卷料立体储存系统的制作方法
1.本实用新型涉及仓储技术领域,尤其涉及一种卷料立体储存系统。
背景技术:
2.目前,为提高空间利用率,纸卷、布卷、膜卷等卷状物料通常采用立体库进行储存。卷料包括未使用的原卷和原卷使用后剩余的残卷,以造纸及包装领域为例,纸卷包括原纸卷和残卷,原纸卷即用于进一步加工制成各种纸的原始纸卷,在加工的过程中按照订单加工,受订单多少的影响,往往不会将整个原纸卷消耗完全,会产生原纸卷剩余,形成残卷。
3.原卷和残卷在立体库中存取时,大多数采用人工驾驶叉车进行操作,少部分采用输送线与立体库结合的方式进行。但现有输送线与立体库结合的方式中,存在残卷回库受限、分配货位灵活度低的问题。
技术实现要素:
4.本实用新型实施例提供了一种卷料立体储存系统,用于解决现有原卷和残卷在立体库中存取时,残卷回库受限、分配货位灵活度低的技术问题。
5.为实现上述目的,本实用新型提供一种卷料立体储存系统,该卷料立体储存系统包括:
6.立体库,包括多组并排布置的立体储存单元,每组立体储存单元包括两排间隔设置的货架,每组立体储存单元的两排货架之间形成巷道;
7.多个堆垛机,一一对应设置在多组立体储存单元的巷道内,堆垛机用于在货架上存取卷料;
8.移动式转运装置,设置于所有巷道的同一端,移动式转运装置包括垂直于巷道的长度方向设置的轨道以及设置于轨道上并能够沿轨道的长度方向移动的移动输送机,在移动输送机沿轨道的长度方向移动的过程中,移动输送机能够与不同巷道内的堆垛机分别对接;以及
9.设置于轨道一侧的原卷入库输送线、残卷回库输送线以及出库输送线,在移动输送机沿轨道的长度方向移动的过程中,移动输送机能够与原卷入库输送线、残卷回库输送线和出库输送线分别对接。
10.可选地,移动输送机包括:
11.移动座;
12.行走机构,设置于移动座上,行走机构用于带动移动座沿轨道的长度方向运动;以及
13.输送机构,设置于移动座上,输送机构的输送方向垂直于轨道的长度方向。
14.可选地,移动输送机设置有至少两个。
15.可选地,原卷入库输送线、残卷回库输送线和出库输送线的输送方向均垂直于轨道的长度方向。
16.可选地,原卷入库输送线包括沿物料输送方向依次设置的上料装置、标签扫描装置、信息复核装置以及rfid扫描装置。
17.可选地,残卷回库输送线包括沿物料输送方向依次设置的rfid扫描装置、贴标签装置以及信息复核装置。
18.可选地,卷料立体储存系统还包括:
19.多个过渡输送装置,设置于轨道靠近货架的一侧,过渡输送装置和巷道沿着轨道的长度方向交替设置,过渡输送装置用于在移动输送机和与过渡输送装置相邻的堆垛机之间转运物料。
20.可选地,立体储存单元有n组,其中n为大于1的自然数,多个过渡输送装置包括:
21.两个边部输送装置,分别设置在立体库中位于外侧的两排货架与轨道之间;以及
22.n-1个中部输送设备,中部输送设备设置在相邻巷道之间的两排货架与轨道之间。
23.可选地,中部输送设备包括:
24.中部输送装置,位于其中一排货架的端部,中部输送装置包括相互连接的第一固定输送机和转盘输送机,第一固定输送机靠近轨道设置,且第一固定输送机的输送方向垂直于轨道的长度方向,转盘输送机靠近货架设置;以及
25.第二固定输送机,设置于另一排货架的端部,第二固定输送机用于在转盘输送机和与第二固定输送机相邻的堆垛机之间转运物料。
26.可选地,边部输送装置与中部输送装置的结构相同。
27.本实用新型提供的卷料立体储存系统的有益效果在于:与现有技术相比,本实用新型的卷料立体储存系统通过在立体库中所有巷道的同一端设置移动式转运装置,移动式转运装置包括垂直于巷道的长度方向设置的轨道以及设置于轨道上并能够沿轨道的长度方向移动的移动输送机,原卷入库输送线、残卷回库输送线以及出库输送线布置在轨道的一侧,如此,利用移动式转运装置可将入库的原卷或残卷输送至不同巷道对应的堆垛机,货位分配更加灵活。
附图说明
28.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
29.其中:
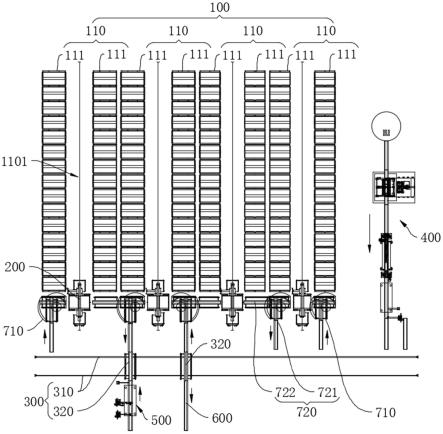
30.图1是本实用新型一实施例示出的卷料立体储存系统的俯视结构示意图;
31.图2是本实用新型一实施例示出的卷料立体储存系统中移动式转运装置的结构示意图;
32.图3是本实用新型一实施例示出的卷料立体储存系统中原卷入库输送线的俯视结构示意图;
