一种纸盘碗后道加工翻转贴标模组的制作方法
本技术属于纸盘碗加工,具体地说,涉及纸盘碗后道加工翻转贴标模组。
背景技术:
1、纸盘碗加工是一种对于纸盘进行压膜、加工、贴标生产的流程组合,其目的是为了对纸盘碗进行自动化的生产工作,在纸盘碗的生产过程中,由于其相应传递结构较为复杂,对于物料的放料以及传递工作往往需要依靠人力或大量机械配件的组合,其整体加工工序较为繁琐,并且在过程中缺乏相应的统计功能,在加工完成后还需要对成品进行独立的清点流程,对于纸盘碗加工的可控性造成了影响,需要进行改进。
2、有鉴于此特提出本实用新型。
技术实现思路
1、为解决上述技术问题,本实用新型采用技术方案的基本构思是:
2、一种纸盘碗后道加工翻转贴标模组,包括进料机构、加工机构、传动机构、贴标装置,所述进料机构包括后框架,所述后框架的内侧设置有推板,所述后框架的内侧装有一号气缸,所述后框架的前端装有货道,所述货道的下表面装有下框架,所述下框架的上表面装有二号气缸,所述二号气缸的输出端装有真空吸嘴,所述货道的两侧均装有侧框架,所述侧框架之间装有卡位环,所述卡位环的内侧装有折角轴,所述折角轴之间呈圆周等间距分布,所述加工机构包括加工台,所述加工台与货道固定连接,所述加工台的上表面四角位置均装有活动轴,所述活动轴的顶端装有顶板,所述顶板与加工台之间设置有热压板,所述热压板的下表面设置有塑形框。
3、作为本实用新型的进一步方案:所述一号气缸的输出端与推板固定连接,所述推板与货道的上表面相贴合,所述二号气缸与真空吸嘴均呈圆周等间距分布,所述货道的上表面贯穿开设有通口,所述通口套设在真空吸嘴的外表面。
4、作为本实用新型的进一步方案:所述塑形框固定安装在加工台的顶端内侧,所述塑形框套设在热压板的外表面,所述顶板的上表面装有油缸,所述油缸的外表面装有总控制器。
5、作为本实用新型的进一步方案:所述油缸的输出端与热压板之间装有连接架,所述连接架的外表面四角位置均装有限位架,所述限位架的一端装有套环,所述套环套设在活动轴的外表面。
6、作为本实用新型的进一步方案:所述加工台的内侧底端装有风机,所述风机的输出端装有气管,所述气管的一端装有气嘴,所述塑形框的外表面贯穿开设有气孔,所述气嘴的一端插设在气孔的内侧,所述气嘴的外表面装有支架,所述支架与加工台固定连接,所述顶板的前端装有斜向框,所述斜向框的前端贯穿开设有导风槽。
7、作为本实用新型的进一步方案:所述加工台的前端装有测重仪,所述测重仪的上表面装有托盘,所述托盘位于加工台的前端底部,所述加工台的内侧前端装有电动伸缩杆,所述电动伸缩杆的输出端装有推动架。
8、作为本实用新型的进一步方案:所述传动机构包括一号传送带、二号传送带和三号传送带,所述二号传送带的下表面装有三角框,所述三号传送带的下表面装有方形框,所述一号传送带位于托盘的前端,所述一号传送带与二号传送带相贴合。
9、作为本实用新型的进一步方案:所述三角框与方形框设置有支撑座,所述支撑座的顶端后部装有电机,所述电机的输出端装有旋转架,所述旋转架转动连接在支撑座的顶端内侧,所述旋转架的内侧边缘位置装有放置框,所述放置框之间呈圆周等间距分布。
10、作为本实用新型的进一步方案:所述贴标装置包括双轴气缸,所述双轴气缸装在方形框的后端,所述双轴气缸的输出端装有连接框,所述连接框的前端装有贴标机,所述贴标机的外表面后端装有驱动架,所述驱动架的输出端装有旋转轴,所述贴标机的输出端装有标签条,所述标签条的一端套设在旋转轴的外表面。
11、有益效果:
12、1、通过总控制器对于一号气缸、油缸、电动伸缩杆、双轴气缸的运作进行控制和记录,在一号气缸单次运作时,记录为原料数,在油缸单次运作时,记录为加工数,在电动伸缩杆单次运作时,记录为成组数,预设成组数量,即在油缸加工压膜成型货物送至托盘表面时,通过测重仪进行测量,当达到一定配重后,启动二号气缸,带动推动架移动,达成对于成组的推送工作,根据单个纸盘碗成品重量与预设的成组重量进行计算,得出油缸在成组货物中应运作的次数,将实际成组数与油缸的工作次数进行对比,运算获得良品率,对良品率进行记录汇总,以此在整体加工工序中,达成对于良品率、生产数、成组数以及耗材的统计功能,使得整体生产工作的可控性得到提升。
13、2、通过卡位环和折角轴,构建对于原料的放置结构,并通过卡位环,避免原料掉落的情况发生,通过二号气缸的运作对真空吸嘴的位置进行调节,以此在卡位环底部对于单组原料进行吸附,并复位至货道表面,通过一号气缸的运作带动推板进行移动,达成对于原料的输送功能。
14、3、通过油缸的运作带动热压板进行移动,与塑形框的机构配合,达成对于原料的加工塑形功能,并通过风机的运作产生气流,通过斜向框对于气流的流通轨迹进行限定,使得塑形成品能够落在托盘表面,并通过测重仪进行重量检测,配合电动伸缩杆的伸缩进行进一步推送工作。
15、4、通过三角框对于二号传送带的轨迹进行限定,使得货物能够通过一号传送带和二号传送带送至放置框内部,通过电机的运作带动旋转架转动,对成组的纸盘碗进行翻转,并落在三号传送带表面,通过双轴气缸的收缩带动贴标机移动,进行贴标工作,标签条通过驱动架的运作,配合旋转轴进行收卷。
16、下面结合附图对本实用新型的具体实施方式做进一步详细的描述。
技术特征:
1.一种纸盘碗后道加工翻转贴标模组,包括进料机构、加工机构、传动机构、贴标装置,其特征在于,所述进料机构包括后框架(1),所述后框架(1)的内侧设置有推板(2),所述后框架(1)的内侧装有一号气缸(3),所述后框架(1)的前端装有货道(4),所述货道(4)的下表面装有下框架(5),所述下框架(5)的上表面装有二号气缸(6),所述二号气缸(6)的输出端装有真空吸嘴(7),所述货道(4)的两侧均装有侧框架,所述侧框架之间装有卡位环(8),所述卡位环(8)的内侧装有折角轴(9),所述折角轴(9)之间呈圆周等间距分布,所述加工机构包括加工台(10),所述加工台(10)与货道(4)固定连接,所述加工台(10)的上表面四角位置均装有活动轴(11),所述活动轴(11)的顶端装有顶板(12),所述顶板(12)与加工台(10)之间设置有热压板(13),所述热压板(13)的下表面设置有塑形框(14)。
2.根据权利要求1所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述一号气缸(3)的输出端与推板(2)固定连接,所述推板(2)与货道(4)的上表面相贴合,所述二号气缸(6)与真空吸嘴(7)均呈圆周等间距分布,所述货道(4)的上表面贯穿开设有通口,所述通口套设在真空吸嘴(7)的外表面。
3.根据权利要求1所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述塑形框(14)固定安装在加工台(10)的顶端内侧,所述塑形框(14)套设在热压板(13)的外表面,所述顶板(12)的上表面装有油缸(15),所述油缸(15)的外表面装有总控制器(16)。
4.根据权利要求3所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述油缸(15)的输出端与热压板(13)之间装有连接架,所述连接架的外表面四角位置均装有限位架,所述限位架的一端装有套环,所述套环套设在活动轴(11)的外表面。
