用于识别连接片方向的机构、方法以及上料装置与流程
本发明涉及锂电池制造,特别涉及一种用于识别连接片方向的机构、方法以及上料装置。
背景技术:
1、锂离子电池作为一种清洁的绿色能源,具有工作电压高、比能量高、循环寿命长等优点,目前已广泛应用于储能系统、电动工具、消费类电子设备、电动汽车等。随着锂离子电池的发展,市场对其性能有更高要求。现有的锂电池在装配时需要连接片连接顶盖,以提高顶盖与电芯之间的连接强度。而目前的电池装配工序中,人工放料时,容易将连接片的朝向或正反放错,且由于现有的上料装置无法识别连接片的朝向或正反,因而无法实现自动上料,自动化程度低。
技术实现思路
1、本技术的实施例提供一种用于识别连接片方向的机构、方法以及上料装置,以解决现有技术中连接片的朝向和正反容易放错导致上料装置无法自动识别的技术问题。
2、为了解决上述技术问题,本技术的实施例公开了如下技术方案:
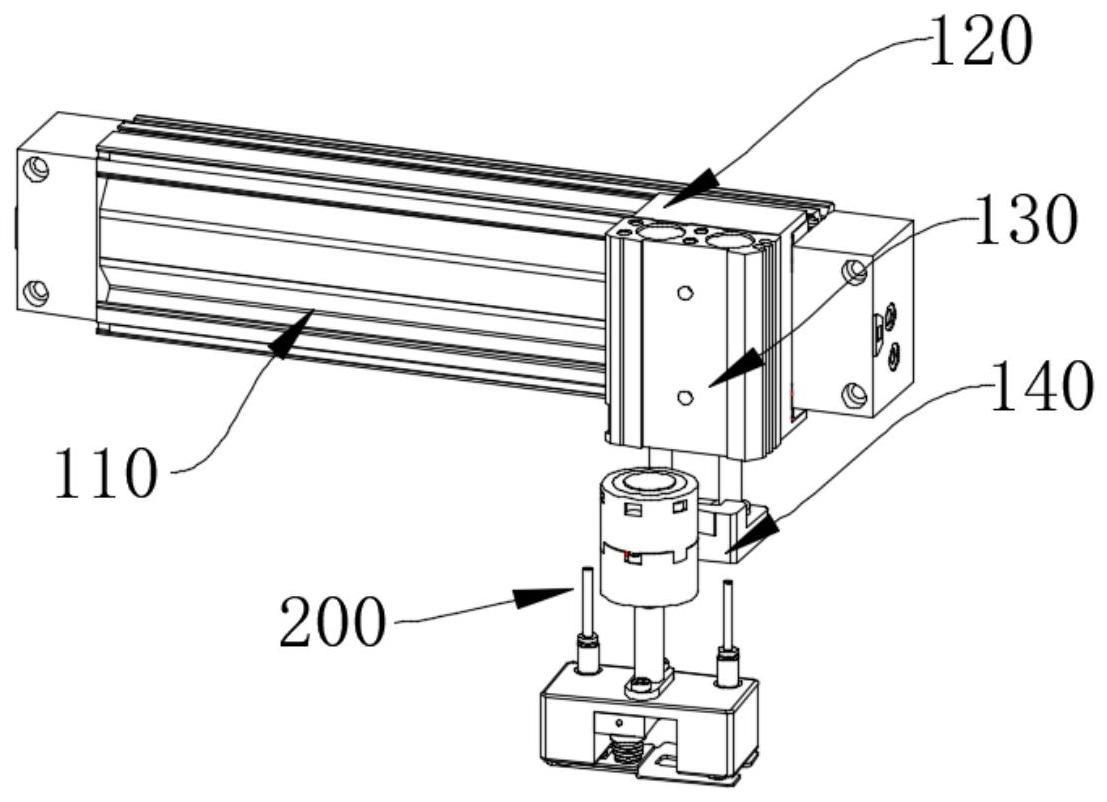
3、第一方面,提供了一种用于识别连接片方向的机构,包括相互连接的移动组件和识别组件;
4、所述识别组件包括:
5、连接台,所述连接台连接于所述移动组件;
6、第一识别部件,所述第一识别部件连接于所述连接台;
7、第二识别部件,所述第二识别部件连接于所述连接台并与所述第一识别部件并排间隔设置;
8、第三识别部件,所述第三识别部件连接于所述连接台并位于所述第一识别部件和所述第二识别部件之间;
9、其中,所述第一识别部件和所述第二识别部件用于识别连接片的朝向,所述第三识别部件用于识别所述连接片的正反。
10、结合第一方面,所述识别组件还包括旋转气缸,所述旋转气缸的一端与所述移动组件固定连接,另一端连接于所述连接台。
11、结合第一方面,所述第一识别部件包括第一吸嘴、第二吸嘴、第三吸嘴和第一真空吸管;所述第一吸嘴、所述第二吸嘴和所述第三吸嘴间隔设于所述连接台远离所述旋转气缸的一侧,所述第一真空吸管设于所述连接台远离所述第一吸嘴的一侧;
12、其中,所述第一真空吸管与所述第一吸嘴、所述第二吸嘴和所述第三吸嘴连通,所述第一真空吸管连接真空泵。
13、结合第一方面,所述第二识别部件包括第四吸嘴、第五吸嘴、第六吸嘴和第二真空吸管;所述第四吸嘴、所述第五吸嘴和所述第六吸嘴间隔设于所述连接台远离所述旋转气缸的一侧,所述第二真空吸管设于所述连接台远离所述第四吸嘴的一侧;
14、其中,所述第二真空吸管与所述第四吸嘴、所述第五吸嘴和所述第六吸嘴连通,所述第二真空吸管连接真空泵。
15、结合第一方面,所述机构具有第一方向x,所述第一吸嘴、所述第二吸嘴和所述第三吸嘴沿第一方向x呈三角形排列;
16、所述第四吸嘴、所述第五吸嘴和所述第六吸嘴沿第一方向x呈三角形排列。
17、结合第一方面,所述第三识别部件包括:
18、压力传感器,固定于连接台;
19、弹簧,所述弹簧固定连接于压力传感器远离旋转气缸的一端。
20、结合第一方面,所述移动组件包括:
21、直线模组;
22、移动块,所述移动块与所述直线模组滑动连接;
