玻璃制品生产线错位输送推瓶装置的制作方法
本技术属于玻璃机械,尤其涉及一种玻璃制品生产线错位输送推瓶装置。
背景技术:
1、在玻璃制品生产线中,玻璃瓶在成型后需要由输送带运往下游码垛,圆形玻璃瓶码垛时成列排列,为了码垛牢固性和数量最大化,相邻的两列之间需要错开半个瓶子,这错开半个瓶子位置的两列往往分别由两条错位输送带同时送入道操作平台上,然后由推瓶机构将两列错位的瓶子同时推送到码垛位置。在实际生产中,由于无法保证两列错位输送带上的瓶子都充足,一旦只有一列满足推送条件,另一列没有达到推送数量时,推瓶机构就只能等待另一列瓶子达到后,达到推送数量才开始同时推送,等待时间较长,导致码垛效率低下。
2、因此,在玻璃机械技术领域中,对于玻璃制品生产线错位输送推瓶装置仍存在研究和改进的需求,这也是目前玻璃机械技术领域中的一个研究热点和重点,更是本实用新型得以完成的出发点。
技术实现思路
1、为此,本实用新型所要解决的技术问题是:提供一种玻璃制品生产线错位输送推瓶装置,以解决两列错位输送带上的玻璃瓶无法同时满足推送条件而导致等待时间长、码垛效率低的技术问题。
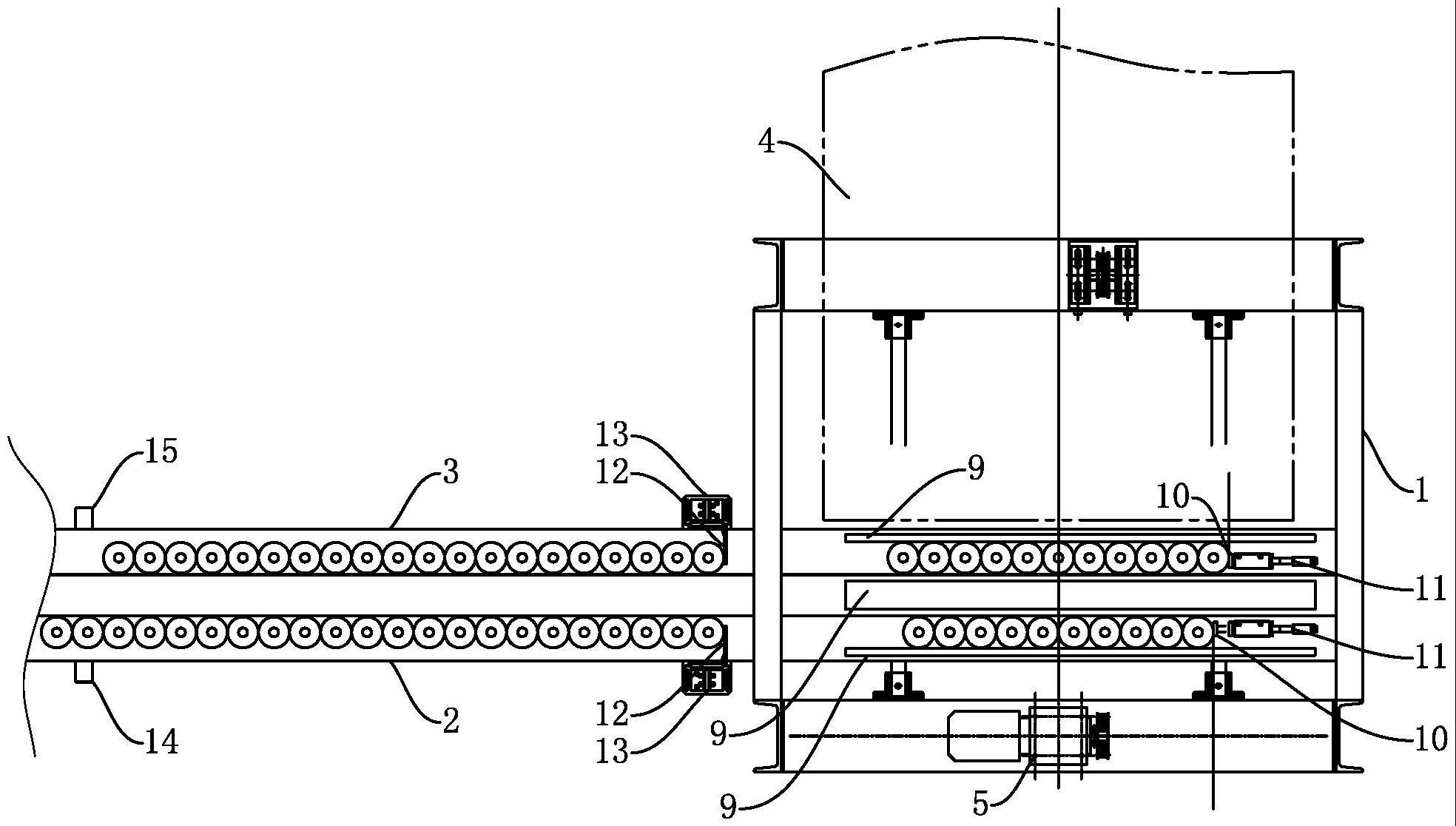
2、为解决上述技术问题,本实用新型的技术方案是:一种玻璃制品生产线错位输送推瓶装置,包括机架,所述机架一侧设有错位布置的第一输送带和第二输送带,所述机架内设有码垛平台,所述码垛平台的延伸方向与所述第一输送带的输送方向垂直,所述机架上滑动安装有推瓶机构,所述推瓶机构的推送方向与所述码垛平台的延伸方向一致,所述第一输送带上靠近所述机架位置设有第一挡瓶机构,所述第二输送带上靠近所述机架位置设有第二挡瓶机构,所述第一输送带上远离所述机架位置设有第一传感器,所述第二输送带上远离所述机架位置设有第二传感器,所述第一挡瓶机构、第二挡瓶机构、第一传感器、第二传感器和推瓶机构均连接控制单元。
3、作为一种改进,所述推瓶机构包括由第一动力机构驱动且水平滑动安装于所述机架上的滑座,所述滑座上竖向滑动安装有由第二动力机构驱动的推送座,所述推送座上设有对应所述第一输送带和第二输送带的推送板,所述推送板上对应所述第一输送带和第二输送带分别设有阻挡瓶子脱出的挡瓶块。
4、作为进一步的改进,所述挡瓶块水平滑动安装于所述推送板上,所述挡瓶块连接第三动力机构,所述第三动力机构连接所述控制单元。
5、作为另一种改进,所述第一挡瓶机构和第二挡瓶机构均包括由第四动力机构驱动的挡杆,所述挡杆的滑动方向垂直于相应的所述第一输送带或第二输送带,所述第四动力机构连接所述控制单元。
6、采用了上述技术方案后,本实用新型的有益效果是:
7、本实用新型实施例第一输送带和第二输送带上分别设置有第一挡瓶机构和第二挡瓶机构,可以单独阻挡第一输送带或者第二输送带上的瓶子,第一传感器和第二传感器单独检测第一输送带和第二输送带上是否有瓶子,因此,可以实现单独某一条输送带上的瓶子输送至机架内的推送位置,由推瓶机构推送至码垛平台,而不必等待两条输送带的瓶子都到位后再同时推送,节省了等待时间,提高了码垛效率。
