高速包装机的包装袋加工输送机构的制作方法
本技术涉及一种高速包装机的包装袋加工输送设备,更具体地说涉及一种能够根据实际情况对薄膜进行纠偏的高速包装机的包装袋加工输送机构。
背景技术:
1、随着社会的发展,经济的进步,人们生活水平的不断提高,人们的生活节奏也越来越快。为了节省用餐时间,很多人会选择方便面或自热饭盒等快餐类食品,它们携带方便,使用简单、快捷,极大地满足了人们生活快捷方式的需要。在添加快餐食品配送的酱料包等液体调料包、固体物料(粉料、脱水蔬菜等)进行调配后,这些快餐类食品会更加美味。
2、传统的包装机为半自动包装机,并且包装机一般采用已经制作好的包装袋进行充填包装,因此,包装机存在技术水平低、包装成本高、劳动强度大、生产效率低等缺点。
3、专利文献号为cn102874423b,名称为“高速全自动包装机”的包装机,该包装机包括机架和分别设在机架上的放膜装置、包装袋成型装置、纵封装置、充填装置、封口装置、剪切装置、送袋装置和成品输出装置;放膜装置、包装袋成型装置、纵封装置、封口装置、送袋装置和成品输出装置沿着包装材料的输送方向依次设置,上述充填装置位于纵封装置的上方,上述成品输出装置位于送袋装置的下方。该包装机能够将包装膜制作成为包装袋、并对包装袋进行物料(可以是固态颗粒物料、液体物料)充填包装,实现了高速全自动包装,降低了包装成本和劳动强度、提高了生产效率。
4、但是,申请人发现,上述包装机的充填装置,适用于固态颗粒物料、流动性好的液体,但是难以用于比较粘稠、流动性较差的液体物料的包装,因此适应性较差,需要对其改进,使其能用于所有液体物料包装。此外,需要对包装机的结构进行优化,减少部件数量,因为过多部件会产生各种问题,如零部件损坏导致需要经常维修更换,同一机构零部件之间的配合问题,不同机构的配合问题。
5、为了解决传统技术工作效率低的问题,申请人对传统技术进行了改进,并申请了专利,专利申请号为202011482577.2,名称为“卧式泵阀高速液体包装机”,该卧式泵阀高速液体包装机包括机架和分别安装在机架上并且沿着包装材料的输送方向依次设置的放膜装置、包装袋成型装置、纵封装置、充填装置、封口装置,所述充填装置包括充填机构,充填机构包括至少一个充填单元、可转动储料盘、物料定量输出机构,物料定量输出机构包括至少一个物料定量输出装置,物料定量输出装置包括安装座、至少一个水平物料定量输出单元,水平物料定量输出单元包括抽送泵、三通阀、三通阀连通状态转换机构,三通阀具有上出口、外出口、下出口,上出口朝向上方并连通可转动储料盘,外出口连通抽送泵的出料口,下出口通过物料输出管连接充填单元,三通阀连通状态转换机构安装在安装座上并控制三通阀的阀芯转动、转换连通状态。由于对充填装置进行了改进,因此能够自动完成液体物料包装,由于采用三通阀连通状态转换机构与通断控制槽配合,采用定量抽料控制装置、定量送料控制装置与被控滚轮配合实现液体物料的抽取、送出,充分利用了旋转架的动力取代大量动力驱动装置,结构更加合理,零部件数量大幅减少,大大降低了制造成本和生产成本。