23、移动气缸,所述移动气缸与所述移动块固定连接;
24、连接块,所述连接块的一端与所述移动气缸的输出轴固定连接,另一端与所述旋转气缸固定连接。
25、第二方面,提供了一种上料装置,包括如第一方面任一项所述的用于识别连接片方向的机构以及储料框,所述储料框位于所述用于识别连接片方向的机构的一侧,所述连接片交错堆叠于所述储料框中;机构具有与第一方向x垂直的第二方向y,所述连接片沿第二方向y的一端具有缺口,所述连接片沿自身厚度方向的一端具有凸块;
26、其中,所述储料框,包括底座和限位框,所述限位框围绕所述底座,所述限位框远离所述底座的一侧设有开口,所述限位框靠近所述开口处设有高度识别部件,所述底座上设有抬升部件,所述高度识别部件与所述抬升部件电连接。
27、第三方面,提供了一种识别连接片的朝向以及正反的方法,应用于一种用于识别连接片方向的机构,所述机构包括相互连接的移动组件和识别组件,所述识别组件包括:连接台,所述连接台连接于所述移动组件;第一识别部件,所述第一识别部件连接于所述连接台;第二识别部件,所述第二识别部件连接于所述连接台并与所述第一识别部件并排间隔设置;第三识别部件,所述第三识别部件连接于所述连接台并位于所述第一识别部件和所述第二识别部件之间;
28、所述第一识别部件包括第一吸嘴、第二吸嘴和第三吸嘴,所述第一吸嘴、所述第二吸嘴和所述第三吸嘴间隔设于所述连接台;
29、所述第二识别部件包括第四吸嘴、第五吸嘴和第六吸嘴,所述第四吸嘴、所述第五吸嘴和所述第六吸嘴间隔设于所述连接台;
30、所述第三识别部件包括连接于所述连接台的压力传感器;
31、所述方法包括如下步骤:
32、获取第一吸嘴、第二吸嘴和第三吸嘴在吸取连接片时的真空度数值记为第一真空度数值;
33、获取第四吸嘴、第五吸嘴和第六吸嘴在吸取所述连接片时的真空度数值记为第二真空度数值;
34、获取压力传感器的压力数值;
35、根据所述第一真空度数值和所述第二真空度数值判断连接片的朝向;
36、根据所述压力数值,判断所述连接片的正反。
37、结合第三方面,所述第一识别部件还包括第一真空吸管,所述第一真空吸管设于所述连接台远离所述第一吸嘴的一侧,且所述第一真空吸管与所述第一吸嘴、所述第二吸嘴和所述第三吸嘴均连通,所述第一真空吸管连接真空泵;
38、所述移动组件包括连接于所述连接台的移动气缸;
39、所述第一真空度数值的获取步骤具体包括:
40、移动气缸带动第一吸嘴、第二吸嘴和第三吸嘴向下移动直至接触所述连接片;
41、真空泵抽取第一真空吸管内的空气以吸取所述连接片,并将此时第一真空吸管内的真空度的数值记录为第一真空度数值。
42、结合第三方面,所述第二识别部件还包括第二真空吸管,所述第二真空吸管设于所述连接台远离所述第四吸嘴的一侧,所述第二真空吸管与所述第四吸嘴、所述第五吸嘴和所述第六吸嘴均连通,所述第二真空吸管连接真空泵;
43、所述第二真空度数值的获取步骤具体包括:
44、移动气缸带动第四吸嘴、第五吸嘴和第六吸嘴向下移动直至接触所述连接片;
