一种异型烟分拣双入口包装机的制作方法
本发明涉及包装设备,特别涉及一种异型烟分拣双入口包装机。
背景技术:
1、在烟生产制造工厂中,有的产品是将多个不同种类的烟放在一起,然后进行包装以及密封,现有包装方式是通过人工将多个不同种类的烟放到一起,再使用pe膜包装好并放入热缩炉进行塑封。虽然通过人工包装能保证产品被加工出来,但是,这个过程会耗费工作人员大量时间和体力且效率也比较低。
2、因此,目前亟需一种异型烟分拣双入口包装机,解决通过人工将多个不同烟包装后并放入热缩炉进行塑封会耗费工作人员大量时间和体力以及效率低下的问题。
技术实现思路
1、本发明的目的在于:提供一种异型烟分拣双入口包装机,解决通过人工将多个不同烟包装后并放入热缩炉进行塑封会耗费工作人员大量时间和体力以及效率低下的问题。
2、为了实现上述发明目的,本发明提供了以下技术方案:
3、一种异型烟分拣双入口包装机,包括:
4、主输送机构,所述主输送机构上呈间隔分布设置有隔板,所述主输送机构的两侧分别设置有用于向相邻隔板之间传递烟盒的第一输送装置和第二输送装置;
5、套膜封切机构,所述套膜封切机构设置在所述主输送机构的输出端,用于对所述主输送机构中传递的烟盒进行包装;
6、推动组件,所述推动组件设置在所述主输送机构的输出端,用于将主输送机构中的烟推入所述套膜封切机构中;
7、热缩组件,用于对套膜封切机构中出来的包装结构进行塑封,该热缩组件包括热缩炉和第三输送装置,第三输送装置设置在所述主输送机构的输出端,所述热缩炉处于所述第三输送装置上。
8、进一步的,所述套膜封切机构包括第一支撑架、第二支撑架、切刀组件、压紧组件和用于放置滚筒状pe膜并使其转动的支撑及驱动组件;
9、所述第一支撑架和第二支撑架分别设置在所述主输送机构的两侧,所述支撑及驱动组件设置在第一支撑架上,所述切刀组件和压紧组件设置在第二支撑架上,所述切刀组件与压紧组件呈间隔设置,所述切刀组件与压紧组件处于所述第三输送装置上方;
10、还包括用于控制pe膜传递方向的限位组件,所述限位组件设置在第二支撑架上。
11、进一步的,所述支撑及驱动组件包括驱动电机、第一转轴和第二转轴,所述第一转轴和第二转轴可转动设置在第一支撑架上,所述第一转轴与第二转轴相平行设置,所述驱动电机的主轴通过链条与第一转轴和第二转轴连接。
12、进一步的,所述压紧组件包括第一气缸和压板,所述第一气缸的主轴与压板连接,所述第一气缸设置在第二支撑架上。
13、进一步的,所述切刀组件包括气缸和切刀,所述第二气缸设置在第二支撑架上,所述切刀与第二气缸的主轴连接。