6、上述卧式泵阀高速液体包装机的放膜装置采用的是申请人在先申请并已授权的公告号为cn 214527111 u,名称为“高速包装机的全自动接膜装置”的全自动接膜装置。
7、但是,申请人发现,上述高速包装机,如果需要进一步提高工作效率,就必须提高包装袋加工输送机构输送薄膜以及加工的包装袋的速度、输送的精度并且要根据实际情况对薄膜进行纠偏,否则薄膜、包装袋输送的速度和精度就会限制整机的工作效率,但是上述放膜装置无法根据实际情况对薄膜进行纠偏,需要进行改进。
技术实现思路
1、本实用新型的目的,是提供一种高速包装机的包装袋加工输送机构,这种高速包装机的包装袋加工输送机构能够根据实际情况对薄膜进行纠偏。采用的技术方案如下:
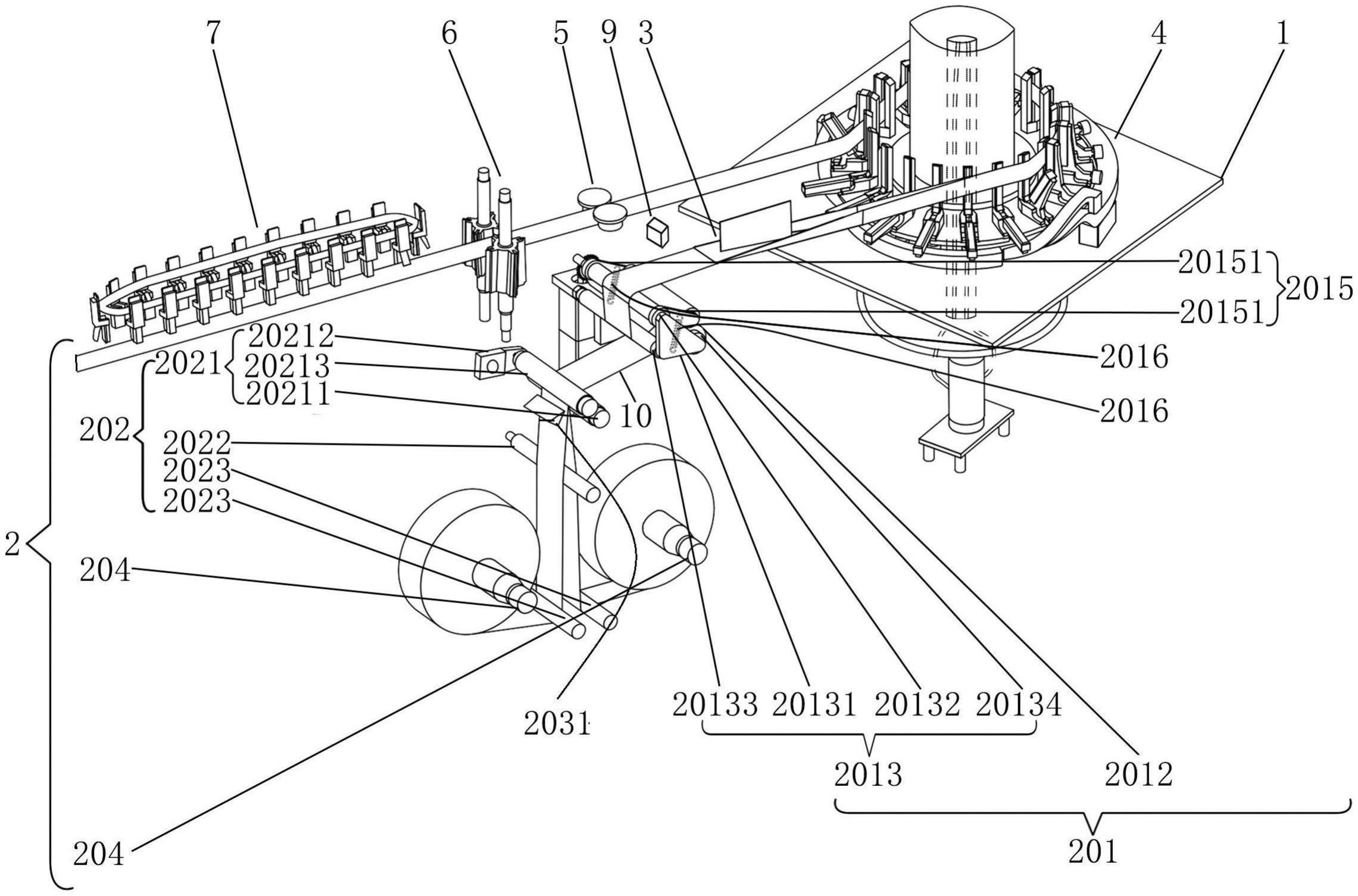
2、一种高速包装机的包装袋加工输送机构,包括机架和分别安装在机架上并且沿着包装材料的输送方向依次设置的放膜装置、包装袋成型装置、纵封装置、封口装置、剪切装置、送袋装置,所述放膜装置包括接膜区域薄膜导向机构、接膜机构和两根气胀轴,接膜区域薄膜导向机构、接膜机构、两根气胀轴分别安装在机架上,其特征在于:所述放膜装置还包括自动纠偏机构,自动纠偏机构包括伺服电机、纠偏辊、纠偏辊安装架、上压辊、上压辊安装架、两个可摆动杆限制装置,纠偏辊安装架包括前侧壁板、第一导辊、第二导辊、可转动轴,第一导辊、第二导辊、可转动轴后端分别可转动地安装在机架上,第一导辊、第二导辊、可转动轴前端分别可转动地安装在前侧壁板上,纠偏辊安装在可转动轴上,伺服电机安装在机架上并且伺服电机的输出轴连接可转动轴,上压辊安装架包括两根可摆动杆,两根可摆动杆后端分别安装在第一导辊上,上压辊两端分别可转动地安装在两根可摆动杆前端,一个可摆动杆限制装置两端分别连接一根可摆动杆中部、前侧壁板,另一个可摆动杆限制装置两端分别连接另一根可摆动杆中部、机架,两个可摆动杆限制装置迫使上压辊向下运动并与纠偏辊滚动接触。
3、一种方案,所述可摆动杆限制装置为弹簧。
4、另一种方案,所述可摆动杆限制装置为气缸,两个气缸分别安装在两根可摆动杆中部,两个气缸的活塞轴分别连接前侧壁板、机架。
5、较优的方案,所述第一导辊、第二导辊、可转动轴呈三角形排列。
6、较优的方案,所述接膜机构包括被驱动单元驱动的两个接膜单元,两个接膜单元分别安装在机架上,在驱动单元的驱动下两个接膜单元运动并且其中一个接膜单元完成接膜。
