一种泵盖自动上料设备及其工作方法与流程
本发明涉及机械加工设备领域,特别是一种泵盖上料设备及其工作方法。
背景技术:
1、泵盖的结构如图1所示,泵盖本体边缘为不规则形状,泵盖本体上具有距离泵盖口最远的边缘部位(即图1中a处部位),在泵盖本体上具有向上突起的圆柱形泵盖口;泵盖需要进行多道工序加工,为了提高加工效率,采用机械手系统实现泵盖在多个数控铣床之间的转移;泵盖的传统上料方式是在推车上设置特制的料盘上,然后人工在料盘上叠放3~4个泵盖,再将推车推到指定位置由机械手系统逐个抓取料盘上的泵盖,需要两个人交替工作,料盘上具有较为复杂的定位结构,每个泵盖都需要准确摆放位置才能避免抓取失误,劳动强度大,效率低,人工成本高。
技术实现思路
1、有鉴于此,本发明的目的是提供一种使用方便,效率高,省时省力的泵盖上料设备及其工作方法。
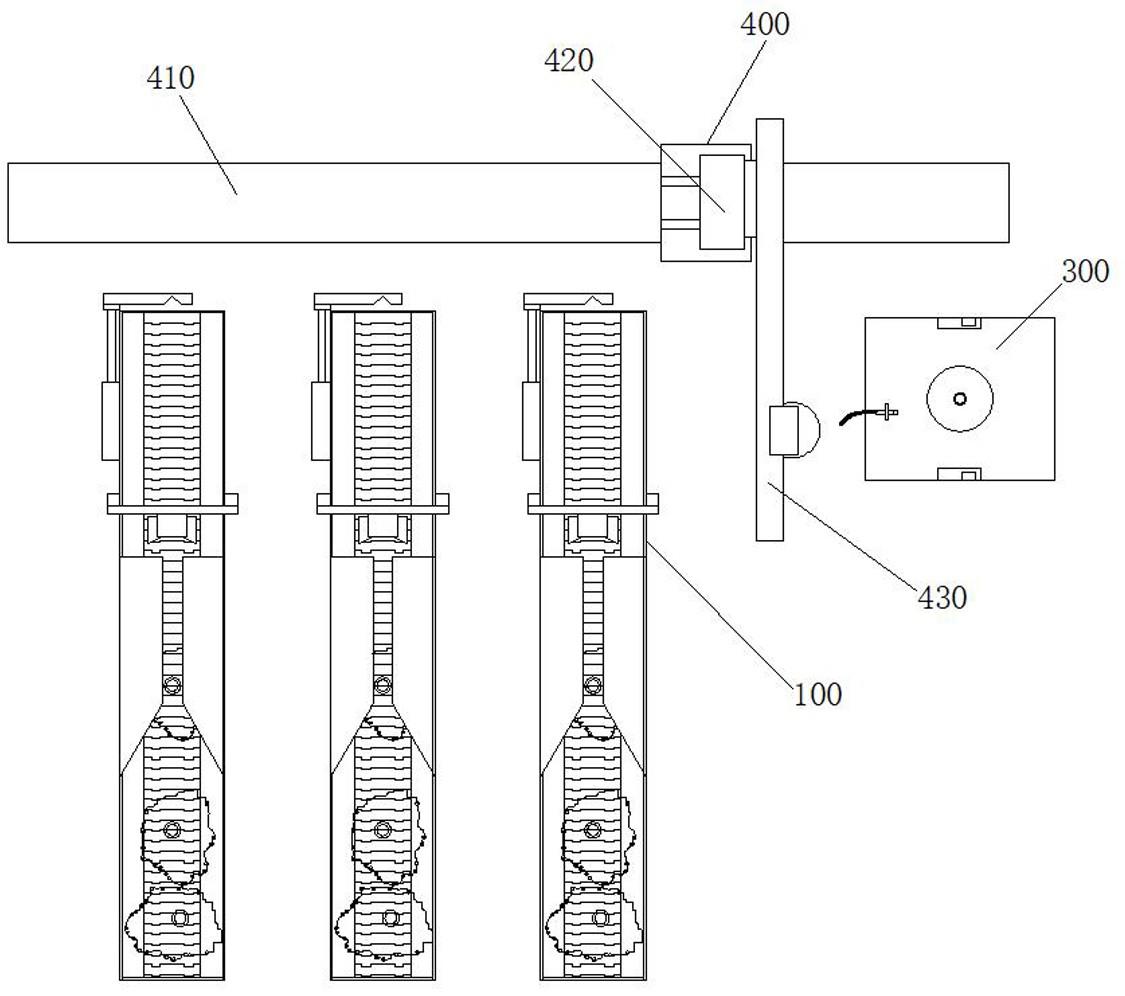
2、本发明采用以下方案实现:一种泵盖上料设备,包括用以输送泵盖的多条平行设置的链板输送机,链板输送机前方位置设有用以抓取链板输送机上泵盖的取料装置,所述取料装置包括沿横向设置的横向直线滑台,横向直线滑台的一端后侧设有用以放置泵盖的旋转定位台;所述链板输送机中间段左、右两侧设有一对纠偏板,两侧纠偏板之间留有供泵盖的泵盖口从中间通过的纠偏通道;所述链板输送机出料端设有能前后移动并与链板输送机长度方向相垂直的定位横杆,所述定位横杆后侧开设有v形定位槽,所述v形定位槽与纠偏通道纵向对齐。
3、进一步的,所述链板输送机在纠偏通道前方位置设有挡料机构,所述挡料机构包括由第一气缸驱动升降的升降板,所述升降板后部连接有v形挡料板,所述v形挡料板与纠偏通道纵向对齐。
4、进一步的,所述纠偏板后端设有斜切边,两侧纠偏板的斜切边之间形成v形导入口。
5、进一步的,所述链板输送机出料端侧部安装有用以驱动定位横杆前后移动的第二气缸,定位横杆通过连接板与第二气缸的伸缩杆相连接;所述链板输送机两侧和前、后端设有防护挡板。
6、进一步的,所述旋转定位台台面中间设有用以放置泵盖的转盘,所述转盘中心设有与泵盖的泵盖口适配的定位凸柱,旋转定位台台面上设有位于转盘旁侧用以感应泵盖上距离泵盖口最远的边缘部位的接近开关a。
7、进一步的,所述旋转定位台下方连接有支撑脚,旋转定位台底部安装有用以驱动转盘转动的旋转电机,所述旋转电机的主轴向上穿过旋转定位台后与转动下侧连接。
