用于生产由纸张制成的折叠或交错折叠层状产品的包装件,特别是餐巾纸、薄纸、毛巾或类似产品的包装件的机器和方法与流程
本发明涉及纸张领域,并且具体地涉及用于生产由纸张制成的层状产品诸如餐巾纸、薄纸和类似产品的包装件的机器和方法。现有技术的描述如已知的那样,现有折叠和交错折叠机器配备有用于使经加工的纸片粘附在辊表面上的系统,以便沿着预先确定的路径引导纸片,从而根据确定的折叠或交错折叠构型来进行折叠。执行上述粘附的系统提供机械钳,或者可选地提供气动抽吸系统。在ep1520819中描述了设置有配备有钳子的折叠单元的交错折叠机器的示例。相反,在ep1457444中描述了配备有设置有气动抽吸系统的折叠或交错折叠辊的折叠单元的示例。上述折叠或交错折叠单元特别适于根据预先确定的折叠或交错折叠构型来折叠或交错折叠经加工的纸片或纸张幅材。在使纸片或纸张幅材折叠的可能方式中,具体而言,已知具有2个面板的“v”形、“l”形交错折叠、具有3个面板的“z”形交错折叠和具有4个面板的“w”形交错折叠。在利用例如在us6228014中所述的类型的所谓“单折叠”机器获得的“l”形或“v”形交错折叠的情况下,纸张幅材被切割以使得形成两个交错的片材序列,然后这两个片材序列被交替地进料到折叠辊。以这种方式,在进行折叠的时刻,来自第一方向的每个片材的一半与来自第二方向的片材的一部分重叠,反之亦然。在通过例如在us3490762中描述的类型的所谓“多折叠”机器获得的“z”形、“w”形交错折叠或还具有更多面板的情况下,加工单个纸张幅材,并且在折叠辊处,已经部分地彼此重叠的片材序列从单个方向到达。如ep1520822中所述,两个后续片材之间的重叠在切割之后立即由传送辊和延迟辊进行,该传送辊和延迟辊一起在前一片材处形成小弯曲,后一片材的一部分位于该前一片材下方。在叠堆与后一叠堆的分离步骤之后,一旦获得包装件的确定的高度或片材数量,就进行包装件的传送步骤,以用于执行任何随后的处理和包裹。具体地,在交错折叠区域的下游通常设置分离构件,诸如脱离指状物或手状物、分离器等,以执行在包装件中形成的叠堆的分离,如例如ep1415945中所述。然后,例如通过排放装置上的一个或多个形成台(特别是斜槽或传送带)传送包装件,以进行随后的操作。具体地,在交错折叠产品的情况下,可将离开交错折叠机器的头部的包装件引导到切割机以形成期望长度的单个包装件,然后将这些单个包装件移动到装纸箱机,该装纸箱机将这些单个包装件堆积在适当的一次性盒中,将这些一次性盒直接分配给使用者。利用这种解决方案通常生产所谓的“面巾纸”产品。另选地,产品可以包装件或绷带夹来分配,如在“手巾”的情况下,该包装件或绷带夹可以被引入具有标准形状的固定分配器内。在这种情况下,通常首先压制交错折叠产品的包装件,然后由覆盖该包装件的带材包裹该包装件,从而形成管状壳体。然后,包裹的圆材被切成单个包装件或夹,然后这些单个包装件或夹已经由带材的对应部分包裹。然而,通常由一个或多个形成台执行的上述排放装置上的传送步骤对机器的生产率速度不利,因为在该阶段,所涉及的部件必须竖直地覆盖几十厘米以能够执行包装件与后一正在形成的叠堆的分离。具体地,当在片材的同一进料速度下生产小高度的包装件时,这意味着包含较少数量的片材,传送刚刚在排放装置上形成的包装件的时间减少。换句话讲,在片材的同一进料速度下,每分钟或机器周期的包装件数量增加,这些包装件必须被分离并从交错折叠机器排放到布置在该交错折叠机器下游的单元。每分钟机器周期的增加意味着形成台和分离器的动力越来越高,因此降低了形成包装件的质量。因此,不可能过度地增加现有技术机器的每分钟周数,因此具有低生产率。此外,再次主要由于形成台必须覆盖以在排放装置上传送已完成的包装件的行程,上述操作对于能量成本和执行其位移的机械部件的磨损都是非常昂贵的。已知解决方案的另一缺点是这种类型的机器的生产刚性,这是由于形成台的预先建立的行程,该行程被刚性地预先设定以在排放装置上传送包装件,不可能生产具有不同高度的包装件。在ep1640305和us2011/158782中描述了具有上述缺点的纸张转换机器的其他示例。
