斗21位于秤重斗23上方,所述的进料闸门22放置在进料斗21下方,所述的放料闸门25放置在秤重斗23下方,所述的秤重传感器24安装在秤重斗23上,且秤重传感器24与设备机架相连。
[0050]
作为本实用新型的优选实施方式,所述的料斗3上还包括低料位感应器26,安装在进料斗21外侧。
[0051]
作为本实用新型的优选实施方式,所述的装置还包括料位器27,安装在秤上面的料斗3的底部。
[0052]
作为本实用新型的优选实施方式,所述的装置还包括传送机7、滑车8、缝包机9,所述的传送机7与支架2相连且安装在支架2后方,所述的缝包机9与传送机7相连且安装在传送机7后,所述的滑车8与支架2相连,把空袋和灌装好的米包进行定距离输送使用。
[0053]
作为本实用新型的优选实施方式,所述的装置还包括送袋机5和翻门缩口6,所述的翻门缩口6安装在电子定量秤1下方,所述的送袋机5与翻门缩口6相连。
[0054]
作为本实用新型的优选实施方式,所述的装置还包括输送机10、整形输送机11、弯道输送机12、真空输送机13和封口输送机14,所述的输送机10与支架2固定连接,所述的整形输送机11固定连接在支架2上,所述的弯道输送机12连接在整形输送机11上,所述的真空输送机13与弯道输送机12连接,所述的封口输送机14与真空输送机13连接。
[0055]
本实用新型的具体实施方式中,公开了一种实现减少空袋喷码损失的全自动包装秤装置,包括以下结构:电子定量秤1、支架2、料斗3、供袋机4、送袋机5、翻门缩口6、传送机7、滑车8、缝包机9、3.2m输送机10、整形输送机11、弯道输送机12、真空输送机13、封口输送
机14。所述的电子定量秤用于定量计量所需的物料重量,料斗3可增加料位器27,在灌装位置把定量的物料装入空袋中。
[0056]
本技术方案的电子定量秤原理如下:
[0057]
通常喷码在是在包装袋皮没有灌装物料前进行的。主要是保证喷码位置满足在指定区域,同时平整的空袋皮喷码后,立即进行视频检测,会减少视频检测识别的难度。
[0058]
采用秤重传感器24参与控制,重量达不到设计值时,不会进行喷码,影响灌装的速度。因为在喷码工位后,还有抱夹取袋工位和开袋、灌装工位,喷完码后,空包装袋到秤下要一段时间,这段时间物料在秤重斗23内已计量好,只能等待空包材的到位(开袋)后,才能灌装。因此这样的工作方式会影响整体的工作效率。
[0059]
采用料位器27参与控制时,有料时的工作状态,与正常工作状态相同,不影响灌装的速度;无料时的工作状态,采用秤重传感器24参与控制,重量达不到设计值时,不会进行喷码,影响灌装的速度,但这时进料斗21的内剩下的物料已经不多,对整体连续加工的整体速度影响很小。
[0060]
目前全自动包装秤的plc控制下打包秤的工作流程,如图1所示。全自动动包装秤在plc控制下,存在两个独立的并行的控制线路。一条是控制包装材料供给;一条是控制物料定量计量及下料。
[0061]
控制包装材料的供给的程序:空包材逐一的从袋库中取出,经过供给、定位后,在抓手取空袋机构的定点位置停下,并触发到位传感器。根据到位传感器的信号,喷码机根据设定值对包装袋喷码。然后通过:抓手取空袋——包装袋开袋——在翻门缩口处与物料进行物料灌装。
[0062]
控制物料定量计量及下料的程序:料仓内的物料通过自重溜到计量秤的进料阀门,当定量称重斗未达到设计定重量值时,进料阀门打开,而放料阀门关闭。当定量称重斗达到设计定重量值时,进料阀门关闭,计量稳定后,放料阀门打开,把定量的物料放入缓冲斗中,缓冲斗通过翻门缩口机构的打开把定量的物料放入空的包装袋内,从而完成灌装。
[0063]
正常生产时包装材料的供给速度会大于或等于物料定量计量及下料系统的速度,以保证生产效率。因此在喷码后与翻门缩口已喷码的空袋皮有2个在抓手取空袋、包装袋开袋等待接收物料。
[0064]
目前控制系统存在的问题:当生产线进行物料切换或更换规格时,供料系统中最后的物料量无法完成一袋包装量时,但供袋系统依然在喷码、供袋,这就会造成3个包装袋已经喷码。而采用激光喷码机进行喷码的包装袋就无法再次使用,只能浪费。
[0065]
为了降本增效,减少浪费,采用供料系统与供袋系统联锁控制的方式来减少切换时对空袋皮喷码的浪费。具体方式如下流程所示:
[0066]
在料仓和进料阀门之间安装料位器27,当物料低于该料位器27时,料位器27会提供一个信号给电电子定量秤的plc控制系统。电子定量秤的控制包装材料的供给的程序,在喷码机喷码之前,必需满足两个条件和:
[0067]
1、定量称重值达到设定的重量值;
[0068]
2、(包材)到位传感器给出到位信号。
[0069]
当同时满足这两个条件时,喷码机才对袋皮进行喷码,保证喷码的袋皮均有米可装。当有一个条件不满足时,喷码机暂停工作,控制包装材料的供给的后序程序等待此工作
完成后再继续开始。
[0070]
当料位器27有物料信号时,电子定量秤的控制包装材料的供给的程序,在喷码机喷码之前,只需要到位传感器给出到位信号。即可正常工作。
[0071]
本实用新型的优点和积极成果在于:
[0072]
以武汉某米厂为例有12台塑包秤(6台900z,6台900e),每个袋皮价格在0.8元,每天切换次平均有6次,每次每台900z浪费3条;900e浪费2条,则每天会有6
×6×
(3+2)
×
0.8=144元/天。假设米厂集团目前共有96台900z;66台900e塑包秤,按武汉的数据推算,生产塑包时会节约96
×6×3×
0.8+66
×6×2×
0.8=2016元/天,每年以90天生产塑包计,则每年可节约袋皮226800条,价值18.144万元。起到发很好的降本增效,节约材料的作用。
[0073]
采用此方案,在正常有料的情况下不会影响全自动包装秤的速度,只有在少量物料的时候才会对全自动包装秤的速度稍有影响。
[0074]
本实施例的具体实现方案可以参见上述实施例中的相关说明,此处不再赘述。
[0075]
可以理解的是,上述各实施例中相同或相似部分可以相互参考,在一些实施例中未详细说明的内容可以参见其他实施例中相同或相似的内容。
[0076]
需要说明的是,在本实用新型的描述中,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。此外,在本实用新型的描述中,除非另有说明,“多个”的含义是指至少两个。
[0077]
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本实用新型的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0078]
采用了本实用新型的实现减少空袋喷码损失的全自动包装秤装置,在料仓和进料阀门之间安装料位器,满足任意一个定量称重值达到设定的重量值或包材到位传感器给出到位信号时,喷码机才对袋皮进行喷码,保证喷码的袋皮均有米可装。在正常有料的情况下不会影响全自动包装秤的速度,只有在料很少(少量物料)的时候才会对全自动包装秤的速度稍有影响。
[0079]
在此说明书中,本实用新型已参照其特定的实施例作了描述。但是,很显然仍可以作出各种修改和变换而不背离本实用新型的精神和范围。因此,说明书和附图应被认为是说明性的而非限制性的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1