弹簧上料装置的制作方法
本技术涉及弹簧装配领域,特别是涉及弹簧上料装置。
背景技术:
1、在一些产品的生产过程中,需要在产品上放置多个弹簧,例如10个或20个。这时就需要使用弹簧上料机构。传统的弹簧上料机构包括弹簧夹持机械手、振动盘、连接在振动盘出料口上的出料导轨、与出料导轨接通的圆管和将圆管末端最后一个弹簧输送至弹簧夹持机械手正下方的弹簧移送定位组件。这种传统的弹簧上料机构需要通过弹簧夹持机械手一个一个将弹簧拾取然后放置到产品上,产品放置到产品上后,机械手还需要从产品工位运行到弹簧分料工位,整个作业效率较低,对于一个产品上需要安装多个弹簧的情况,这种上料方式效率显得尤为低下。
2、例如,中国专利202221101837.1公开了一种电磁阀组装的弹簧上料机构,该机构就存在上述技术问题。
技术实现思路
1、基于此,有必要针对传统上料机构效率低的问题,提供一种弹簧上料装置。
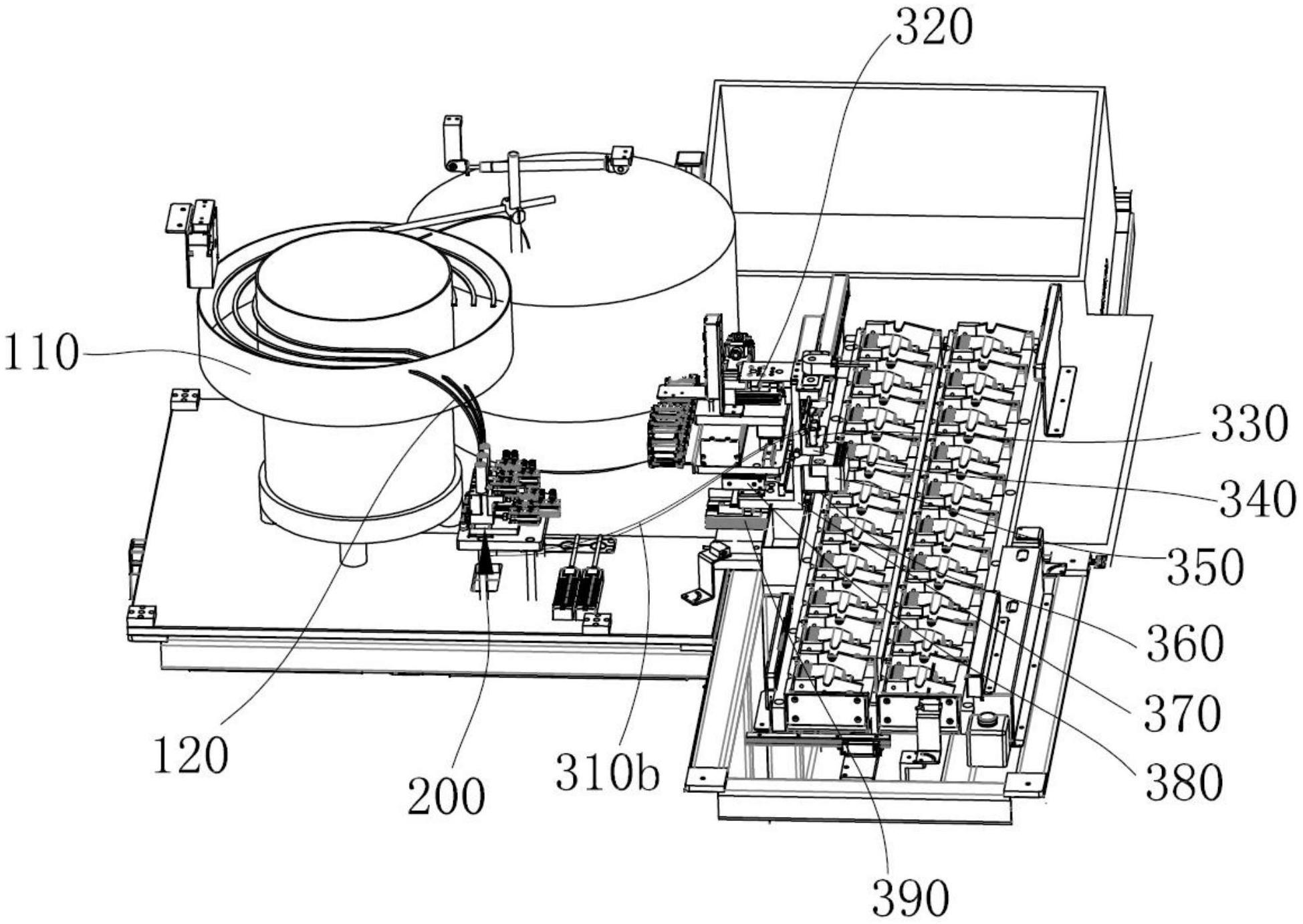
2、一种弹簧上料装置,包括震动盘上料机构和引导轨道和分料组件,所述分料组件包括弹簧收容管、第一阻挡块、第一气缸、第二阻挡块、第二气缸以及分料块,所述分料块上设置有收容腔,所述收容腔内设置有所述弹簧收容管,弹簧收容管的上部设置有第一通孔,第一阻挡块位于第一通孔内,第一阻挡块与第一气缸相连,分料块内设置有允许一个弹簧下降的竖直方向布置的下料通道,下料通道位于弹簧收容管下方且与弹簧收容管连通,下料通道内设置有横向通道,横向通道内设置有第二阻挡块,第二阻挡块与第二气缸相连,下料通道的底部的一侧设置有吹气通道,吹气通道的端部安装有吹气组件,下料通道的底端通过输送管组件与上料管相连,上料管安装在支撑板上,支撑板安装在移动组件上,所述支撑板下方设置有排料块,排料块上设置有多个弹簧收容通孔,排料块下方设置有阻挡板,阻挡板用于将各个弹簧收容通孔阻挡,阻挡板与第三气缸相连。
3、本申请通过分料组件可将弹簧通过气体吹至上料管,从分料组件到上料管之间是通过气体和输送管组件来输送,不需要机械手长距离来回往复输送弹簧。因此可节省弹簧输送时间。弹簧从上料管出来后可进入下方的排料块上的弹簧收容通孔内。通过上料管的移动,可向各个弹簧收容孔内输送弹簧。当各个弹簧收容孔内都有弹簧后,可将阻挡板收回,这样,各个弹簧收容孔内的弹簧可下落到产品对应的位置。这样可一次将多个弹簧供给对应的产品。整个供料过程快捷方便。
4、在其中一个实施例中,所述移动组件为二维移动组件。
5、在其中一个实施例中,所述排料块的一端连接有支架,所述第三气缸安装在支架上,所述支架安装在第四气缸上。
6、在其中一个实施例中,所述第一阻挡块为圆柱形状,所述第二阻挡块为长条形状。
7、在其中一个实施例中,所述分料块的上端设置有用于安装第一气缸的安装槽,所述分料块的下端设置有用于安装第二气缸的安装槽。