背景技术:
技术实现思路
1、因此,本发明的一个目的是提供一种用于生产由纸张制成的折叠或交错折叠层状产品的包装件,特别是餐巾纸、薄纸、毛巾或类似产品的包装件的机器,该机器能够克服现有技术机器的上述缺点。
2、具体地,本发明的一个目的是提供一种用于生产层状产品的包装件的机器,该机器具有比现有技术机器高的高生产率和生产速度。
3、本发明的另一个目的是提供一种用于生产层状产品的包装件的机器,该机器是高度灵活的,因为能够生产不同高度的包装件。
4、此外,本发明的目的是提供一种用于生产具有类似优点的包装件中的层状产品的方法。
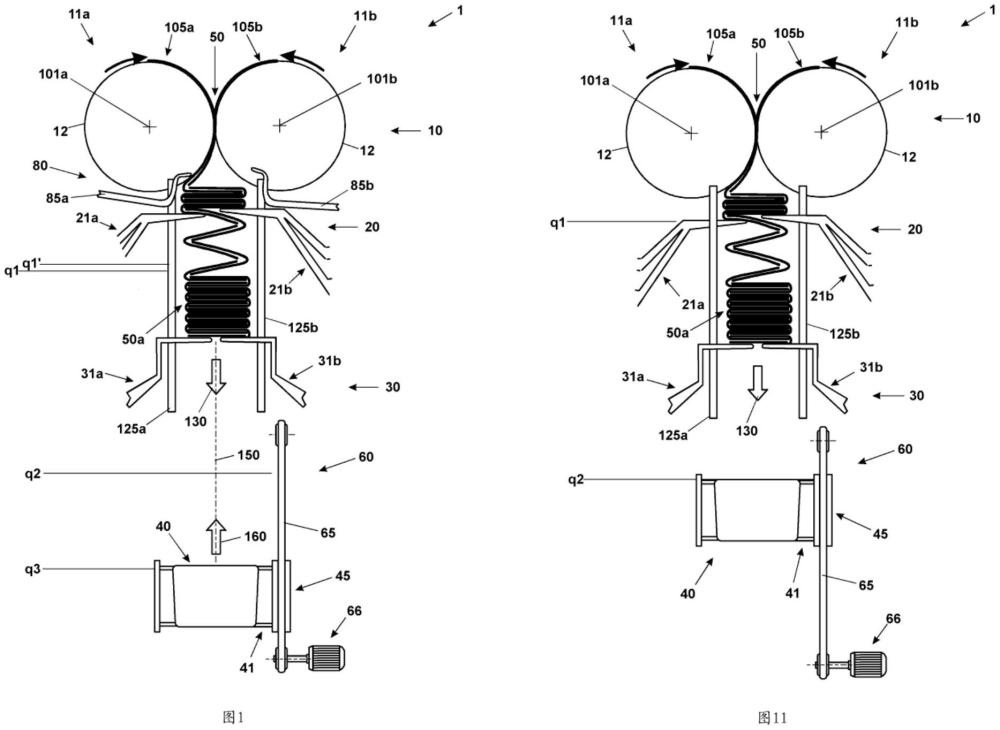
5、这些和其他目的通过一种用于生产由纸张制成的折叠或交错折叠层状产品的包装件,特别是餐巾纸、薄纸、毛巾或类似产品的包装件的机器来实现,所述机器包括:
6、-折叠或交错折叠组,所述折叠或交错折叠组配备有第一折叠或交错折叠辊和第二折叠或交错折叠辊,所述折叠或交错折叠组被构造成将多张纸片折叠或交错折叠,并且在形成通道处根据预先确定的折叠或交错折叠构型获得折叠或交错折叠片材的叠堆,所述叠堆被布置成沿着形成方向、特别是竖直形成方向在高度上增长;
7、-分离组,所述分离组被构造成一旦达到所述正在形成的叠堆的预先确定的高度,就将折叠或交错折叠片材的已完成的叠堆与后一正在形成的叠堆分离,所述后一正在形成的叠堆沿着所述竖直形成方向定位在所述已完成的叠堆上游,所述分离组包括第一分离器构件和第二分离器构件,所述第一分离器构件和所述第二分离器构件被布置成从相对两侧进入所述正在形成的叠堆中以将所述已完成的叠堆与所述后一正在形成的叠堆分离;
8、-传送组,所述传送组被构造成将所述已完成的叠堆传送在排放装置上,所述排放装置被构造成从所述机器排放所述已完成的叠堆;
9、其主要特征在于,还设置位移装置,所述位移装置操作地连接到上述排放装置并且被构造成使排放装置沿着位移方向朝向/从传送组移动。
10、在从属权利要求中阐明本发明和相关实施方案的其他技术特性。
11、具体地,第一分离器构件和第二分离器构件可被布置成一起支撑已完成的叠堆直到预先确定的第一高度(q1)。更具体地,传送组可被布置成从叠堆外部的位置移动到略高于第一高度(q1)的高度(q1')处的支撑位置,由此分离组和传送组被布置成针对在上述高度(q1')与第一高度(q1)之间的短拉伸一起支撑正在形成的叠堆。然后,第一分离器构件和第二分离器构件被布置成离开叠堆,由此,在达到第一高度(q1)之后,传送组继续单独地支撑正在形成的叠堆,从而帮助其增长。
12、具体地,传送组可被布置成支撑位于第一高度(q1)与有利地小于第一高度(q1)的第二高度(q2)之间的正在形成的叠堆。更具体地,在第二高度(q2)处,传送组可被布置成将已完成的叠堆定位在排放装置上。
13、有利地,位移装置可被构造成在工作周期期间(即,在折叠或交错折叠片材的叠堆的形成期间)沿着上述位移方向移动排放装置。
