卷式材料的自动输送供应设备的制作方法
本技术要求2021年12月2日提交的韩国专利申请第10-2021-0170702号的优先权,通过引用将该韩国专利申请的全文并入于此。本发明涉及一种用于以卷提供的各种原料和辅助材料的自动输送和进料设备,更特别地涉及一种可自动执行一系列进料分配的自动输送和进料设备,其中卷式材料自动从储存器中释放并交付给架空提升运输系统(oht),此外,卷式材料在oht到达指定为目的地的设施时被接收。
背景技术:
1、随着科技的发展和移动设备需求的增加,二次电池作为替代化石燃料的能源需求迅速增加,人们对能够满足各种需求的二次电池进行了大量的研究。
2、从电池壳体的形状来看,二次电池主要分为电极组件嵌在圆柱形金属罐中的圆柱形电池、电极组件嵌在棱形金属罐中的棱形电池和电极组件嵌在铝层压板的袋型壳体中的袋型电池。在材料方面,对能量密度高、放电电压高、输出稳定性好的诸如锂离子电池、锂离子聚合物电池等的锂二次电池的需求也很高。
3、嵌入电池壳体的电极组件是由正极/隔膜/负极堆叠结构制成的可充放电的发电装置。电极组件分为果冻卷式电极组件和堆叠式电极组件,果冻卷式电极组件通过在涂有活性材料的细长片状正负极之间置入隔膜并缠绕正负极和隔膜而形成,堆叠式电极组件通过在正负极之间有一层隔膜的状态下顺序堆叠每个具有预定尺寸的多个正负极而形成。此外,作为具有进一步高级结构的电极组件,该结构是卷绕果冻卷式电极组件和堆叠式电极组件混合的形式,还开发了一种堆叠/折叠式电极组件,堆叠/折叠式电极组件通过折叠具有预定单位尺寸的正极/隔膜/负极结构的完整电池或使用长长度连续隔膜的具有预定单位尺寸的正极(负极)/隔膜/负极(正极)/隔膜/正极(负极)结构的双电池而形成。
4、这里,构成包括单元电极的堆叠结构的电极组件的正极片、隔膜片和负极片以卷的形式提供,并且在放卷机和复卷机之间以卷对卷的方式连续提供原料和辅助材料片并进行加工。
5、当以卷的形式提供的片统称为卷式材料时,一系列的制造工序从将卷式材料安装在卷取机设备上开始。因此,为了使制造工序顺利进行而不中断,应及时提供卷式材料并将其安装在卷取机设备上。
6、然而,在过去,卷式材料都是使用滑架从仓库手动装载,然后运输到相应的卷取机设备,并手动输入到设备中。这里,每个卷取机设备的每个参考时间需要几个卷式材料,对于操作设备的工人来说,同时运输卷式材料是一项繁重的任务。