14、进一步的,所述限位组件包括第一滚筒、第二滚筒和u型杆,所述第一滚筒和第二滚筒平行设置在所述第二支撑架上,所述第一滚筒与第二滚筒形成有供pe膜通过的第一间隙,所述u型杆固定于所述第二支撑架上,所述u型杆与第二支撑架形成有供pe膜通过的第二间隙。
15、进一步的,所述推动组件包括第三气缸和推板,所述第三气缸设置在所述第一支撑架上,所述推板与第三气缸的主轴连接。
16、进一步的,所述第一输送装置包括第一缓冲输送带和用于将第一缓冲输送带中所传递的烟盒推入所述主输送机构的第一推动组件;
17、所述第一缓冲输送带的输出端靠近所述主输送机构,所述第一推动组件设置在第一缓冲输送带与主输送机构之间。
18、进一步的,所述第二输送装置包括第二缓冲输送带和用于将第二缓冲输送带中的烟盒推入所述主输送机构中的第二推动组件;
19、所述第二缓冲输送带的输出端靠近所述主输送机构,所述第二推动组件处于所述第二缓冲输送带与主输送机构之间。
20、进一步的,所述第二缓冲输送带上设置有用于控制进入主输送机构中烟数量的阻挡装置。
21、本发明与现有技术相比,具有如下的优点和有益效果:
22、本发明在实际使用时,待包装的多个烟盒通过第一输送装置和第二输送装置堆叠在主输送机构的两隔板之间后,来到推动组件处,被推动组件推入套膜封切机构中包装好,最后通过第三输送装置传递进入热缩炉中进行塑封。与人工使用pe膜对多个堆叠好的烟盒进行包装后,然后放入热缩炉中进行塑封相比,使用本发明可以帮助工作人员节省工作时间和体力以及提高工作效率。
23、附图说明
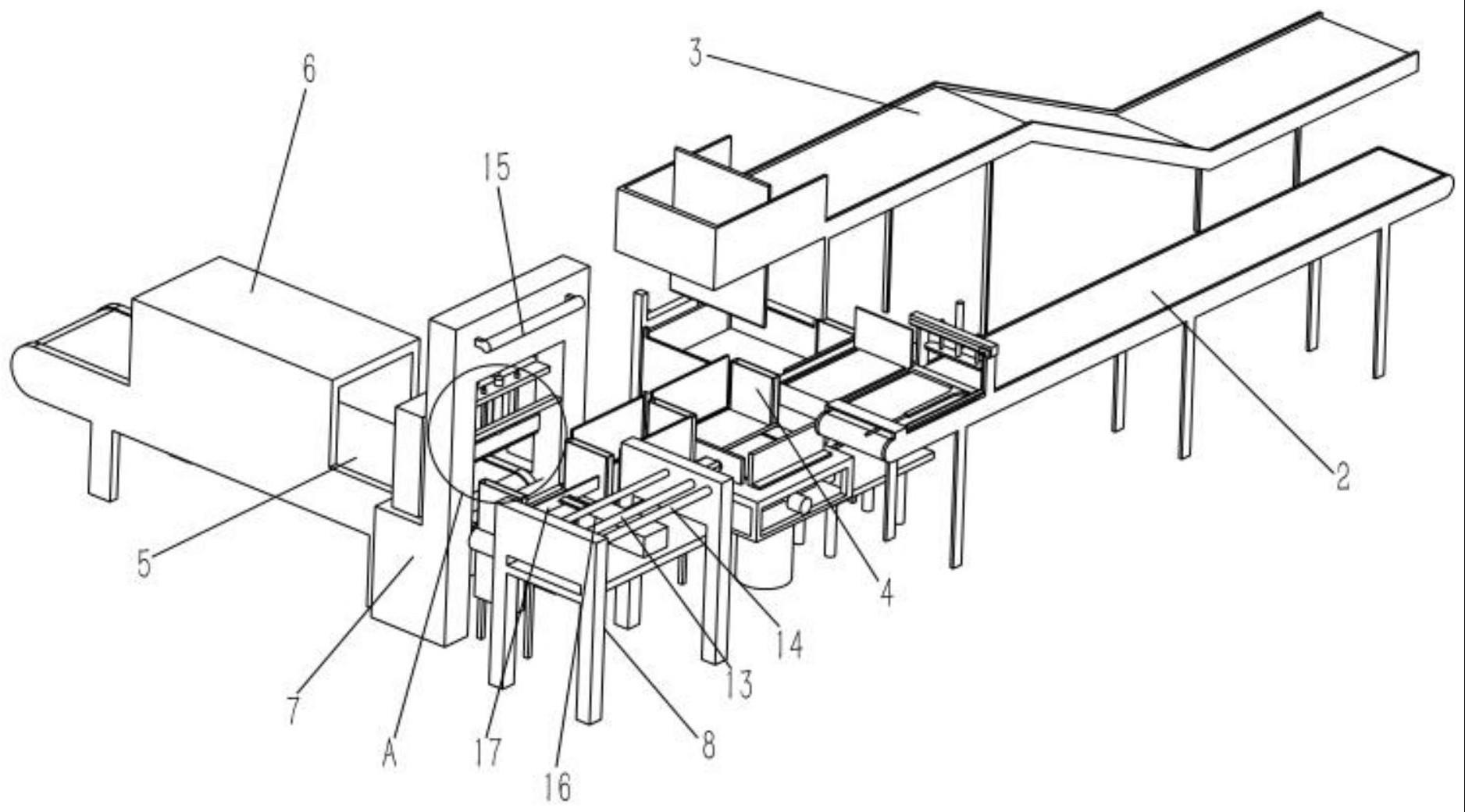
24、图1为本发明的整体结构一视角示意图;
25、图2为本发明的a处的放大结构示意图;
26、图3为本发明的整体结构另一视角示意图;
27、图4为本发明实施中安装有滚筒状的pe膜的结构示意图;
28、图5为本发明的主输送机构结构示意图。
技术特征:
1.一种异型烟分拣双入口包装机,其特征在于,包括:
2.根据权利要求1所述的一种异型烟分拣双入口包装机,其特征在于,所述套膜封切机构包括第一支撑架(7)、第二支撑架(8)、切刀组件、压紧组件和用于放置滚筒状pe膜并使其转动的支撑及驱动组件;
3.根据权利要求2所述的一种异型烟分拣双入口包装机,其特征在于,所述支撑及驱动组件包括驱动电机、第一转轴(13)和第二转轴(14),所述第一转轴(13)和第二转轴(14)可转动设置在第一支撑架(7)上,所述第一转轴(13)与第二转轴(14)相平行设置,所述驱动电机的主轴通过链条与第一转轴(13)和第二转轴(14)连接。