14、具体地,位移装置可被构造成将排放装置从小于预先确定的第二高度(q2)的预先确定的第三高度(q3)移动到预先确定的第二高度(q2),在该预先确定的第二高度处,传送组被布置成将已完成的叠堆排放在排放装置上。
15、有利地,位移装置然后可被布置成移动排放装置以将该排放装置从预先确定的第二高度q2移动到预先确定的第三高度(q3)处,在该预先确定的第三高度处,排放装置被布置成从机器排放已完成的叠堆。
16、在本发明所预见的另选实施方案中,位移装置可被构造成在开始工作周期之前,即在形成折叠或交错折叠片材的上述叠堆之前,将排放装置定位在预先确定的第二高度(q2)处。在这种情况下,排放装置可以有利地被布置成在工作周期期间保持在预先确定的第二高度(q2)处,在该工作周期处,排放装置被布置成从机器排放已完成的叠堆50a。
17、有利地,位移装置可至少包括传动带,所述传动带由电机组操作以沿着平行于所述形成方向的竖直方向移动。
18、具体地,排放装置可被构造成沿着排放方向移动,以使得已完成的叠堆移动远离竖直形成方向。
19、有利地,传送组可包括第一支撑构件和第二支撑构件,该第一支撑构件和第二支撑构件被构造成相对于竖直形成方向从相对两侧在正在形成的叠堆外部的位置与相应支撑位置之间移动,在该相应支撑位置处,该第一支撑构件和第二支撑构件被布置成相对于竖直形成方向从相对两侧支撑正在形成的叠堆的相应部分。
20、有利地,第一支撑构件和第二支撑构件可被构造成沿着竖直方向并沿着水平方向彼此独立地移动。
21、具体地,在第二支撑构件被布置成定位在所述相应支撑位置处之前,第一支撑构件可被构造成沿着横向于已完成的叠堆的方向移动直到超过相应支撑位置,以使得拉伸正在形成的叠堆的从第一分离器和第二分离器突出的至少一部分,然后所述第一支撑构件被适配为缩回直到被定位在相应支撑位置处。更具体地,第二支撑构件可被布置成在第一支撑构件已经拉伸该正在形成的叠堆、每个正在形成的叠堆、其一部分之后被定位在叠堆的相应支撑位置中,以与第一支撑构件一起支撑正在形成的叠堆。
22、优选地,还设置脱离组,所述脱离组包括第一多个脱离构件和第二多个脱离构件,所述第一多个脱离构件和所述第二多个脱离构件被构造成分别作用于所述第一折叠或交错折叠辊和所述第二折叠或交错折叠辊,以将所述片材从相应折叠或交错折叠辊的外侧表面脱离。
23、根据本发明的另一个方面,一种用于生产由纸张制成的折叠或交错折叠层状产品的包装件,特别是餐巾纸、薄纸、毛巾或类似产品的包装件的方法,该方法包括以下步骤:
24、-由配备有第一折叠或交错折叠辊和第二折叠或交错折叠辊的折叠或交错折叠组将多张片材折叠或交错折叠,以便根据预先确定的折叠或交错折叠构型形成折叠或交错折叠片材的叠堆,该叠堆被布置成沿着竖直形成方向在高度上增长;
25、-一旦达到正在形成的叠堆的预先确定的高度,就将折叠或交错折叠片材的已完成的叠堆与后一正在形成的叠堆分离,所述后一正在形成的叠堆沿着所述竖直形成方向定位在所述已完成的叠堆上游,所述分离步骤由第一分离器构件和第二分离器构件执行,所述第一分离器构件和所述第二分离器构件被布置成从相对两侧进入所述正在形成的叠堆中以将所述已完成的叠堆与所述后一正在形成的叠堆分离,所述第一分离器构件和所述第二分离器构件被布置成一起支撑所述正在形成的叠堆;
26、-由传送组将所述已完成的叠堆传送在排放装置上,所述排放装置被构造成从所述机器排放所述已完成的叠堆;
27、-由排放装置从所述机器排放所述已完成的叠堆;
28、其主要特征在于,还提供移动步骤,所述移动步骤由位移装置执行以用于使排放装置沿着位移方向朝向/从传送组移动。
- 还没有人留言评论。精彩留言会获得点赞!