8、在其中一个实施例中,所述输送管组件包括竖直设置的输送管以及与输送管相连的软管。
9、在其中一个实施例中,所述下料通道的上部的一侧设置有传感器检测通道,所述传感器检测通道安装有传感器,所述横向通道位于传感器检测通道和吹气通道之间。
10、在其中一个实施例中,所述引导轨道为多个,所述分料组件为多个,各个引导轨道与各个分料组件一一对应,所述支撑板上的上料管的数量为多个,各个分料组件与各个上料管一一对应。
技术特征:
1.一种弹簧上料装置,包括震动盘上料机构和引导轨道,其特征在于,还包括分料组件,所述分料组件包括弹簧收容管、第一阻挡块、第一气缸、第二阻挡块、第二气缸以及分料块,
2.根据权利要求1所述的弹簧上料装置,其特征在于,所述排料块的一端连接有支架,所述第三气缸安装在支架上,所述支架安装在第四气缸上。
3.根据权利要求1所述的弹簧上料装置,其特征在于,所述第一阻挡块为圆柱形状,所述第二阻挡块为长条形状。
4.根据权利要求1所述的弹簧上料装置,其特征在于,所述分料块的上端设置有用于安装第一气缸的安装槽,所述分料块的下端设置有用于安装第二气缸的安装槽。
5.根据权利要求1所述的弹簧上料装置,其特征在于,所述输送管组件包括竖直设置的输送管以及与输送管相连的软管。
6.根据权利要求1所述的弹簧上料装置,其特征在于,所述下料通道的上部的一侧设置有传感器检测通道,所述传感器检测通道安装有传感器,所述横向通道位于传感器检测通道和吹气通道之间。
7.根据权利要求1所述的弹簧上料装置,其特征在于,所述引导轨道为多个,所述分料组件为多个,各个引导轨道与各个分料组件一一对应,所述支撑板上的上料管的数量为多个,各个分料组件与各个上料管一一对应。
8.根据权利要求1所述的弹簧上料装置,其特征在于,所述移动组件为二维移动组件。
技术总结
本技术涉及一种弹簧上料装置,该装置包括分料块,分料块上设置有收容腔,收容腔内设置有弹簧收容管,弹簧收容管的上部设置有第一通孔,第一阻挡块位于第一通孔内,分料块内设置有允许一个弹簧下降的竖直方向布置的下料通道,下料通道位于弹簧收容管下方且与弹簧收容管连通,下料通道内设置有横向通道,横向通道内设置有第二阻挡块,下料通道的底部的一侧设置有吹气通道,吹气通道的端部安装有吹气组件,下料通道的底端通过输送管组件与上料管相连,上料管安装在支撑板上,支撑板安装在移动组件上,支撑板下方设置有排料块,排料块上设置有多个弹簧收容通孔,排料块下方设置有阻挡板。本申请的装置有利于提高生产效率。
技术研发人员:张通,朱金猛
受保护的技术使用者:苏州铭美自动化科技有限公司
技术研发日:20221128
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!