8、进一步的,所述旋转定位台上在接近开关旁侧设有用以顶住泵盖上距离泵盖口最远的边缘部位的限位挡板,所述限位挡板由第三气缸驱动伸缩。
9、进一步的,所述横向直线滑台的横向滑座上安装有竖向直线滑台,所述竖向直线滑台的竖向滑座上安装有向后伸出的纵向直线滑台,所述纵向直线滑台的纵向滑座下部安装气动三爪卡盘。
10、本发明另一技术方案:一种如上所述泵盖自动上料设备的其工作方法,包括以下步骤:
11、(1)工人将泵盖摆放在各个链板输送机进料端;
12、(2)链板输送机将泵盖输送至出料端位置,在输送过程中,由纠偏通道预调整泵盖的左右位置,使泵盖的泵盖口处于链板输送机中间;泵盖到达出料端时链板输送机停止,通过定位横杆调整泵盖前后位置,使泵盖的泵盖口处于便于取料装置抓取的指定位置;
13、(3)取料装置移动至各个链板输送机处,抓取链板输送机出料端的泵盖;
14、(4)取料装置移动至旋转定位台处,将泵盖放置在旋转定位台的转盘上;
15、(5)旋转定位台上的转盘转动,调整泵盖方位,转盘停止转动。
16、与现有技术相比,本发明具有以下有益效果:本发明泵盖上料设备设计合理,使用方便,工人可以一人操作多条链板输送机,可以一次随意放置多个泵盖在链板输送机,实现流水线式上料,有利于实现快速上料,效率高,无需人工定位,降低劳动强度,省时省力,节约人工成本。
17、为使本发明的目的、技术方案及优点更加清楚明白,以下将通过具体实施例和相关附图,对本发明作进一步详细说明。
技术特征:
1.一种泵盖上料设备,其特征在于:包括用以输送泵盖的多条平行设置的链板输送机,链板输送机前方位置设有用以抓取链板输送机上泵盖的取料装置,所述取料装置包括沿横向设置的横向直线滑台,横向直线滑台的一端后侧设有用以放置泵盖的旋转定位台;所述链板输送机中间段左、右两侧设有一对纠偏板,两侧纠偏板之间留有供泵盖的泵盖口从中间通过的纠偏通道;所述链板输送机出料端设有能前后移动并与链板输送机长度方向相垂直的定位横杆,所述定位横杆后侧开设有v形定位槽,所述v形定位槽与纠偏通道纵向对齐。
2.根据权利要求1所述的泵盖上料设备,其特征在于:所述链板输送机在纠偏通道前方位置设有挡料机构,所述挡料机构包括由第一气缸驱动升降的升降板,所述升降板后部连接有v形挡料板,所述v形挡料板与纠偏通道纵向对齐。
