一种PVC板批量生产用自动化包装设备的制作方法
本发明涉及pvc板码料包装,具体为一种pvc板批量生产用自动化包装设备。
背景技术:
1、pvc板就是指采用聚氯乙烯材料生产的板材。以聚氯乙烯及其共聚树脂为主要原料,加入填料、增塑剂、稳定剂、着色剂等辅料,在片状连续基材上,经涂敷工艺或经压延、挤出或挤压工艺生产而成。
2、pvc板材在被挤压之后会经过裁切等多道工序的处理,之后输送至生产线的末端位置进行包装堆叠,现有的大多通过能够进行门型运动的吸盘输送带结构来实现对板材的堆叠,以此来代替人工堆叠的方式,配合捆扎设备,以此来实现自动化的包装。
3、然而,板材进行包装时为了保证其稳定性,堆叠过程中输送较慢,需要吸盘结构抓取板材进行门型运动,之后吸盘再通过反向门型运动来复位,才能够进行板材的二次抓取,这就导致板材在堆叠包装的过程中速度受限,影响整个pvc板生产线的作业效率,而由于板材在进行裁切输送过程中其表面会附着杂物,通过吸盘的门型运动并不能够有效的清除位于板材外壁的杂物,这些杂物在板材被堆叠之后会磨损板材外壁,导致板材外壁产生划痕,而板材产生划痕会影响其正常销售。
技术实现思路
1、针对现有技术的不足,本发明提供了一种pvc板批量生产用自动化包装设备,解决了目前包装设备在生产线末端进行板材的堆叠效率较低,且不能够处理板材表面的杂物的问题。
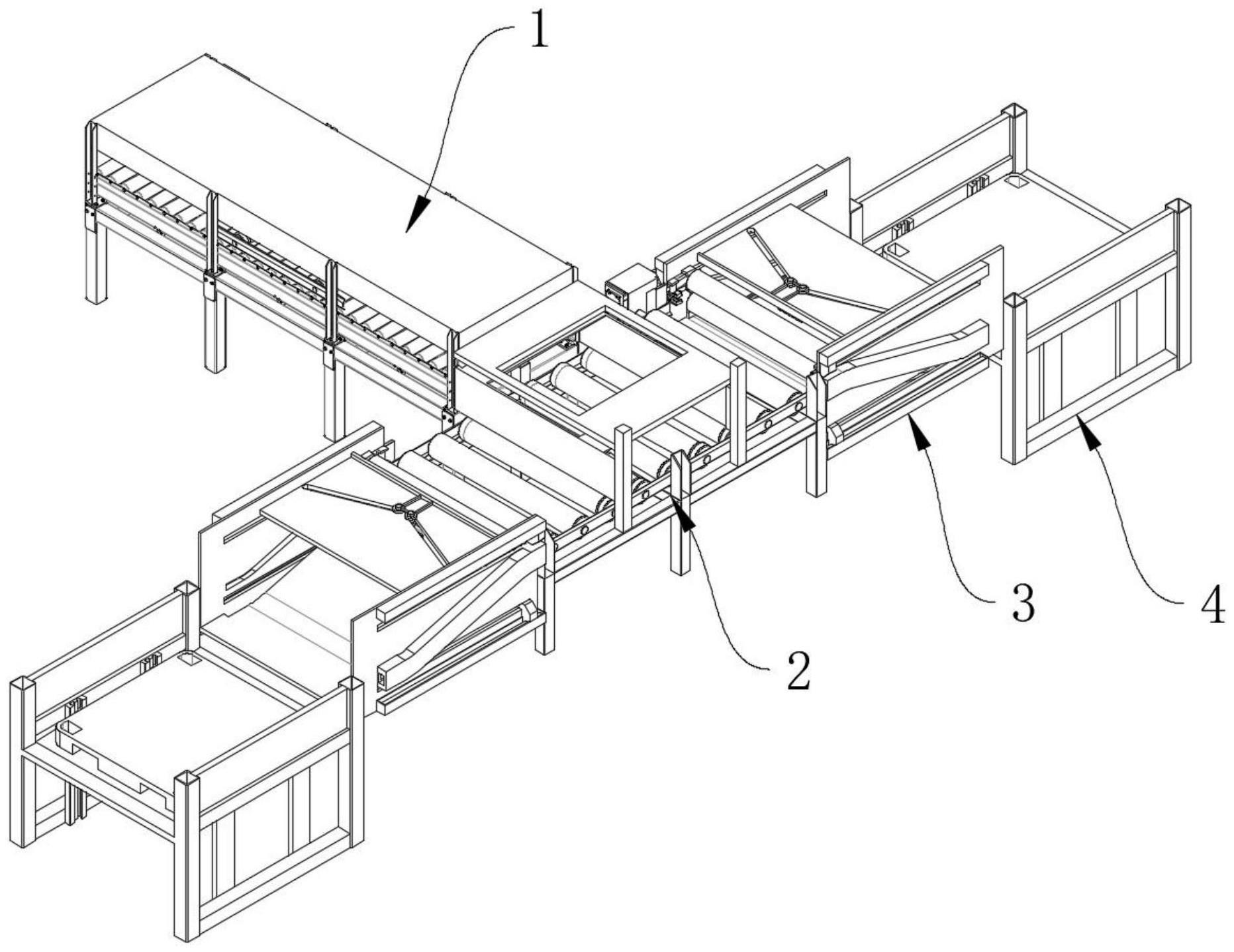
2、为实现以上目的,本发明通过以下技术方案予以实现:一种pvc板批量生产用自动化包装设备,包装设备与用于进行pvc板输送的输送线体形成连接,其中,输送线体由电机驱动输送辊对板材进行运输,输送辊的上方设置能够限制板材的挤压辊,其特征在于,输送线体的末端设置导向部,导向部与输送线体的输送方向相互垂直,导向部的端部设置清洁部,清洁部的下级设置堆叠部,清洁部包括:
3、支撑架,安装于地面上,支撑架外侧安装滑台,滑台上下对称设置,滑台的内侧设置能够对pvc板进行夹持的夹持部,夹持部延伸至支撑架内侧;
4、顶板,安装于支撑架内侧,其内侧安装清洁组件并对其高度进行限制,清洁组件的一侧安装清洁辊,清洁辊与支撑架连接,清洁辊与清洁组件配合形成对pvc板的清洁;
5、弹性件,安装于清洁组件的外侧。
6、进一步的,支撑架内侧设置导向槽,导向槽为弯折状或与导向部输送方向一致的长条状,夹持部延伸至导向槽内部并与导向槽内壁接触,顶板的内侧形成滑槽,滑槽限制清洁组件的运动路径。
7、进一步的,导向部包括:
8、安装架,安装于地面上,输送线体输出板材输送至安装架中部,其内侧安装可转动的辊杆,辊杆用于承接板材的位置为锥形设置,该辊杆内侧套设弹力环;
9、顶盖,固定于输送线体外表面,其底部对应设置限位框,限位框能够上下滑动改变高度,顶盖内侧固定安装能够磁吸限位框的电磁板。
10、进一步的,辊杆中部呈锥形,其背离输送线体的一侧直径小于贴近输送线体一侧的直径,弹力环套设于小直径的一端。