4.根据权利要求3所述的一种异型烟分拣双入口包装机,其特征在于,所述压紧组件包括第一气缸(18)和压板(19),所述第一气缸(18)的主轴与压板(19)连接,所述第一气缸(18)设置在第二支撑架(8)上。
5.根据权利要求2所述的一种异型烟分拣双入口包装机,其特征在于,所述切刀组件包括第二气缸(12)和切刀(11),所述第二气缸(12)设置在第二支撑架(8)上,所述切刀(11)与第二气缸(12)的主轴连接。
6.根据权利要求2所述的一种异型烟分拣双入口包装机,其特征在于,所述限位组件包括第一滚筒(9)、第二滚筒(10)和u型杆(15),所述第一滚筒(9)和第二滚筒(10)平行设置在所述第二支撑架(8)上,所述第一滚筒(9)与第二滚筒(10)形成有供pe膜通过的第一间隙,所述u型杆(15)固定于所述第二支撑架(8)上,所述u型杆(15)与第二支撑架(8)形成有供pe膜通过的第二间隙。
7.根据权利要求1所述的一种异型烟分拣双入口包装机,其特征在于,所述推动组件包括第三气缸(16)和推板(17),所述第三气缸(16)设置在所述第一支撑架(7)上,所述推板(17)与第三气缸(16)的主轴连接。
8.根据权利要求1所述的一种异型烟分拣双入口包装机,其特征在于,所述第一输送装置包括第一缓冲输送带和用于将第一缓冲输送带中所传递的烟盒推入所述主输送机构的第一推动组件;
9.根据权利要求1所述的一种异型烟分拣双入口包装机,其特征在于,所述第二输送装置包括第二缓冲输送带和用于将第二缓冲输送带中的烟盒推入所述主输送机构中的第二推动组件;
10.根据权利要求9所述的一种异型烟分拣双入口包装机,其特征在于,所述第二缓冲输送带上设置有用于控制进入主输送机构中烟数量的阻挡装置。
技术总结
本发明公开了一种异型烟分拣双入口包装机,涉及包装设备技术领域,包括主输送机构、用于对主输送机构中传递的烟盒进行包装的套膜封切机构、用于将主输送机构中的烟推入套膜封切机构中的推动组件和用于对套膜封切机构中出来的包装结构进行塑封的热缩组件,主输送机构上呈间隔分布设置有隔板,主输送机构的两侧分别设置有用于向相邻隔板之间传递烟盒的第一输送装置和第二输送装置;套膜封切机构设置在主输送机构的输出端,推动组件设置在主输送机构的输出端,该热缩组件包括热缩炉和第三输送装置,第三输送装置设置在主输送机构的输出端,热缩炉处于第三输送装置上。使用本发明可帮助工作人员节省工作时间和体力以及提高工作效率。
技术研发人员:陈勇,龚贤明,贺小虎,张德军,岳新宇,杜新宇,杨行舟,苟荀,冯书兵
受保护的技术使用者:四川省烟草公司巴中市公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!