自动化分体式套丝钢筋半成品运输车及其使用方法与流程
本发明涉及建筑用钢筋自动化生产领域,尤其是涉及一种自动化分体式套丝钢筋半成品运输车及其使用方法。
背景技术:
1、在桥梁建设中,套丝钢筋半成品是最常用的钢筋半成品类型之一,常在钢筋加工厂内通过套丝钢筋生产线进行生产。通常,套丝钢筋生产线的接料架可同时接纳的套丝钢筋半成品数量有限,因此在生产过程中,生产线同一批次加工的套丝钢筋半成品数量往往取决于接料架可同时容纳的数量。当一批次套丝钢筋半成品加工完成后,需人工将该批次钢筋半成品通过行车吊运至对应的套丝钢筋半成品的储存料架内,从而结束一批次套丝钢筋半成品的厂内生产。
2、现有套丝钢筋半成品生产线已经可以完成从原料到半成品的全部自动化加工,极大地减轻了工人的劳动强度并提升了生产效率,因此上述套丝钢筋半成品厂内生产流程中,主要依靠人工操作的工序集中在钢筋半成品从生产线到储存料架之间的吊运过程,主要缺点如下:
3、(1)当一批次套丝钢筋半成品生产后,后续吊运过程需要人工全程参与,生产线实际上处于待机状态。由于钢筋厂内行车的运行速度往往较为缓慢,且成批次的钢筋半成品结构较柔、重量较大,因此在挂钩行车过程中需要使用专用吊具或钢丝绳进行临时固定,从而容易造成生产线处于较长时间的闲置,造成了生产效率的降低,且无形中增加了工人的劳动频次和强度;
4、(2)在工程建设中,出于安全和规范化管理的需求,行车起重机往往需要工人持有相关操作证书才能进行操控,而目前大多数工人并无此证书,传统吊运方式无形中增加了对工人的技能要求,进而提高了用人成本;
5、(3)钢筋厂内的行车往往需要服务于多个工位,因此在套丝钢筋半成品吊运时会存在其他工位行车正在使用的情况,此时需要等待行车,进一步地造成了生产时间的减少,影响了生产效率。
6、综上所述,现有套丝钢筋半成品吊运方式依旧为人工操作,存在着自动化程度低、生产与吊运不匹配等现象,造成了生产时间不能保证、生产效率降低、工人劳动频次和劳动强度较大等问题。故此,提出一种自动化分体式套丝钢筋半成品运输车及其使用方法,旨在改变传统方式,通过专用自动化运输车完成套丝钢筋半成品从接料架到储料架组之间的运转工作,且全程无需人工干预,降低了工人的劳动频次和强度,同时使套丝钢筋生产线可持续生产,进而提高生产效率,进一步提升钢筋加工厂生产的自动化、智能化。
技术实现思路
1、本发明提供了一种自动化分体式套丝钢筋半成品运输车及其使用方法,解决了套丝钢筋半成品转运效率低的问题。
2、为解决上述技术问题,本发明所采用的技术方案是:一种自动化分体式套丝钢筋半成品运输车,包括分体式接料架组、分体式运输车组和储料架组,分体式接料架组和储料架组之间设有行走路径,分体式运输车组沿行走路径往返分体式接料架组和储料架组之间。
3、优选的方案中,分体式接料架组包括多个呈一字间隔排列的接料架模块,接料架模块包括接料架底座,接料架底座上设有可升降的料架。
4、优选的方案中,分体式运输车组包括多个呈一字间隔排列的运输模块车,运输模块车包括车身,车身上设有可升降的车架,车身下端至少四角设有行走总成,行走总成包括可水平转向的行走轮。
5、优选的方案中,行走总成还包括下端支腿,下端支腿设有可转动的支腿转轴,行走轮设在支腿转轴下端,支腿转轴上设有回转驱动总成,回转驱动总成包括相互啮合的蜗轮和蜗杆,蜗轮与支腿转轴套接,蜗杆一侧设有可转动的转向电机,行走轮轴端设有行走电机。