33.图4是本实用新型一实施例示出的卷料立体储存系统中残卷回库输送线的俯视结构示意图;
34.图5是本实用新型一实施例示出的中部输送设备的俯视结构示意图;
35.图6是本实用新型一实施例示出的中部输送设备中第一固定输送机的结构示意图。
36.主要元件符号说明:
37.100、立体库;110、立体储存单元;1101、巷道;111、货架;
38.200、堆垛机;
39.300、移动式转运装置;310、轨道;320、移动输送机;321、移动座;322、行走机构;3221、主动轮;3222、从动轮;3223、驱动电机;323、输送机构;
40.400、原卷入库输送线;410、上料装置;420、标签扫描装置;430、信息复核装置;440、rfid扫描装置;450、异常物料排出线;
41.500、残卷回库输送线;510、rfid扫描装置;520、贴标签装置;530、信息复核装置;
42.600、出库输送线;
43.710、边部输送装置;720、中部输送设备;721、中部输送装置;7211、第一固定输送机;7212、转盘输送机;72121、回转机构;72122、输送机构;722、第二固定输送机。
具体实施方式
44.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以通过许多其他不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
45.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
46.需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
47.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
48.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
49.还需说明的是,本技术实施例中以同一附图标记表示同一组成部分或同一零部件,对于本技术实施例中相同的零部件,图中可能仅以其中一个零件或部件为例标注了附图标记,应理解的是,对于其他相同的零件或部件,附图标记同样适用。
50.正如背景技术中所记载的,原卷和残卷在立体库中存取时,大多数采用人工驾驶叉车进行操作,少部分采用输送线与立体库结合的方式进行。但现有输送线与立体库结合
的方式中,存在残卷回库受限、分配货位灵活度低的问题。
51.为了解决上述问题,根据本实用新型的一个方面,本实用新型的实施例提供了一种卷料立体储存系统,如图1所示,该卷料立体储存系统包括立体库100、多个堆垛机200、移动式转运装置300、原卷入库输送线400、残卷回库输送线500以及出库输送线600。
52.立体库100包括多组并排布置的立体储存单元110,每组立体储存单元110包括两排间隔设置的货架111,每组立体储存单元110的两排货架111之间形成巷道1101。多个堆垛机200一一对应设置在多组立体储存单元110的巷道1101内,堆垛机200用于在货架111上存取卷料。移动式转运装置300设置于所有巷道1101的同一端,移动式转运装置300包括垂直于巷道1101的长度方向设置的轨道310以及设置于轨道310上并能够沿轨道310的长度方向移动的移动输送机320,在移动输送机320沿轨道310的长度方向移动的过程中,移动输送机320能够与不同巷道1101内的堆垛机200分别对接。原卷入库输送线400、残卷回库输送线500和出库输送线600设置于轨道310的一侧,在移动输送机320沿轨道310的长度方向移动的过程中,移动输送机320能够与原卷入库输送线400、残卷回库输送线500和出库输送线600分别对接。
53.在本实用新型实施例中,通过在立体库100中所有巷道1101的同一端设置移动式转运装置300,移动式转运装置300包括垂直于巷道1101的长度方向设置的轨道310以及设置于轨道310上并能够沿轨道310的长度方向移动的移动输送机320,原卷入库输送线400、残卷回库输送线500以及出库输送线600布置在轨道310的一侧,如此,利用移动式转运装置300可将入库的原卷或残卷输送至不同巷道1101对应的堆垛机200,货位分配更加灵活。
54.此外,可以理解的是,利用移动式转运装置300还能够将不同巷道1101出库的原卷或残卷输送至出库输送线600,共用一条出库输送线600能够减少设备数量,节省成本。