7、较优的方案,所述接膜区域薄膜导向机构包括夹膜调节单元、第一导向辊和两根第二导向辊,夹膜调节单元、第一导向辊、两根第二导向辊从上往下依次安装在机架上,夹膜调节单元位于接膜机构的上方,第一导向辊位于机架的中部,两根第二导向辊分别位于机架的底端。
8、更优的方案,所述夹膜调节单元包括夹辊、摆臂、可调节自重压辊,夹辊可转动地安装在机架上,摆臂后端可转动地安装在机架上,可调节自重压辊安装在摆臂前端,可调节自重压辊与夹辊滚动接触。利用可调节自重压辊的自重与夹辊配合,实现两个膜卷的薄膜连接部的连接,与传统采用胶辊表面的胶或弹簧的弹力实现双面胶压紧以达到两个膜卷的薄膜连接部连接的方法相比,更节省部件和成本。
9、较优的方案,所述包装袋加工输送机构包括plc控制装置,plc控制装置分别与放膜装置、包装袋成型装置、纵封装置、封口装置、剪切装置、送袋装置电连接。
10、更优的方案,所述包装袋加工输送机构还包括色标检测装置,色标检测装置安装在机架上并与plc控制装置电连接,色标检测装置检测薄膜上的色标并发出色标检测信号,plc控制装置接收色标检测信号,处理后发出控制信号控制放膜装置的伺服电机工作。
11、本实用新型对照现有技术的有益效果是,由于设有自动纠偏机构,因此能够根据实际情况对薄膜进行纠偏,让薄膜输送非常精确,保证薄膜输送的误差不会累积导致包装袋上的图文产生较大的偏移,因此有效地降低了废品率。
技术特征:
1.一种高速包装机的包装袋加工输送机构,包括机架和分别安装在机架上并且沿着包装材料的输送方向依次设置的放膜装置、包装袋成型装置、纵封装置、封口装置、剪切装置、送袋装置,所述放膜装置包括接膜区域薄膜导向机构、接膜机构和两根气胀轴,接膜区域薄膜导向机构、接膜机构、两根气胀轴分别安装在机架上,其特征在于:所述放膜装置还包括自动纠偏机构,自动纠偏机构包括伺服电机、纠偏辊、纠偏辊安装架、上压辊、上压辊安装架、两个可摆动杆限制装置,纠偏辊安装架包括前侧壁板、第一导辊、第二导辊、可转动轴,第一导辊、第二导辊、可转动轴后端分别可转动地安装在机架上,第一导辊、第二导辊、可转动轴前端分别可转动地安装在前侧壁板上,纠偏辊安装在可转动轴上,伺服电机安装在机架上并且伺服电机的输出轴连接可转动轴,上压辊安装架包括两根可摆动杆,两根可摆动杆后端分别安装在第一导辊上,上压辊两端分别可转动地安装在两根可摆动杆前端,一个可摆动杆限制装置两端分别连接一根可摆动杆中部、前侧壁板,另一个可摆动杆限制装置两端分别连接另一根可摆动杆中部、机架,两个可摆动杆限制装置迫使上压辊向下运动并与纠偏辊滚动接触。
2.如权利要求1所述的高速包装机的包装袋加工输送机构,其特征在于:所述可摆动杆限制装置为弹簧。
