捆绑不锈钢波纹散堆填料自动生产线的制作方法
本发明涉及波纹散堆填料生产,具体为捆绑不锈钢波纹散堆填料自动生产线。
背景技术:
1、波纹填料的种类:主要有陶瓷,网状,复合波,正弦错位波,梯形斜波,斜梯波,s波,tg-10,t20,大m波,全梯波,双向波,蜂窝斜管填料,收水器,喷头等种类。伺服电机是指在伺服系统中控制机械元件运转的发动机,是一种补助马达间接变速装置。
2、伺服电机可以控制速度,位置精度非常准确,可以将电压信号转化为转矩和转速以驱动控制对象。伺服电机转子转速受输入信号控制,并能快速反应,在自动控制系统中,用作执行元件,且具有机电时间常数小、线性度高等特性,可把所收到的电信号转换成电动机轴上的角位移或角速度输出。分为直流和交流伺服电动机两大类,其主要特点是,当信号电压为零时无自转现象,转速随着转矩的增加而匀速下降。伺服电机用处很多,往往也会在送料装置中进行应用。对于波纹散堆填料自动生产线中进行送料运输中,现有的装置往往通过电脑控制伺服电机的转速,一旦出现损坏,维修十分不便,而且整套系统成本较高,不适合中小型企业。
技术实现思路
1、本发明提供了如下技术方案:
2、捆绑不锈钢波纹散堆填料自动生产线,包括:
3、伺服电机,旋转部安装有第一传动轮和第二传动轮;
4、送料盘,设置在伺服电机的顶端,所述送料盘移动到底端时与伺服电机的旋转部连接,所述送料盘移动到顶端时活动连接有第一驱动组件;
5、上料组件,活动连接有第一传动轮,所述上料组件第一平移组件的移动周期与送料盘旋转四分之一周的周期相同;
6、第一驱动组件,活动连接有第二传动轮,所述第一驱动组件第二平移组件的移动周期与送料盘旋转一周的周期相同;
7、第二驱动组件,活动连接有第一驱动组件,所述第二驱动组件第三平移组件的移动周期与送料盘旋转一周的周期相同;
8、加工设备,设置在送料盘的上方一侧;
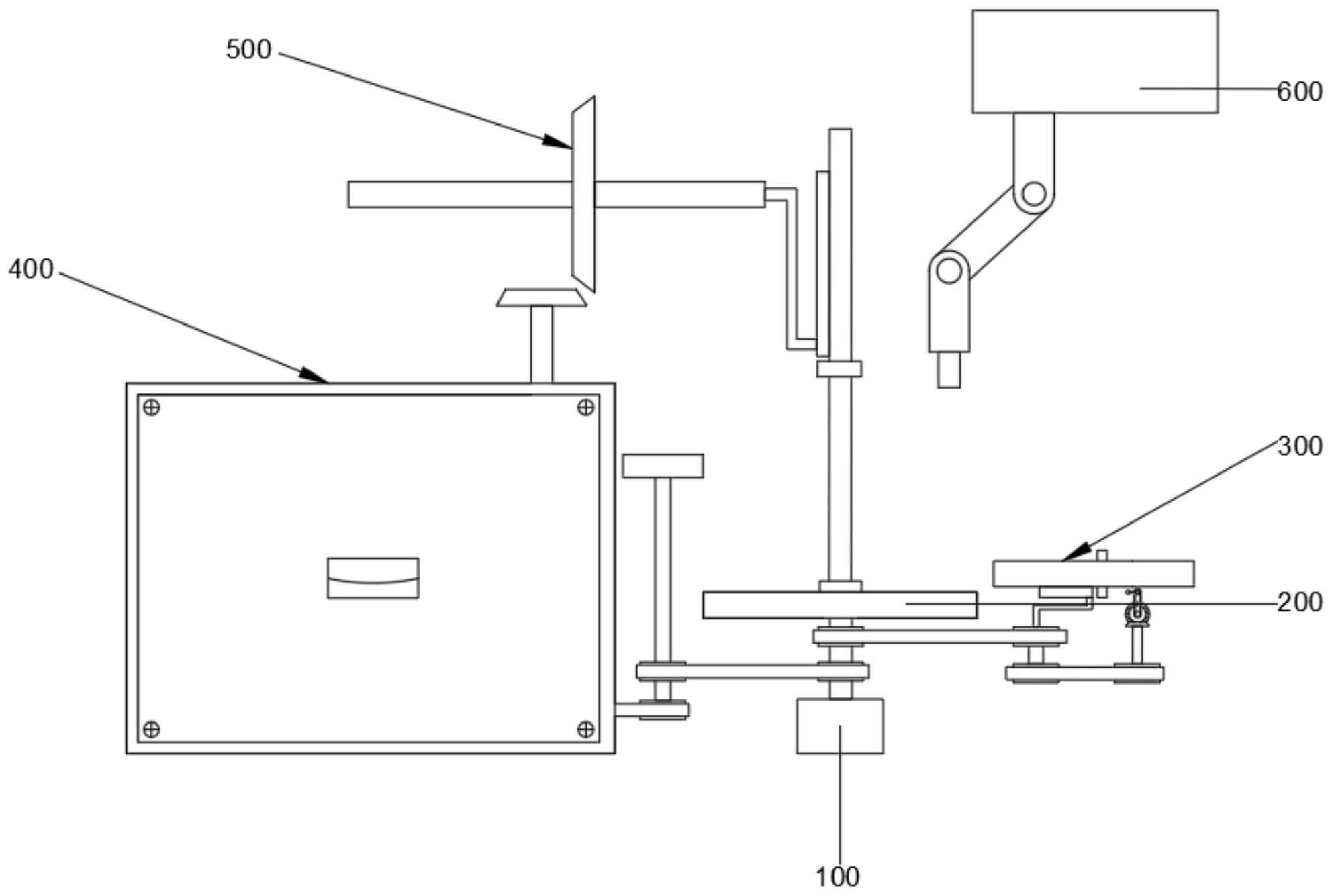
9、所述伺服电机通过加工设备上的控制组件配合设置,所述控制组件包括控制盒,控制盒内滑动设有控制齿条,控制齿条与连接绳连接,连接绳与加工设备连接,控制齿条通过稳定块与稳定槽滑动设置,控制齿条啮合有齿轮,齿轮与动力齿啮合设置,所述动力齿一侧设有动力滑柱,动力滑柱穿过套筒连接有控制动触片,控制动触片与控制静触片接触,用于伺服电机的触动设置。
10、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述伺服电机的旋转部顶端安装有齿头,所述送料盘的底端中心开设有齿槽,所述齿头与齿槽相互卡合。
11、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述上料组件包括第一传动组件、第一平移组件、上料管和拨动组件,所述第一传动组件包括第三传动轮、第一传动带、第四传动轮、第一连接轴、第五传动轮和第二传动带,所述第一传动轮通过第一传动带连接有第三传动轮,所述第三传动轮通过第一连接轴连接有第四传动轮,所述第四传动轮通过第二传动带连接有第五传动轮,所述第三传动轮的顶端活动连接有第一平移组件,所述第一平移组件上安装有上料管,所述第五传动轮的顶端活动连接有拨动组件。