5.根据权利要求1所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述加工台(10)的内侧底端装有风机(17),所述风机(17)的输出端装有气管(18),所述气管(18)的一端装有气嘴(19),所述塑形框(14)的外表面贯穿开设有气孔,所述气嘴(19)的一端插设在气孔的内侧,所述气嘴(19)的外表面装有支架,所述支架与加工台(10)固定连接,所述顶板(12)的前端装有斜向框(20),所述斜向框(20)的前端贯穿开设有导风槽。
6.根据权利要求1所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述加工台(10)的前端装有测重仪(21),所述测重仪(21)的上表面装有托盘(22),所述托盘(22)位于加工台(10)的前端底部,所述加工台(10)的内侧前端装有电动伸缩杆(23),所述电动伸缩杆(23)的输出端装有推动架(24)。
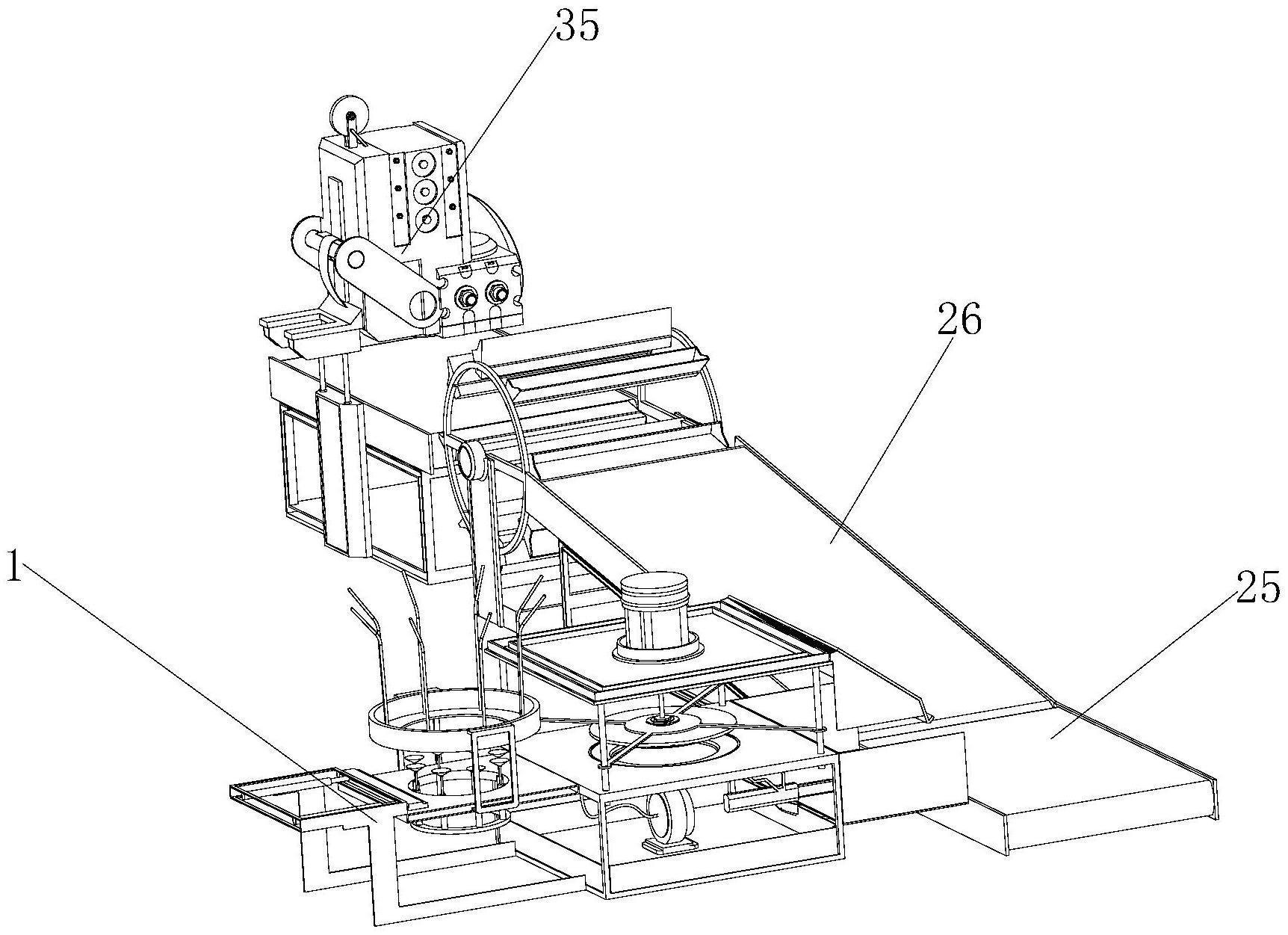
7.根据权利要求1所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述传动机构包括一号传送带(25)、二号传送带(26)和三号传送带(27),所述二号传送带(26)的下表面装有三角框(28),所述三号传送带(27)的下表面装有方形框(29),所述一号传送带(25)位于托盘(22)的前端,所述一号传送带(25)与二号传送带(26)相贴合。
8.根据权利要求7所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述三角框(28)与方形框(29)设置有支撑座(30),所述支撑座(30)的顶端后部装有电机(31),所述电机(31)的输出端装有旋转架(32),所述旋转架(32)转动连接在支撑座(30)的顶端内侧,所述旋转架(32)的内侧边缘位置装有放置框(33),所述放置框(33)之间呈圆周等间距分布。
9.根据权利要求7所述的一种纸盘碗后道加工翻转贴标模组,其特征在于,所述贴标装置包括双轴气缸(34),所述双轴气缸(34)装在方形框(29)的后端,所述双轴气缸(34)的输出端装有连接框,所述连接框的前端装有贴标机(35),所述贴标机(35)的外表面后端装有驱动架(36),所述驱动架(36)的输出端装有旋转轴(37),所述贴标机(35)的输出端装有标签条,所述标签条的一端套设在旋转轴(37)的外表面。
技术总结
本技术公开了一种纸盘碗后道加工翻转贴标模组,属于纸盘碗加工技术领域,其包括进料机构、加工机构、传动机构、贴标装置,进料机构包括后框架,后框架的内侧设置有推板,后框架的内侧装有一号气缸,后框架的前端装有货道,通过总控制器对于一号气缸、油缸、电动伸缩杆、双轴气缸的运作进行控制和记录,通过测重仪进行测量,当达到一定配重后,启动二号气缸,带动推动架移动,达成对于成组的推送工作,根据单个纸盘碗成品重量与预设的成组重量进行计算,得出油缸在成组货物中应运作的次数,运算获得良品率,以此在整体加工工序中,达成对于良品率、生产数、成组数以及耗材的统计功能,使得整体生产工作的可控性得到提升。
技术研发人员:李孝彩,张华传,姜荣笑
受保护的技术使用者:温州诚印工艺品有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!