一种链条输送线上笔杆自动上料装置的制作方法
本技术涉及笔杆生产加工,尤其涉及一种链条输送线上笔杆自动上料装置。
背景技术:
1、现有笔杆的生产加工,需要上料至链条输送线上,进行笔杆后续的印刷,烘干、抛光、清洗等加工工序。
2、如cn2021225305131所示,为一种圆珠笔生产线自动笔杆调向装置,是针对完成上料至链条输送线上的笔杆进行自动识别调向。
3、然而其上料至链条输送线上的工艺仍沿用现有人工的工艺,由人工将笔杆分批安置于链条输送线上,这就造成了人工劳动力的损耗,提升生产成本,降低生产效率,人工上料甚至会造成漏放等疏忽,也容易出现安全问题。
4、因此,需要设计一种链条输送线上笔杆自动上料装置,有序的自动完成链条输送线上笔杆的上料。
技术实现思路
1、为解决上述技术问题,本实用新型设计了一种链条输送线上笔杆自动上料装置。
2、本实用新型采用如下技术方案:
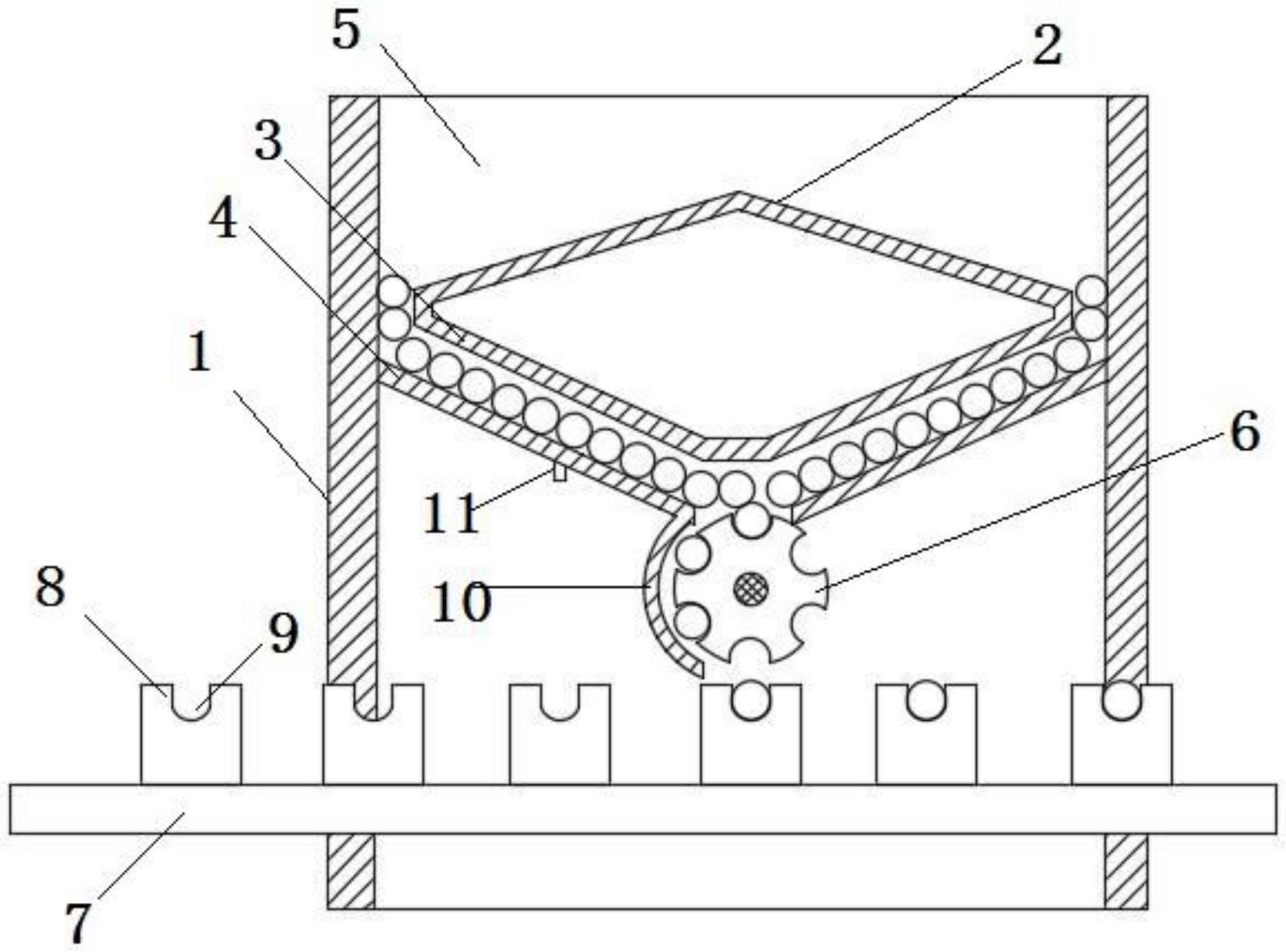
3、一种链条输送线上笔杆自动上料装置,包括机座,机座内下方设置有一条传输通道,传输通道上设置有链条输送线,链条输送线上均匀间隔分布有笔杆支撑座,笔杆支撑座上设置有笔杆安置槽,机座内位于链条输送线上方设置有储料槽,储料槽内设置料斗,料斗的下料口设置有转动输料轴,转动输料轴外沿圆周均匀分布有多个截面为半圆形的导料槽,转动输料轴末端连接伺服电机,伺服电机固定连接在机座上,料斗的下料口固定连接弧形隔料板,弧形隔料板安装于转动输料轴转动方向,隔离导料槽外的下料笔杆并护送导料槽内的下料笔杆至落料口,转动输料轴上导料槽导料间隔与链条输送线上笔杆安置槽的接料间隔相匹配。
4、作为优选,所述储料槽内的料斗包括有上层导料板、中间导料板和下层导料板,上层导料板的截面为倒v形,上层导料板两侧设置下料通道,中间导料板和下层导料板为v形,中间导料板和下层导料板将形成导流通道,下层导料板中间设置下料口。上层导料板、中间导料板和下层导料板的设置使储料槽内的料斗下料更有序。
5、作为优选,所述笔杆安置槽呈u形槽口。
6、作为优选,所述笔杆支撑座分两排,均匀设置于链条输送线两侧,对称分布。
7、作为优选,所述下层导料板下方设置有红外传感器,用于感应链条输送线的正常输送,机座上安装有报警器。一旦感应异常,伺服电机停止,料斗下料停止,报警器发出警示。
8、作为优选,所述转动输料轴外沿圆周均匀分布有六个截面为半圆形的导料槽。
9、本实用新型的有益效果是:本实用新型设计一种链条输送线上笔杆自动上料装置,有序的自动完成链条输送线上笔杆的上料,提升笔杆上料的自动化水平,节省人工劳动力,提升加工效率,且料斗下料更有序,不易发生堵塞,安全性更高。