7、当急于输入卷式材料以处理工作量大时,原料和辅助材料在被处理的同时可能会损坏,并且可能由于制造管理不到位而出现质量问题,这是主要任务。此外,当任务匆忙时,由于处理是重物的卷式材料的错误而有发生事故的风险。因此,已经开始需要自动化的一系列工序,包括释放、输送和输入卷式材料。
8、[相关领域文献]
9、(专利文献)
10、(专利文献1)日本专利注册第2993895号(注册日期:1999年10月22日)
技术实现思路
1、【技术问题】
2、本发明的目的是提供一种卷式材料的自动输送和进料设备,该自动输送和进料设备能够自动执行卷式材料的装载、释放、输送和输入等一系列工序。
3、【技术方案】
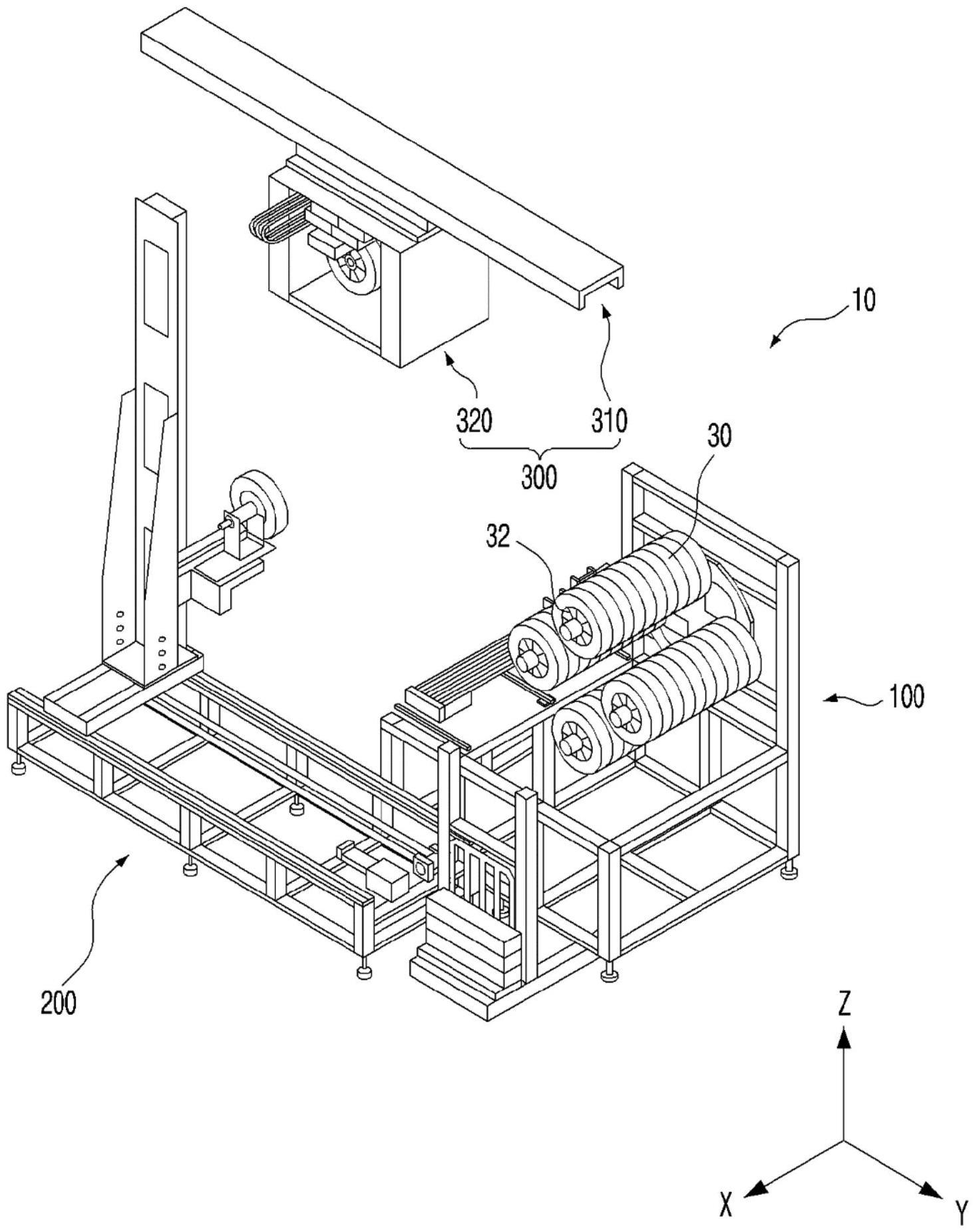
4、本发明提供了一种卷式材料的自动输送和进料设备。在一个实施方式中,卷式材料的自动输送和进料设备包括:卷缓冲器,配置成在x轴方向上接收装载在滑架上的卷式材料并在yz平面上输送所接收的卷式材料;传送装置,配置成在x轴方向上接收来自卷缓冲器的卷式材料,在卷式材料被装载在传送装置上的状态下移动到xy平面上的设定位置,并在z轴方向上向上输送卷式材料;以及架空提升运输系统(oht),配置成接收装载在已在z轴方向上向上移动的传送装置上的卷式材料,并且具有配置成沿输送轨道的轨迹移动到目的地的至少一个或多个轨道引导车辆。
5、在具体实施方式中,卷式材料在卷缓冲器和传送装置之间以及在传送装置和轨道引导车辆之间的移动可以以杆对杆的方式进行。
6、因此,配置成插入到卷式材料的空心轮毂中的杆可以设置在卷缓冲器、传送装置和轨道引导车辆的每个上。
7、此外,配置成推动通过所述杆装载的卷式材料的推动单元可以设置在卷缓冲器、传送装置和轨道引导车辆的每个上。
8、在一个实施方式中,卷式材料在卷缓冲器和传送装置之间以及在传送装置和轨道引动车辆之间的移动可以发生在卷缓冲器、传送装置和轨道引导车辆上设置的杆彼此对齐的状态下,推动单元推动通过杆装载的卷式材料。
9、在具体实施方式中,卷缓冲器可包括设置在yz平面上的转盘和设置在转盘圆周上的至少两个或更多个杆,并且转盘可关于在x轴方向上穿过圆周的中心的旋转轴旋转,并且由于转盘的旋转,通过杆装载的卷式材料可接近传送装置。
10、这里,多个卷式材料可通过转盘上的杆装载。
11、此外,卷缓冲器中设置的推动单元可以包括配置成在y轴方向上线性移动的推动件框架和配置成在x轴方向上线性移动的推动件,推动件可以推动通过转盘上的杆装载的多个卷式材料的最后部分,以便每次释放一个最前面的卷式材料。
