一种钢筋自动上料装置的制作方法
本技术涉及钢筋加工的,尤其是涉及一种钢筋自动上料装置。
背景技术:
1、钢筋是指钢筋混凝土用和预应力钢筋混凝土用钢材,其横截面为圆形,有时为带有圆角的方形,包括光圆钢筋、带肋钢筋、扭转钢筋,钢筋在不同使用场景,具有不同规格的长度,可长达12米。钢筋在生产过程中需要将钢筋投入钢筋丝头生产线中,对钢筋的两端进行加工,使钢筋的两端加工出螺纹。钢筋两端加工出螺纹的部分也称钢筋丝头,多用于与连接套筒进行连接。
2、相关技术中,钢筋丝头生产线包括安装架,安装架上设置有上料装置和多个并列设置的加工道,上料装置包括初始上料装置和中间上料装置,加工道长度方向的两端设置有丝头加工设备,多根钢筋由初始上料装置逐根转移至第一个加工道中,继而通过输送结构使钢筋沿自身长度方向移动,直至钢筋的端部移动至丝头加工设备中进行加工。当单根钢筋在第一个加工道中加工完成后,再由中间上料装置转移至下一个加工道中进行后续加工,直至钢筋丝头加工完成后出料。
3、初始上料装置和中间上料装置均包括输送链、驱动电机、顶杆和升降气缸,输送链在驱动电机的驱动下水平移动,且输送链的输送方向朝向加工道;顶杆设置于输送链靠近加工道的一端,且顶杆连接于升降气缸的活塞杆上,升降气缸用于驱动顶杆升降;顶杆倾斜设置,顶杆的最低端朝向加工道。钢筋上料时,将成捆的钢筋解开后,将多根钢筋放置于初始上料装置的输送链上,钢筋在输送链的作用下朝向第一个加工道的方向水平移动,当钢筋移动至顶杆处时,升降气缸驱动顶杆上升,将钢筋顶起并沿着顶杆滚入加工道中,继而进行后续加工。
4、针对上述中的相关技术,发明人认为钢筋在由初始上料装置输送至第一个加工道的过程中,由于此时的钢筋有多根,当钢筋较长时,钢筋在输送链上输送的过程中易滚动或晃动而产生相互交错搭接的情况,导致顶杆在上升过程中顶起多根钢筋,不易满足钢筋逐根加工的要求,钢筋逐根上料加工的可靠性有待提高。
技术实现思路
1、为了提高钢筋逐根上料加工的可靠性,本技术提供一种钢筋自动上料装置。
2、本技术提供的一种钢筋自动上料装置采用如下的技术方案:
3、一种钢筋自动上料装置,包括初始上料装置和中间上料装置,所述初始上料装置用于将多根钢筋逐一转移至第一个加工道,所述中间上料装置用于进行相邻加工道上单根钢筋的逐步转移;
4、所述初始上料装置包括转动组件、翻钩和上料轨道,所述翻钩转动设置于安装架上且位于各加工道宽度方向的一侧,所述翻钩包括钩子本体和连接于钩子本体上的挡条,所述钩子本体包括依次连接的钩尖、钩弯和钩柄,所述钩尖、钩弯和钩柄之间围成有钩门;所述挡条设置于钩子本体的钩弯处且位于靠近钩子本体钩尖的一侧;
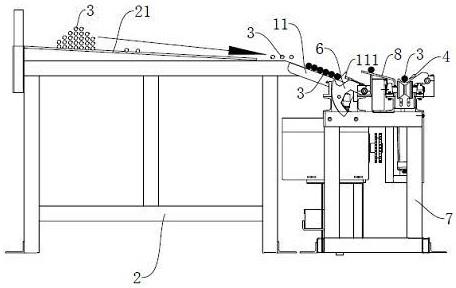
5、所述上料轨道倾斜设置于安装架上,所述上料轨道的最高端相较于最低端远离加工道,所述上料轨道最低端处的上侧设置有挡板,所述挡板朝向远离上料轨道最高端的方向倾斜设置;多根待上料钢筋并列放置于上料轨道上并由挡板限位;
6、所述翻钩包括初始状态和最终状态,所述转动组件用于控制翻钩于初始状态和最终状态之间转动;
7、当所述翻钩处于初始状态时,所述钩尖位于待上料钢筋的下方,且位于靠近挡板的两根待上料钢筋之间;
8、当所述翻钩由初始状态向最终状态转动的过程中,所述翻钩将靠近挡板的待上料钢筋钩取至钩门中,且由所述挡条实现靠近挡板的两根待上料钢筋之间的分隔;
9、当所述翻钩处于最终状态时,所述钩门中的待上料钢筋自动滚入相邻的加工道中。
10、通过采用上述技术方案,钢筋上料时,工作人员将多根钢筋排列于上料轨道上,并由挡板进行限位。当第一个加工道内没有钢筋时,初始上料装置的翻钩从初始状态向最终状态转动,此过程中,翻钩将靠近挡板的待上料钢筋钩取至钩门中,当翻钩转动至最终状态后,钩门中的待上料钢筋则自动滚入相邻的加工道中。挡条则能够对靠近挡板的两根待上料钢筋进行分隔,即使钢筋较长,亦能够减少两根钢筋出现交错搭接的可能性,继而提高钢筋逐根上料加工的可靠性。
11、可选的,所述挡条呈圆弧设置,所述挡条所在圆的圆心位于翻钩的转轴上。