55.需要说明的是,原卷入库输送线400、残卷回库输送线500和出库输送线600可以设置在轨道310的同一侧,也可设置在轨道310的不同侧,具体可根据需要及实际场地情况灵活布置,在此不做限定。
56.其中,每排货架111均为由至少两块立板和若干横板构成的立体框架式结构,若干横板构成了多层用于放置卷料的平台,每块横板上均设有底座,底座呈板状,其上端面开设有用于限制圆柱状的卷料滚动的v型槽。堆垛机200的货叉上的两插臂间隔设置,便于通过伸出和缩回以叉取卷料。
57.残卷入库时,卷料通过残卷回库输送线500输送至移动式转运装置300的移动输送机320上,移动输送机320可在平行于和垂直于轨道310的长度方向输送卷料,卷料由移动输送机320输送至指定巷道1101,通过堆垛机200在巷道1101内移动将卷类存放在货架111上指定货位。
58.在一种实施例中,如图1-图2所示,移动输送机320包括移动座321、行走机构322以及输送机构323,行走机构322设置于移动座321上,行走机构322用于带动移动座321沿轨道310的长度方向运动。输送机构323设置于移动座321上,输送机构323的输送方向垂直于轨道310的长度方向,以便于和移动式转运装置300的移动输送机320对接。
59.具体来说,行走机构322包括设置在移动座321底部的主动轮3221和从动轮3222,主动轮3221和从动轮3222均与轨道310滚动接触,驱动电机3223固定在移动座321上并通过传动机构(图未示)连接于主动轮3221,用于驱动主动轮3221转动,从而实现移动座321在轨
道310上运动。
60.在本实施例中,输送机构323采用链板式输送机,链板输送机的输送链板的面板呈v型,便于高效连续输送圆柱状的卷料。当然,在其他实施例中,输送机构323也可以采用其他类型的输送机,在此不做限定。
61.在一种具体的实施例中,移动输送机320设置有至少两个。
62.设置多个移动输送机320能够实现不同巷道1101内卷料的入库和出库同时进行,提高出入库节拍及效率。
63.在一种具体的实施例中,如图1所示,原卷入库输送线400、残卷回库输送线500和出库输送线600的输送方向均垂直于轨道310的长度方向。
64.如上设置,便于原卷入库输送线400、残卷回库输送线500和出库输送线600分别与移动式转运装置300的移动输送机320之间对接,保证卷料顺利地输送。
65.在一种更加具体的实施例中,如图3所示,原卷入库输送线400包括沿物料输送方向(图中以箭头示出)依次设置的上料装置410、标签扫描装置420、信息复核装置430以及rfid扫描装置440。
66.其中,上料装置410用于原卷上料,标签扫描装置420用于扫描原卷上粘贴的纸质标签,信息复核装置430用于对原卷的重量、直径和幅宽进行检测,rfid扫描装置440用于对塞入原卷中的rfid(radio frequency identification,射频识别)标签扫描识别。
67.进一步地,原卷入库输送线400还包括异常物料排出线450,异常物料排出线450用于将异常的卷料向外排出。
68.具体来说,原卷入库流程大致如下:原卷在上原卷输送线之前,由erp(enterprise resource planning,企业资源计划)录信息并打印纸质标签。标签与原卷一一对应粘贴。塞入rfid标签至原卷的芯管。叉车工将贴有标签的原卷叉至上料装置410,输送至标签扫描装置420时,在线驱动装置驱动原卷旋转,带动标签转动。标签转动时,标签扫描仪扫描标签条码,wcs(warehouse control system,仓储设备控制系统)通过接口从erp获取条码对应的入库产品数据,保存至数据服务器,并将信息生成纸卷唯一编号,此数据信息作为纸卷的原始出入库数据。原卷继续输送至信息复核装置430,系统自动称重、直径检测、幅宽检测,wms(warehouse management system,仓库管理系统)复核原卷信息。原卷在输送至rfid扫描装置440时,rfid扫描仪识别卷料内的rfid标签,若识别信息与前述复核信息一致,且符合入库标准,则将前述纸卷编号信息与rfid标签绑定。反之,则从异常物料排出线450将原卷排出。wms自动分配原卷的目标巷道1101,plc(programmable logic controller,可编程逻辑控制器)控制原卷向前输送至指定巷道1101申请入库,创建入库任务。wcs通知堆垛机200去入库栈台取纸,入库完成,wms更新入库信息,并将入库后的原卷信息上传至erp。