12、此外,在具体实施方式中,传送装置可以包括:在y轴方向上延伸的基架;配置成在基架上在y轴方向上线性移动的中间架;配置成在中间架上在x轴方向上线性移动并在z轴方向上延伸的立柱;以及配置成在具有杆的立柱上在z轴方向上线性移动的输送单元,并且在其上安装配置成推动通过杆装载的卷式材料的后部的推动单元。
13、这里,输送单元可以在z轴方向上线性移动至少卷缓冲器的杆与轨道引导车辆的杆之间的距离。
14、此外,在轨道引导车辆的具体实施方式中,推动单元可以设置在轨道引导车辆的杆的后部,并推动通过杆装载的卷式材料的后部。
15、此外,输送单元还可以包括配置成使杆和推动单元一起线性移动的滑块,由于所述滑块而线性移动的输送单元的杆可停靠在卷缓冲器的杆或轨道引导车辆的杆处并与卷缓冲器的杆或轨道引导车辆的杆相连。
16、同时,在一个实施方式中,配置成压紧装载的卷式材料的空心轮毂的内表面的卡盘装置可以设置在输送单元的杆中。
17、此外,自动输送和进料设备还可以包括设置在输送轨道的轨迹上的卷取机端口,该卷取机端口可具有能够与设置在轨道引导车辆上的杆相连接的杆。
18、此外,轨道引导车辆还可以包括配置为使杆和推动单元一起线性移动的滑块,由于滑块而线性移动的轨道引导车辆的杆可停靠在卷取机端口的杆处并与卷取机端口的杆连接。
19、在一个实施方式中,配置为压紧装载的卷式材料的空心轮毂的内表面的卡盘装置可以设置在轨道引导车辆的杆中。
20、这里,形成空心轮毂的卡接台阶的突出的台阶可以设置在轨道引导车辆的杆中设置的卡盘装置的端部上。
21、【有益效果】
22、使用本发明的自动输送和进料设备,通过将卷式材料大量装载在卷缓冲器上,可以确保足够的时间,直到材料在现场耗尽,并且卷式材料可以以杆对杆的方式从卷缓冲器自动供应到目的地。因此,通过应用本发明的自动输送和进料设备,操作卷绕设备的工作人员可以从必须同时运输卷式材料的繁重附带任务中解放出来,从而可以更多地集中在主要任务上,并且在移动卷式材料的过程中大大降低了卷式材料损坏的风险。
23、此外,本发明的自动输送和进料设备还包括诸如滑块和卡盘装置的各种元件。这样可以提高以杆对杆的方式输送和进料卷式材料的效率,并且可以使设备稳定运行。
24、本发明的有益效果不限于上述有益效果,本领域普通技术人员应从下面的详细描述中清楚地了解其他未提及的有益效果。
- 还没有人留言评论。精彩留言会获得点赞!