11、进一步的,夹持部包括:
12、连接块,安装于滑台内,在滑台驱动下形成移动,其背离滑台的一端延伸至支撑架内侧,支撑架的内侧设置夹持架,夹持架与支撑架之间设置伸缩件,伸缩件能够伸缩并改变两者之间的距离;
13、压板,安装于支撑架内侧,其上端设置吸盘,吸盘与压板分别对应板材的上下两个表面,吸盘外侧设置套管,套管固定于夹持架内部并形成对吸盘的限制;
14、滚轮结构,安装于夹持架贴近导向槽的一端并延伸至导向槽内部;
15、电磁铁,固定于夹持架底部,压板内侧设置能够与电磁铁形成配合的磁板,磁板固定于压板内侧。
16、进一步的,夹持架的内部形成两个腔室,腔室上下设置,其中,压板设置于下腔室内部,下腔室内部设置压缩弹簧,压缩弹簧形成对压板的支撑,上腔室内部设置可上下滑动改变位置的推板,推板延伸至吸盘内部并推动吸盘运动,上、下腔室之间设置连通管形成两者之间的连通。
17、进一步的,清洁组件包括:
18、定位头,安装于滑槽内部,且定位头能够在滑槽内部滑动,定位头与弹性件连接,弹性件拉扯定位头使定位头复位,定位头的底部可拆卸安装清洁块,清洁块在板材输送过程中与板材接触;
19、弹片,固定于清洁块外侧,其背离清洁块的一端安装摩擦块并形成对摩擦块的支撑。
20、进一步的,清洁辊包括:
21、清洁杆,位于板材输送路径的上下位置并与板材上下面接触,清洁杆的外侧设置支撑板形成对清洁杆位置的固定,支撑板固定于支撑架内壁;
22、伸缩块,可滑动安装于清洁杆内侧,其延伸至伸缩块的一端设置支撑弹簧用于将伸缩块向外支撑。
23、进一步的,弹性件包括:
24、弹性带,两端分别连接定位头与顶板,利用其弹力形成顶板与定位头之间的拉差;
25、弹性套,套设于定位头外侧,并拉扯定位头。
26、进一步的,滚轮结构包括:
27、连接杆,设置于导向槽内部,且连接杆为椭圆形,连接杆的外侧套设辅助轮;
28、磁块,固定于连接杆内侧,磁块之间设置插接头,插接头固定夹持架外侧并延伸至连接杆内部,磁块磁吸插接头。
29、有益效果
30、本发明提供了一种pvc板批量生产用自动化包装设备。与现有技术相比具备以下有益效果:
31、1、本发明通过设置能够在使用过程中对pvc板进行批量堆叠的包装设备,在使用的过程中与捆扎设备配合,形成对pvc板的包装,而在进行包装的过程中能够通过对板材的外表面进行清洁,使板材外表面的杂物不会在板材被堆叠之后进入板材之间导致板材出现划痕的情况。
32、2、本发明通过流水线式的输送来提高板材的输送效率,将门型运动转换为输送辊的输送,减少板材在堆叠过程中的时间,从而提高生产线整体的生产效率,保证对其稳定的包装,将捆扎设备设置在堆叠部内侧,堆叠完成直接捆扎。
33、3、本发明利用可调节位置的清洁辊以及清洁组件,板材运动过程中能够对板材的上下两侧面以及四周面进行清洁,从而能够清除板材表面的杂物,使板材在堆叠之后不会被摩擦,进而保证板材表面的干净,避免其表面出现划痕。
