一种精密治具压合除泡方法与流程
本发明涉及包装,尤其涉及一种精密治具压合除泡方法。
背景技术:
1、随着国内外高端产业产品加工技术的飞速发展和市场竞争的愈发激烈,控制产品品质成了所有企业的共同追求,产品外观质量要求越来越高;在产品制造过程中,比如智能手表制造过程中,要在产品上贴一层保护膜用于保护外观面;目前,现有技术中通常采用手工粘贴的方式进行贴膜,效率较低;且由于产品外观面有圆弧面,手工贴上去的膜很容易出现褶皱及气泡,且保护膜厚度较薄,夹持定位较为不便。
2、针对上述问题,专利号为cn105819019b的中国发明专利公开了一种贴膜治具,包括支撑板、产品载具、保护膜吸盘、旋转驱动机构和上下驱动机构,通过真空吸附的方式定位保护膜,利用软硅胶压头通过挤压进行贴膜,一定程度降低了褶皱及气泡出现的概率,同时提高贴膜效率及外观良率。
3、上述方案中虽能够一定程度上的提高贴膜效率,但进行贴膜及除泡时需要保护膜吸盘多次移位,过程相对较为繁琐,且保护膜的粘贴方式为垂直的自上而下粘贴,容易导致气泡的产生;综上,在使用贴膜冶具贴膜过程中减少气泡出现的概率、提高贴膜效率及外观良率上仍为现有技术中丞待解决的问题。
技术实现思路
1、本申请实施例通过提供一种精密治具压合除泡方法,解决了现有技术中使用贴膜治具进行贴膜时气泡出现的概率较大且贴膜效率较低的技术问题,实现了贴膜时气泡出现的概率较小且贴膜效率较高的技术效果。
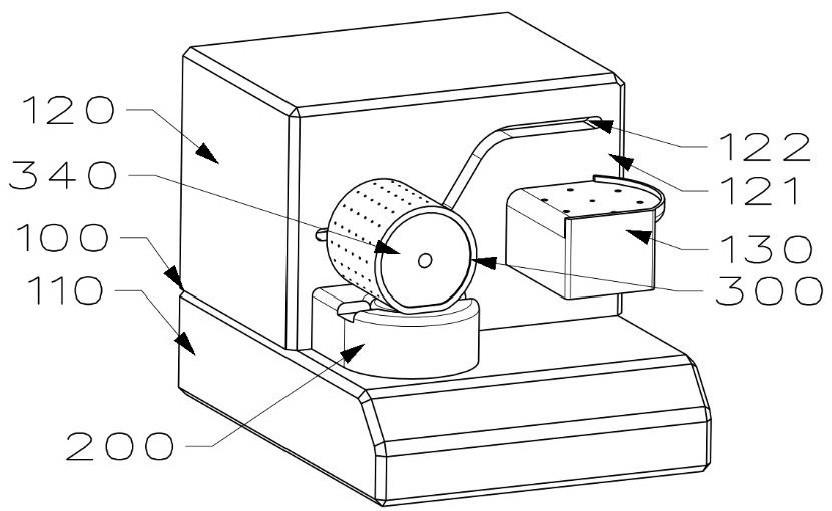
2、本申请实施例提供了一种精密治具压合除泡方法,配套一种包括设有移位导轨的承载箱体、产品载具、贴膜组件和泵气组件的精密贴膜治具;
3、所述贴膜组件包括滑动定位在移位导轨上的滑动承载块、可转动固定连接在滑动承载块上的转动板、固定在转动板上的中心轴、固定在所述中心轴上的承载软柱、数量为多个且均布在承载软柱的侧壁上的支撑软条和套设在所述承载软柱上且两端边缘固定在承载软柱的端部边缘上的管形弹性膜;
4、所述管形弹性膜上密布有抽气孔;承载软柱、支撑软条和管形弹性膜共同组成多个条形空间;
5、所述泵气组件起到控制条形空间内的气压的作用;
6、精密治具压合除泡方法的步骤依次为:
7、1)分别在保护膜载具和产品载具上放置保护膜和需贴膜产品;
8、2)控制泵气组件运行,令条形空间内气压降低,而后控制管形弹性膜接触保护膜,将保护膜卷绕并吸附在管形弹性膜上;
9、3)控制管形弹性膜移动至产品载具正上方,令管形弹性膜间接抵触在需贴膜产品上;
10、4)控制泵气组件停止运行,改变条形空间中的气压,保护膜自然脱落并落于产品载具上;
11、5)控制管形弹性膜在转动的同时进行移动,挤压保护膜进而将保护膜压平并将保护膜与需贴膜产品之间的气泡挤出;
12、6)复位各部件。
13、进一步的,所述承载软柱的轴向长度与中心轴的轴向长度相同;所述承载软柱的径向长度为3至10厘米。
14、进一步的,所述泵气组件包括气泵和控制阀,所述控制阀为分配阀;所述气泵运行时将条形空间中的气体抽出。
15、优选的,所述支撑软条包括弹力片、填充蜡和加热组件;
16、所述弹力片为橡胶材质长条形片体,边缘固定在所述承载软柱的侧壁上,与承载软柱之间共同组成一密闭空间;
17、所述填充蜡为石蜡,将上述密闭空间填满;
18、所述加热组件定位在所述密闭空间内部,用于融化填充蜡;
19、所述承载软柱的侧壁上密布有与抽气孔一一对应的软质凸块,这些软质凸块在支撑软条因受压被压扁后会将与之对应的抽气孔封堵。
20、优选的,所述泵气组件的输气管上还设有制冷组件,制冷组件用于调节输气管内部气体的温度,泵气组件向管形空间中泵送冷气能够加速填充蜡的凝固。
21、优选的,还包括抹平组件;
22、所述承载软柱为管形囊体,套设且固定在所述中心轴上;所述承载软柱的轴线与中心轴的轴线重合;承载软柱内部的空间为管形空间;