3.根据权利要求1所述的泵盖上料设备,其特征在于:所述纠偏板后端设有斜切边,两侧纠偏板的斜切边之间形成v形导入口。
4.根据权利要求1所述的泵盖上料设备,其特征在于:所述链板输送机出料端侧部安装有用以驱动定位横杆前后移动的第二气缸,定位横杆通过连接板与第二气缸的伸缩杆相连接;所述链板输送机两侧和前、后端设有防护挡板。
5.根据权利要求1所述的泵盖上料设备,其特征在于:所述旋转定位台台面中间设有用以放置泵盖的转盘,所述转盘中心设有与泵盖的泵盖口适配的定位凸柱,旋转定位台台面上设有位于转盘旁侧用以感应泵盖上距离泵盖口最远的边缘部位的接近开关a。
6.根据权利要求5所述的泵盖上料设备,其特征在于:所述旋转定位台下方连接有支撑脚,旋转定位台底部安装有用以驱动转盘转动的旋转电机,所述旋转电机的主轴向上穿过旋转定位台后与转动下侧连接。
7.根据权利要求5所述的泵盖上料设备,其特征在于:所述旋转定位台上在接近开关旁侧设有用以顶住泵盖上距离泵盖口最远的边缘部位的限位挡板,所述限位挡板由第三气缸驱动伸缩。
8.根据权利要求1所述的泵盖上料设备,其特征在于:所述横向直线滑台的横向滑座上安装有竖向直线滑台,所述竖向直线滑台的竖向滑座上安装有向后伸出的纵向直线滑台,所述纵向直线滑台的纵向滑座下部安装气动三爪卡盘。
9.一种如上5所述泵盖自动上料设备的其工作方法,其特征在于:包括以下步骤:
技术总结
本发明涉及一种泵盖上料设备及其工作方法,包括用以输送泵盖的多条平行设置的链板输送机,链板输送机前方位置设有用以抓取链板输送机上泵盖的取料装置,取料装置包括沿横向设置的横向直线滑台,横向直线滑台的一端后侧设有用以放置泵盖的旋转定位台;链板输送机中间段左、右两侧设有一对纠偏板,两侧纠偏板之间留有供泵盖的泵盖口从中间通过的纠偏通道;链板输送机出料端设有能前后移动并与链板输送机长度方向相垂直的定位横杆,定位横杆后侧开设有V形定位槽,所述V形定位槽与纠偏通道纵向对齐。本发明泵盖上料设备设计合理,使用方便,效率高,实现流水线式上料,有利于实现快速上料,无需人工定位,降低劳动强度,省时省力,节约人工成本。
技术研发人员:柳成林
受保护的技术使用者:福州六和机械有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!