45、真空泵抽取第二真空吸管内的空气以吸取所述连接片,并将此时第二真空吸管内的真空度的数值记录为第二真空度数值。
46、结合第三方面,所述机构具有第二方向(y),所述连接片沿所述第二方向(y)的一端具有缺口;
47、根据第一真空度数值和第二真空度数值判断所述连接片的朝向的方法包括:
48、将所述第一真空度数值和所述第二真空度数值进行比较;
49、若所述第一真空度数值大于所述第二真空度数值,则所述连接片的缺口朝向所述第二识别部件;
50、若所述第一真空度数值小于所述第二真空度数值,所述连接片的缺口朝向所述第一识别部件;
51、或者,将所述第一真空度数值和所述第二真空度数值与真空度阈值进行比较;
52、若所述第一真空度数值等于真空度阈值或所述第二真空度数值小于真空度阈值,则所述连接片的所述缺口朝向所述第二识别部件;
53、若所述第一真空度数值小于真空度阈值或所述第二真空度数值等于真空度阈值,则所述连接片的所述缺口朝向所述第一识别部件。
54、结合第三方面,所述连接片沿自身厚度方向的一端具有凸块;
55、根据所述压力数值,判断所述连接片的正反的方法包括:
56、将压力数值与压力阈值比较;
57、若压力数值大于压力阈值,则所述连接片的凸块朝向所述压力传感器;
58、若压力数值小于或等于压力阈值,所述连接片的凸块背离所述压力传感器。
59、结合第三方面,所述移动组件还包括连接于所述移动气缸的直线模组;所述识别组件还包括旋转气缸,所述旋转气缸的一端与所述移动气缸固定连接,另一端连接于所述连接台;
60、在所述根据所述第一真空度数值和所述第二真空度数值判断所述连接片的朝向,以及所述根据所述压力数值,判断所述连接片的正反的步骤之后,还包括:
61、当所述连接片的所述凸块以及所述缺口的朝向均不符合设定时,通过直线模组带动所述连接片移动至调整工位;
62、当所述连接片的所述凸块的朝向不符合设定,但所述缺口的朝向符合设定时,通过直线模组带动所述连接片移动至调整工位;
63、当所述连接片的所述凸块的朝向符合设定,但所述缺口的朝向不符合设定时,通过所述旋转气缸带动所述连接片旋转进行位置调整,调整完成后,通过所述直线模组将所述连接片移动至加工工位;
64、当所述连接片的所述凸块以及所述缺口的朝向均符合设定时,通过所述直线模组将所述连接片移动至加工工位。
65、上述技术方案中的一个技术方案具有如下优点或有益效果:
66、本技术提供的一种用于识别连接片方向的机构,包括相互连接的移动组件和识别组件;识别组件包括:连接台,连接台连接于移动组件;第一识别部件,第一识别部件连接于所述连接台;第二识别部件,第二识别部件连接于连接台并与第一识别部件并排间隔设置;第三识别部件,第三识别部件连接于连接台并位于第一识别部件和第二识别部件之间;其中,第一识别部件和第二识别部件用于识别连接片的朝向,第三识别部件用于识别连接片的正反。该装置通过第一识别部件和第二识别部件来识别连接片的朝向,再通过第三识别部件结合连接片的朝向来判断连接片的正反,通过三个部件可以识别连接片的四种位置状态。
- 还没有人留言评论。精彩留言会获得点赞!