12、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述上料管的底端通过旋转关节连接有推板,所述推板的下方设置有拨动组件,所述拨动组件包括第二连接轴、第一锥齿轮、第二锥齿轮、第一传动杆、第三传动带、第二传动杆和拨动锤,所述第二连接轴的底端连接有第五传动轮,所述第二连接轴的顶端连接有第一锥齿轮,所述第一锥齿轮垂直的活动连接有第二锥齿轮,所述第二锥齿轮的前面壁安装有第一传动杆,所述第一传动杆通过第三传动带活动连接有第二传动杆,所述第二传动杆的侧壁上安装有拨动锤。
13、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述第一驱动组件包括第二传动组件、驱动齿轮、减速组件、第二平移组件、第二轴承、第三锥齿轮和第四锥齿轮,所述第二传动组件包括第四传动带、第六传动轮、第三连接轴、第七传动轮、第五传动带、第八传动轮、第四连接轴、第九传动轮、第六传动带,所述第二传动轮通过第四传动带活动连接有第六传动轮,所述第六传动轮通过第三连接轴连接有第七传动轮,所述第七传动轮通过第五传动带活动连接有第八传动轮,所述第八传动轮通过第四连接轴连接有第九传动轮,所述第九传动轮通过第六传动带连接有减速组件,所述减速组件的顶端连接有第二平移组件,所述第二平移组件的一端通过第二轴承安装有第三锥齿轮,所述第三连接轴的顶端安装有驱动齿轮,所述驱动齿轮与送料盘的外壁相互啮合连接,所述第四锥齿轮垂直活动连接有第三锥齿轮。
14、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述减速组件包括第一减速齿轮、第二减速齿轮、第三减速齿轮和第四减速齿轮,所述第一减速齿轮通过第六传动带连接有第九传动轮,所述第一减速齿轮上部的小齿轮活动连接有第二减速齿轮,所述第二减速齿轮上部的小齿轮活动连接有第三减速齿轮,所述第三减速齿轮上部的小齿轮活动连接有第四减速齿轮,所述第四减速齿轮的顶端连接有第二平移组件。
15、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述第二驱动组件包括第五锥齿轮、第六连接轴、第六锥齿轮、第七锥齿轮、第七连接轴、第三平移组件和第八连接轴,所述第五锥齿轮垂直的活动连接有第四锥齿轮,所述第五锥齿轮通过第六连接轴连接有第六锥齿轮,所述第六锥齿轮垂直的活动连接有第七锥齿轮,所述第七锥齿轮通过第七连接轴连接有第三平移组件,所述第三平移组件上连接有第八连接轴,所述第八连接轴的底端通过第一轴承连接有送料盘。
16、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述第一平移组件包括第一偏心杆、第一导向框和第一限位圈,所述第一偏心杆的底端连接有第三传动轮,所述第一偏心杆的顶端活动连接有第一导向框,所述第一导向框安装在上料管上,且所述上料管活动连接在第一限位圈内部;