8、由于挡瓶块水平滑动安装于推送板上,挡瓶块连接第三动力机构,一方面能够调整两块挡瓶块的水平位置,使其满足两列瓶子错开半个瓶子的位置,另一方面,还可以通过改变挡瓶块的位置,调整该列瓶子的推送数量,结合第一传感器和第二传感器实现不同数量瓶子的推送码垛,进一步提高了码垛效率。
技术特征:
1.玻璃制品生产线错位输送推瓶装置,包括机架,其特征在于,所述机架一侧设有错位布置的第一输送带和第二输送带,所述机架内设有码垛平台,所述码垛平台的延伸方向与所述第一输送带的输送方向垂直,所述机架上滑动安装有推瓶机构,所述推瓶机构的推送方向与所述码垛平台的延伸方向一致,所述第一输送带上靠近所述机架位置设有第一挡瓶机构,所述第二输送带上靠近所述机架位置设有第二挡瓶机构,所述第一输送带上远离所述机架位置设有第一传感器,所述第二输送带上远离所述机架位置设有第二传感器,所述第一挡瓶机构、第二挡瓶机构、第一传感器、第二传感器和推瓶机构均连接控制单元。
2.根据权利要求1所述的玻璃制品生产线错位输送推瓶装置,其特征在于,所述推瓶机构包括由第一动力机构驱动且水平滑动安装于所述机架上的滑座,所述滑座上竖向滑动安装有由第二动力机构驱动的推送座,所述推送座上设有对应所述第一输送带和第二输送带的推送板,所述推送板上对应所述第一输送带和第二输送带分别设有阻挡瓶子脱出的挡瓶块。
3.根据权利要求2所述的玻璃制品生产线错位输送推瓶装置,其特征在于,所述挡瓶块水平滑动安装于所述推送板上,所述挡瓶块连接第三动力机构,所述第三动力机构连接所述控制单元。
4.根据权利要求1或2或3所述的玻璃制品生产线错位输送推瓶装置,其特征在于,所述第一挡瓶机构和第二挡瓶机构均包括由第四动力机构驱动的挡杆,所述挡杆的滑动方向垂直于相应的所述第一输送带或第二输送带,所述第四动力机构连接所述控制单元。
技术总结
本技术公开了一种玻璃制品生产线错位输送推瓶装置,属于玻璃机械技术领域,包括机架,所述机架一侧设有错位布置的第一输送带和第二输送带,所述机架内设有码垛平台,所述机架上滑动安装有推瓶机构,所述第一输送带上靠近所述机架位置设有第一挡瓶机构,所述第二输送带上靠近所述机架位置设有第二挡瓶机构,所述第一输送带上远离所述机架位置设有第一传感器,所述第二输送带上远离所述机架位置设有第二传感器,所述第一挡瓶机构、第二挡瓶机构、第一传感器、第二传感器和推瓶机构均连接控制单元。本技术解决了两列错位输送带上的玻璃瓶无法同时满足推送条件而导致等待时间长、码垛效率低的技术问题,广泛应用于玻璃机械中。
技术研发人员:吕军,董延光
受保护的技术使用者:潍坊金优特机电科技有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!