3.如权利要求1所述的高速包装机的包装袋加工输送机构,其特征在于:所述可摆动杆限制装置为气缸,两个气缸分别安装在两根可摆动杆中部,两个气缸的活塞轴分别连接前侧壁板、机架。
4.如权利要求1所述的高速包装机的包装袋加工输送机构,其特征在于:所述第一导辊、第二导辊、可转动轴呈三角形排列。
5.如权利要求1所述的高速包装机的包装袋加工输送机构,其特征在于:所述接膜机构包括被驱动单元驱动的两个接膜单元,两个接膜单元分别安装在机架上,在驱动单元的驱动下两个接膜单元运动并且其中一个接膜单元完成接膜。
6.如权利要求5所述的高速包装机的包装袋加工输送机构,其特征在于:所述接膜区域薄膜导向机构包括夹膜调节单元、第一导向辊和两根第二导向辊,夹膜调节单元、第一导向辊、两根第二导向辊从上往下依次安装在机架上,夹膜调节单元位于接膜机构的上方,第一导向辊位于机架的中部,两根第二导向辊分别位于机架的底端。
7.如权利要求6所述的高速包装机的包装袋加工输送机构,其特征在于:所述夹膜调节单元包括夹辊、摆臂、可调节自重压辊,夹辊可转动地安装在机架上,摆臂后端可转动地安装在机架上,可调节自重压辊安装在摆臂前端,可调节自重压辊与夹辊滚动接触。
8.如权利要求1-7中任意一项所述的高速包装机的包装袋加工输送机构,其特征在于:所述包装袋加工输送机构包括plc控制装置,plc控制装置分别与放膜装置、包装袋成型装置、纵封装置、封口装置、剪切装置、送袋装置电连接。
9.如权利要求8所述的高速包装机的包装袋加工输送机构,其特征在于:所述包装袋加工输送机构还包括色标检测装置,色标检测装置安装在机架上并与plc控制装置电连接,色标检测装置检测薄膜上的色标并发出色标检测信号,plc控制装置接收色标检测信号,处理后发出控制信号控制放膜装置的伺服电机工作。
技术总结
一种高速包装机的包装袋加工输送机构,包括机架和分别安装在机架上并且沿着包装材料的输送方向依次设置的放膜装置、包装袋成型装置、纵封装置、封口装置、剪切装置、送袋装置,所述放膜装置包括接膜区域薄膜导向机构、接膜机构和两根气胀轴,接膜区域薄膜导向机构、接膜机构、两根气胀轴分别安装在机架上,所述放膜装置还包括自动纠偏机构,自动纠偏机构包括伺服电机、纠偏辊、纠偏辊安装架、上压辊、上压辊安装架、两个可摆动杆限制装置。本技术的有益效果是,由于设有自动纠偏机构,因此能够根据实际情况对薄膜进行纠偏,让薄膜输送非常精确,保证薄膜输送的误差不会累积导致包装袋上的图文产生较大的偏移,因此有效地降低了废品率。
技术研发人员:蔡坤宏
受保护的技术使用者:协养堂大健康科技(广东)股份有限公司
技术研发日:20221123
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!