6、优选的方案中,车架设有v型结构的导向挡架,导向挡架靠近底端设有缓冲搁板,缓冲搁板用于放置套丝钢筋半成品,车架上设有多个弹簧,各弹簧上端抵靠缓冲搁板下端面,缓冲搁板两端设有衔接板,衔接板一端与缓冲搁板铰接,衔接板另一端抵靠在导向挡架的斜导向面上。
7、优选的方案中,磁柱靠近导向挡架的斜导向面的一端设有磁柱。
8、优选的方案中,储料架组包括挡板,挡板一侧设有多个呈一字间隔排列的架体,架体远离挡板的一端较低。
9、优选的方案中,行走总成上设有uwb模块、正向红外传感器模块和侧向红外传感器模块,正向红外传感器模块和侧向红外传感器模块用于识别行走路径。
10、优选的方案中,行走总成上还设有正向激光测距仪和侧向激光测距仪,正向激光测距仪和侧向激光测距仪用于检测运输模块车到生产线下料机构、分体式接料架组和储料架组的距离。
11、包括生产方法:套丝钢筋半成品生产完毕后,各接料架模块的料架上升,生产线下料机构将套丝钢筋半成品拨送至各接料架模块的料架上;
12、各运输模块车沿行走路径行走,侧向红外传感器模块对行走路径进行识别,同时侧向激光测距仪检测各运输模块车与生产线下料机构的距离保持各运输模块车的同步性;
13、运输模块车行走至套丝钢筋半成品下方后停止,uwb模块进行位置检测和反馈;
14、各接料架模块的料架下降;
15、各运输模块车的车架上升抬起套丝钢筋半成品;
16、分体式运输车组沿行走路径整体移动,侧向红外传感器模块对行走路径进行识别,侧向激光测距仪检测各运输模块车与生产线下料机构的距离以使各运输模块车同步行走;
17、运输模块车行走至设定位置时,uwb模块进行位置检测和反馈,各接料架模块的料架抬升对接下一批套丝钢筋半成品;
18、各运输模块车整体转向,分体式运输车组整体沿行走路径向储料架组行走,正向红外传感器模块对行走路径进行识别,正向激光测距仪检测各运输模块车之间的间距,uwb模块进行检测和反馈,使分体式运输车组整体停止至指定位置;
19、各运输模块车整体转向并向储料架组行走,侧向激光测距仪、侧向红外传感器模块和uwb模块工作,使各运输模块车停止到各架体一侧;
20、各运输模块车的车架下降,将套丝钢筋半成品放置在储料架组上;
21、分体式运输车组沿行走路径原路返回并重复下一批套丝钢筋半成品的转运。
22、本发明的有益效果为:基于多传感器组合的自行走控制系统,结合钢筋厂云平台,通过地面运输的方式将生产线接料架处的套丝钢筋半成品自动运转至储存架处,取代了该环节的人工操作,降低了工人的劳动强度,同时提高了套丝钢筋生产线的生产时间,提高了套丝钢筋半成品的生产效率,提升了钢筋加工厂生产的自动化、智能化,使钢筋加工厂的无人化发展更进一步;采用分体式的运输车组,配合分体式接料架组和分体式储料架组转运套丝钢筋半成品,使用灵活,对场地平整度要求低,并且也降低了装置的制造和组装难度,降低了设备成本。
技术特征:
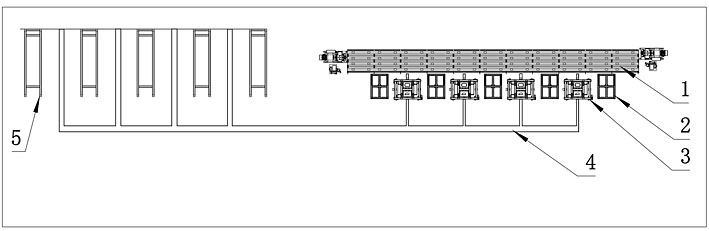
1.一种自动化分体式套丝钢筋半成品运输车,其特征是:包括分体式接料架组(2)、分体式运输车组(3)和储料架组(5),分体式接料架组(2)和储料架组(5)之间设有行走路径(4),分体式运输车组(3)沿行走路径(4)往返分体式接料架组(2)和储料架组(5)之间。
2.根据权利要求1所述自动化分体式套丝钢筋半成品运输车,其特征是:分体式接料架组(2)包括多个呈一字间隔排列的接料架模块(6),接料架模块(6)包括接料架底座(601),接料架底座(601)上设有可升降的料架(603)。