69.原卷出库流程大致如下:erp向wcs发出生产出库计划单。wms选择合适的原卷进行出库,堆垛机200于指定货位叉取货物,经移动式转运装置300和出库输送线600将原卷输送至出库口,出库完成,wms更新入库信息,并将入库后的纸卷信息上传至erp。
70.在一种更加具体的实施例中,如图4所示,残卷回库输送线500包括沿物料输送方向(图中以箭头示出)依次设置的rfid扫描装置510、贴标签装置520以及信息复核装置530。
71.具体来说,残卷回库流程大致如下:加工后的残卷输送至回库扫描工位,rfid扫描装置510读取rfid标签,信息复核装置530获取纸卷的重量、幅宽和直径信息。wms验证幅宽
信息,若验证不通过,则系统报警,由人工处理;若验证通过,则wms更新纸卷的重量、直径信息,并将此信息上传至erp。打印更新后的纸质标签,并通过贴标签装置520自动粘贴。wms自动分配纸卷的目标巷道1101,plc控制纸卷向前输送至指定巷道1101申请入库,创建入库任务;wcs通知堆垛机200去入库栈台取纸,入库完成,wms更新入库信息,并将入库后的纸卷信息上传至erp。
72.在一种实施例中,如图1所述,卷料立体储存系统还包括设置于轨道310靠近货架111的一侧的多个过渡输送装置,过渡输送装置和巷道1101沿着轨道310的长度方向交替设置,过渡输送装置用于在移动输送机320和与过渡输送装置相邻的堆垛机200之间转运物料。
73.过渡输送装置和巷道1101沿着轨道310的长度方向交替设置,如此,可设定巷道1101两侧的两个过渡输送装置一个作入库叉台使用,另一个作出库叉台使用,使得出入库流向清晰,互不干涉,避免了卷料出入库共用叉台造成的等待,提升节拍及效率。
74.具体来说,过渡输送装置能够对接于与其相邻巷道1101内的堆垛机200,在移动输送机320沿轨道310的长度方向移动的过程中,移动输送机320能够与不同的过渡输送装置分别对接,如此,移动输送机320通过不同的过渡输送装置实现与不同巷道1101内的堆垛机200分别对接。
75.在一种具体的实施例中,如图1所示,立体储存单元110有n组,其中n为大于1的自然数,多个过渡输送装置包括两个边部输送装置700以及n-1个中部输送设备720,两个边部输送装置700分别设置在立体库100中位于外侧的两排货架111与轨道310之间。中部输送设备720设置在相邻巷道1101之间的两排货架111与轨道310之间。
76.在一种更加具体的实施例中,如提1和图5所示,中部输送设备720包括中部输送装置721以及第二固定输送机722,中部输送装置721位于其中一排货架111的端部,中部输送装置721包括相互连接的第一固定输送机7211和转盘输送机7212,第一固定输送机7211靠近轨道310设置,且第一固定输送机7211的输送方向垂直于轨道310的长度方向,转盘输送机7212靠近货架111设置。第二固定输送机722设置于另一排货架111的端部,第二固定输送机722用于在转盘输送机7212和与第二固定输送机722相邻的堆垛机200之间转运物料。
77.具体来说,如图5所示,转盘输送机7212包括回转机构72121和设置在回转机构72121上的输送机构72122,输送机构72122在回转机构72121的作用下转动,以在第一固定输送机7211和第二固定输送机722之间输送物料。
78.如图5和图6所示,输送机构72122、第一固定输送机7211和第二固定输送机722均可采用链板输送机,链板输送机的输送链板的面板呈v型,便于高效连续输送圆柱状的卷料。当然,在其他实施例中,也可以采用其他类型的输送机,在此不做限定。
79.在一些实施例中,如图1所示,边部输送装置700与中部输送装置721的结构相同。
80.通过如上设置,便于生产时的加工制造以及后期的安装维护。
81.以上实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
82.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对实用新型范围的限制。应当指出的是,对于本领域的普通技术人员来
说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1