17、所述第二平移组件包括第二偏心杆、第二导向框和第二限位圈,所述第二偏心杆的底端连接有第四减速齿轮,所述第二偏心杆的顶端活动连接有第二导向框,所述第二导向框安装在第五连接轴上,且所述第五连接轴活动连接在第二限位圈内部;
18、所述第三平移组件包括第三偏心杆、第三导向框和第三限位圈,所述第三偏心杆的底端连接有第七连接轴,所述第三偏心杆的顶端活动连接有第三导向框,所述第三导向框安装在第八连接轴上,且所述第八连接轴活动连接在第三限位圈内部。
19、作为本发明所述的基于伺服电机驱动的送料装置的一种优选方案,其中:所述第一驱动组件的外部设置有保护框,且保护框的前面壁安装有维修板,所述维修板的前面壁开设有扣拉槽。
20、捆绑不锈钢波纹散堆填料自动生产线的送料方法,包括如下步骤:
21、s1:通过打开伺服电机,伺服电机带动第一传动组件,第一传动组件带动第一平移组件移动,第一平移组件带动上料管平移进行上料,并且通过伺服电机带动送料盘旋转一周时,上料管在送料盘的四个象限点处进行上料,同时伺服电机电动拨动组件拨动上料管内的物料;
22、s2:在送料盘旋转一圈后,通过伺服电机带动第一驱动组件,第一驱动组件通过减速组件带动第二平移组件移动,第二平移组件带动第五连接轴移动,第五连接轴推动第三锥齿轮到第四锥齿轮和第五锥齿轮之间,使得第四锥齿轮和第五锥齿轮连通,从而通过伺服电机通过第二驱动组件带动第三平移组件移动,第三平移组件带动第八连接轴向上移动,从而带动送料盘向上移动;
23、s3:送料盘向上移动到末端后,驱动齿轮与送料盘的外壁啮合,带动送料盘旋转,并使送料盘带动物料依次旋转到下一级的加工设备上,然后再通过第三平移组件带动送料盘复位。
24、与现有技术相比,本发明的有益效果是:
25、1、能够通过伺服电机提供全程动力,自动带动物料完成水平上料到垂直输送的全过程,全程不需要电脑进行操作,成本较低,便于维护更换。
26、2、通过伺服电机带动第一驱动组件,第一驱动组件通过减速组件带动第二平移组件移动,第二平移组件带动第五连接轴移动,第五连接轴推动第三锥齿轮到第四锥齿轮和第五锥齿轮之间,使得第四锥齿轮和第五锥齿轮连通,从而通过伺服电机通过第二驱动组件带动第三平移组件移动,第三平移组件带动第八连接轴向上移动,从而带动送料盘向上移动。
27、3、送料盘向上移动到末端后,驱动齿轮与送料盘的外壁啮合,带动送料盘旋转,并使送料盘带动物料依次旋转到下一级的加工设备上,然后再通过第三平移组件带动送料盘复位。
28、4、加工设备工作时,带动连接绳拉动,从而带动控制齿条移动,继而实现齿轮转动,进而动力齿带动动力滑柱移动,进而穿过套筒带动控制动触片与控制静触片接触配合,从而实现伺服电机的运转,从而配合第一驱动组件用于驱动第二驱动组件,在送料盘每旋转一圈时驱动第二驱动组件,第二驱动组件用于带动送料盘上下移动,在送料盘每旋转一圈时,驱动送料盘上下移动一次,提高了工作效率。
- 还没有人留言评论。精彩留言会获得点赞!