3.根据权利要求1或2任意一项所述自动化分体式套丝钢筋半成品运输车,其特征是:分体式运输车组(3)包括多个呈一字间隔排列的运输模块车(7),运输模块车(7)包括车身(703),车身(703)上设有可升降的车架(705),车身(703)下端至少四角设有行走总成(701),行走总成(701)包括可水平转向的行走轮(716)。
4.根据权利要求3所述自动化分体式套丝钢筋半成品运输车,其特征是:行走总成(701)还包括下端支腿,下端支腿设有可转动的支腿转轴(720),行走轮(716)设在支腿转轴(720)下端,支腿转轴(720)上设有回转驱动总成(702),回转驱动总成(702)包括相互啮合的蜗轮(717)和蜗杆(718),蜗轮(717)与支腿转轴(720)套接,蜗杆(718)一侧设有可转动的转向电机(719),行走轮(716)轴端设有行走电机(721)。
5.根据权利要求4所述自动化分体式套丝钢筋半成品运输车,其特征是:车架(705)设有v型结构的导向挡架(715),导向挡架(715)靠近底端设有缓冲搁板(9),缓冲搁板(9)用于放置套丝钢筋半成品(8),车架(705)上设有多个弹簧(903),各弹簧(903)上端抵靠缓冲搁板(9)下端面,缓冲搁板(9)两端设有衔接板(901),衔接板(901)一端与缓冲搁板(9)铰接,衔接板(901)另一端抵靠在导向挡架(715)的斜导向面上。
6.根据权利要求5所述自动化分体式套丝钢筋半成品运输车,其特征是:磁柱(902)靠近导向挡架(715)的斜导向面的一端设有磁柱(902)。
7.根据权利要求1所述自动化分体式套丝钢筋半成品运输车,其特征是:储料架组(5)包括挡板(501),挡板(501)一侧设有多个呈一字间隔排列的架体(502),架体(502)远离挡板(501)的一端较低。
8.根据权利要求3所述自动化分体式套丝钢筋半成品运输车,其特征是:行走总成(701)上设有uwb模块(714)、正向红外传感器模块(711)和侧向红外传感器模块(712),正向红外传感器模块(711)和侧向红外传感器模块(712)用于识别行走路径(4)。
9.根据权利要求8所述自动化分体式套丝钢筋半成品运输车,其特征是:行走总成(701)上还设有正向激光测距仪(704)和侧向激光测距仪(707),正向激光测距仪(704)和侧向激光测距仪(707)用于检测运输模块车(7)到生产线下料机构(1)、分体式接料架组(2)和储料架组(5)的距离。
10.根据权利要求9所述自动化分体式套丝钢筋半成品运输车的使用方法,其特征是:套丝钢筋半成品(8)生产完毕后,各接料架模块(6)的料架(603)上升,生产线下料机构(1)将套丝钢筋半成品(8)拨送至各接料架模块(6)的料架(603)上;
技术总结
本申请提供一种自动化分体式套丝钢筋半成品运输车及其使用方法,包括分体式接料架组、分体式运输车组和储料架组,分体式接料架组和储料架组之间设有行走路径,分体式运输车组沿行走路径往返分体式接料架组和储料架组之间,改变了套丝钢筋半成品传统的转运方式,解决了套丝钢筋半成品转运效率低的问题。
技术研发人员:朱明清,程茂林,董奇峰,肖浩,纪晓宇,涂同珩,李冬冬,潘道辉,夏昊,刘修成,吴中正,张益鹏,程雪聪
受保护的技术使用者:中交第二航务工程局有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!