12、通过采用上述技术方案,能够使翻钩在转动时,挡条稳定地将靠近挡板的两根钢筋分隔开,使上料轨道上待上料的钢筋不易移动,有助于保证上料轨道上钢筋的平整性,继而进一步减少钢筋发生交错搭接的可能性,从而进一步提高钢筋上料的可靠性。
13、可选的,所述钩门的角度为钝角。
14、通过采用上述技术方案,一方面,便于翻钩钩取钢筋;另一方面,翻钩转动至最终状态后,便于钩门中的待上料钢筋自动滚入相邻的加工道中。
15、可选的,所述钩柄向远离钩尖的方向折弯设置,所述翻钩的转轴位于钩柄远离钩尖的一端。
16、通过采用上述技术方案,有助于节省翻钩的转动空间,进而节省安装空间和驱动翻钩转动的能耗。
17、可选的,所述转动组件包括驱动气缸、摆杆和转动轴,所述驱动气缸远离自身活塞杆的一端铰接于安装架上,所述驱动气缸的活塞杆与摆杆铰接,所述摆杆远离驱动气缸的一端与转动轴连接,所述转动轴转动连接于安装架上,所述钩柄远离钩尖的一端连接于转动轴上。
18、通过采用上述技术方案,当翻钩需要转动时,启动驱动气缸,驱动气缸驱动摆杆转动,继而实现翻钩的转动。结构简单,操作方便。相较于相关技术中输送链、顶杆、升降气缸的钢筋上料结构,还减少了驱动源的使用,有助于节省成本。
19、可选的,所述翻钩成列设置有多个,所述翻钩的排列方向与钢筋的长度方向相适配,同列设置的所述翻钩连接于同一根转动轴上。
20、通过采用上述技术方案,仅通过一个驱动气缸,便能实现同列翻钩的同步转动,简化了安装结构,便于操作,且有助于进一步节能。
21、可选的,还包括过渡板,所述过渡板倾斜设置于安装架上且位于翻钩和加工道之间,所述过渡板的最高端靠近相邻的翻钩、最低端靠近相邻的加工道;当所述翻钩处于最终状态时,所述钩门中的待上料钢筋通过过渡板自动滚入相邻的加工道中。
22、通过采用上述技术方案,过渡板能够实现加工道与最终状态时的翻钩之间的过渡,有助于提高钢筋上料的平稳性。
23、可选的,还包括原材料架,所述原材料架设置于上料轨道远离加工道的一侧,所述原材料架上倾斜设置有导料板,所述导料板的倾斜角度小于上料轨道的倾斜角度,所述导料板的最低端相较于最高端靠近上料轨道,且所述导料板的最低端与上料轨道的最高端对接。
24、通过采用上述技术方案,可预先将成捆的钢筋通过工具运输至原材料架的导料板上,钢筋在导料板的作用下,便于工作人员将钢筋拨至上料轨道上,有助于节省劳动力。
25、可选的,所述安装架上设置有感应器,所述感应器用于感应加工道内是否存在钢筋,且所述感应器与驱动气缸电连接用于控制驱动气缸活塞杆的伸缩。
26、通过采用上述技术方案,当加工道内没有钢筋时,感应器自动控制驱动气缸的活塞杆伸长,进行钢筋上料;当加工道内有钢筋后,感应器再自动控制驱动气缸的活塞杆缩短,使翻钩复位,上料轨道上的钢筋再次自动滑至与挡板抵接,翻钩等待再次自动翻转完成一个循环动作,自动化程度高。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.当第一个加工道内没有钢筋时,初始上料装置的翻钩从初始状态向最终状态转动,此过程中,翻钩将靠近挡板的待上料钢筋钩取至钩门中,当翻钩转动至最终状态后,钩门中的待上料钢筋则自动滚入相邻的加工道中;挡条则能够对靠近挡板的两根待上料钢筋进行分隔,减少两根钢筋出现交错搭接的可能性,继而提高钢筋逐根上料加工的可靠性;
29、2.挡条呈圆弧设置,所述挡条所在圆的圆心位于翻钩的转轴上,能够使翻钩在转动时,挡条稳定地将靠近挡板的两根钢筋分隔开,使上料轨道上待上料的钢筋不易移动,有助于保证上料轨道上钢筋的平整性,继而进一步减少钢筋发生交错搭接的可能性,从而进一步提高钢筋上料的可靠性;
30、3.当翻钩需要转动时,启动驱动气缸,驱动气缸驱动摆杆转动,继而实现翻钩的转动,结构简单,操作方便,相较于相关技术中输送链、顶杆、升降气缸的钢筋上料结构,还减少了驱动源的使用,有助于节省成本;钩柄向远离钩尖的方向折弯设置,有助于节省翻钩的转动空间,进而节省安装空间和驱动翻钩转动的能耗。
- 还没有人留言评论。精彩留言会获得点赞!