技术特征:
1.一种链条输送线上笔杆自动上料装置,包括机座,其特征是,所述机座内下方设置有一条传输通道,传输通道上设置有链条输送线,链条输送线上均匀间隔分布有笔杆支撑座,笔杆支撑座上设置有笔杆安置槽,机座内位于链条输送线上方设置有储料槽,储料槽内设置料斗,料斗的下料口设置有转动输料轴,转动输料轴外沿圆周均匀分布有多个截面为半圆形的导料槽,转动输料轴末端连接伺服电机,伺服电机固定连接在机座上,料斗的下料口固定连接弧形隔料板,弧形隔料板安装于转动输料轴转动方向,隔离导料槽外的下料笔杆并护送导料槽内的下料笔杆至落料口,转动输料轴上导料槽导料间隔与链条输送线上笔杆安置槽的接料间隔相匹配。
2.根据权利要求1所述的一种链条输送线上笔杆自动上料装置,其特征是,所述储料槽内的料斗包括有上层导料板、中间导料板和下层导料板,上层导料板的截面为倒v形,上层导料板两侧设置下料通道,中间导料板和下层导料板为v形,中间导料板和下层导料板将形成导流通道,下层导料板中间设置下料口。
3.根据权利要求1所述的一种链条输送线上笔杆自动上料装置,其特征是,所述笔杆安置槽呈u形槽口。
4.根据权利要求1所述的一种链条输送线上笔杆自动上料装置,其特征是,所述笔杆支撑座分两排,均匀设置于链条输送线两侧,对称分布。
5.根据权利要求2所述的一种链条输送线上笔杆自动上料装置,其特征是,所述下层导料板下方设置有红外传感器,用于感应链条输送线的正常输送,机座上安装有报警器。
6.根据权利要求1所述的一种链条输送线上笔杆自动上料装置,其特征是,所述转动输料轴外沿圆周均匀分布有六个截面为半圆形的导料槽。
技术总结
本技术公开了一种链条输送线上笔杆自动上料装置,包括机座,机座内下方设置有一条传输通道,传输通道上设置有链条输送线,链条输送线上均匀间隔分布有笔杆支撑座,笔杆支撑座上设置有笔杆安置槽,机座内位于链条输送线上方设置有储料槽,储料槽内设置料斗,料斗的下料口设置有转动输料轴,转动输料轴外沿圆周均匀分布有多个截面为半圆形的导料槽,转动输料轴末端连接伺服电机,伺服电机固定连接在机座上,料斗的下料口固定连接弧形隔料板,弧形隔料板安装于转动输料轴转动方向,隔离导料槽外的下料笔杆并护送导料槽内的下料笔杆至落料口。本技术提升笔杆上料的自动化水平,节省人工劳动力,提升加工效率。
技术研发人员:项伟青
受保护的技术使用者:桐庐美科文具有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!