34、4、利用能够形成对板材进行牵拉的滑台及其内侧所安装的夹持部,在使用过程中能够夹持板材并牵拉板材运动,使板材能够被稳定的夹持运动,从而能够保证其运动的稳定性,能够在清洁辊的挤压之后稳定的进行输送。
技术特征:
1.一种pvc板批量生产用自动化包装设备,包装设备与用于进行pvc板输送的输送线体形成连接,其中,输送线体由电机驱动输送辊对板材进行运输,输送辊的上方设置能够限制板材的挤压辊,其特征在于,输送线体的末端设置导向部,导向部与输送线体的输送方向相互垂直,导向部的端部设置清洁部,清洁部的下级设置堆叠部,清洁部包括:
2.根据权利要求1所述的一种pvc板批量生产用自动化包装设备,其特征在于:支撑架内侧设置导向槽,导向槽为弯折状或与导向部输送方向一致的长条状,夹持部延伸至导向槽内部并与导向槽内壁接触,顶板的内侧形成滑槽,滑槽限制清洁组件的运动路径。
3.根据权利要求2所述的一种pvc板批量生产用自动化包装设备,其特征在于:导向部包括:
4.根据权利要求3所述的一种pvc板批量生产用自动化包装设备,其特征在于:辊杆中部呈锥形,其背离输送线体的一侧直径小于贴近输送线体一侧的直径,弹力环套设于小直径的一端。
5.根据权利要求3所述的一种pvc板批量生产用自动化包装设备,其特征在于:夹持部包括:
6.根据权利要求5所述的一种pvc板批量生产用自动化包装设备,其特征在于:夹持架的内部形成两个腔室,腔室上下设置,其中,压板设置于下腔室内部,下腔室内部设置压缩弹簧,压缩弹簧形成对压板的支撑,上腔室内部设置可上下滑动改变位置的推板,推板延伸至吸盘内部并推动吸盘运动,上、下腔室之间设置连通管形成两者之间的连通。
7.根据权利要求1所述的一种pvc板批量生产用自动化包装设备,其特征在于:清洁组件包括:
8.根据权利要求7所述的一种pvc板批量生产用自动化包装设备,其特征在于:清洁辊包括:
9.根据权利要求8所述的一种pvc板批量生产用自动化包装设备,其特征在于:弹性件包括:
10.根据权利要求5所述的一种pvc板批量生产用自动化包装设备,其特征在于:滚轮结构包括:
技术总结
本发明公开了一种PVC板批量生产用自动化包装设备,包装设备与用于进行PVC板输送的输送线体形成连接,其中,输送线体由电机驱动输送辊对板材进行运输,输送辊的上方设置能够限制板材的挤压辊,其特征在于,输送线体的末端设置导向部,导向部与输送线体的输送方向相互垂直,导向部的端部设置清洁部,清洁部的下级设置堆叠部,清洁部包括:支撑架,安装于地面上,支撑架外侧安装滑台,滑台上下对称设置,本发明通过设置能够在使用过程中对PVC板进行批量堆叠的包装设备,在使用的过程中与捆扎设备配合,形成对PVC板的包装,而在进行包装的过程中能够通过对板材的外表面进行清洁。
技术研发人员:李萍
受保护的技术使用者:安徽振兴瑞腾机械设备制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!