23、所述抹平组件包括滑动环、环形囊体和滑动驱动组件;
24、所述滑动环位于承载软柱内,在滑动驱动组件的带动下沿着中心轴进行滑动;所述环形囊体为盘状的环形弹性囊,固定在所述滑动环上;为了叙述的方便,在此将环形囊体内部的空间定义为环形空间;所述环形空间通过输气管与气泵连通;所述环形囊体的边缘抵触在管形弹性膜的内壁上;使用过程中,在贴覆保护膜的同时,环形囊体进行滑动进而将气泡展平。
25、优选的,所述环形囊体在移动过程中,会环形囊体左移状态、环形囊体收缩状态和环形囊体右移状态;环形囊体在各个状态间切换时,自身会在控制单元的控制下发生涨缩,进而便于移动方向的改变。
26、优选的,所述环形囊体在各个状态间切换时,承载软柱也在控制单元的控制下发生涨缩,进而便于移动方向的改变。
27、优选的,所述承载软柱内置润滑油。
28、优选的,所述承载软柱为橡胶材质弹性囊,贴膜完成后,承载软柱移动至需贴膜产品正上方进行膨胀,涨大的同时挤压保护膜进而将气泡挤出。
29、本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
30、通过提供一种精密治具压合除泡方法,配套一种包括承载箱体、产品载具、同时具备定位需贴膜以及压合除泡功能的贴膜组件和泵气组件的精密贴膜治具,利用主体为软柱且侧壁密布抽气孔的贴膜组件配合泵气组件快速完成需贴膜的定位、转移、贴附及除泡;有效解决了现有技术中使用贴膜治具进行贴膜时气泡出现的概率较大且贴膜效率较低的技术问题,进而实现了贴膜时气泡出现的概率较小且贴膜效率较高的技术效果。
技术特征:
1.一种精密治具压合除泡方法,其特征在于:配套一种包括设有移位导轨(122)的承载箱体(100)、产品载具(200)、贴膜组件(300)和泵气组件(400)的精密贴膜治具;
2.如权利要求1所述的精密治具压合除泡方法,其特征在于:所述承载软柱(340)的轴向长度与中心轴(330)的轴向长度相同;所述承载软柱(340)的径向长度为3至10厘米。
3.如权利要求1所述的精密治具压合除泡方法,其特征在于:所述泵气组件(400)包括气泵(410)和控制阀(420),所述控制阀(420)为分配阀;所述气泵(410)运行时将条形空间(430)中的气体抽出。
4.如权利要求1所述的精密治具压合除泡方法,其特征在于:所述支撑软条(350)包括弹力片(351)、填充蜡(354)和加热组件;
5.如权利要求4所述的精密治具压合除泡方法,其特征在于:所述泵气组件(400)的输气管(451)上还设有制冷组件,制冷组件用于调节输气管(451)内部气体的温度,泵气组件(400)向管形空间(440)中泵送冷气能够加速填充蜡(354)的凝固。
6.如权利要求1至5任一所述的精密治具压合除泡方法,其特征在于:还包括抹平组件(500);
7.如权利要求6所述的精密治具压合除泡方法,其特征在于:所述环形囊体(520)在移动过程中,会环形囊体(520)左移状态、环形囊体(520)收缩状态和环形囊体(520)右移状态;环形囊体(520)在各个状态间切换时,自身会在控制单元的控制下发生涨缩,进而便于移动方向的改变。
8.如权利要求7所述的精密治具压合除泡方法,其特征在于:所述环形囊体(520)在各个状态间切换时,承载软柱(340)也在控制单元的控制下发生涨缩,进而便于移动方向的改变。
9.如权利要求6所述的精密治具压合除泡方法,其特征在于:所述承载软柱(340)内置润滑油。
10.如权利要求5所述的精密治具压合除泡方法,其特征在于:所述承载软柱(340)为橡胶材质弹性囊,贴膜完成后,承载软柱(340)移动至需贴膜产品正上方进行膨胀,涨大的同时挤压保护膜进而将气泡挤出。
技术总结
本申请公开了一种精密治具压合除泡方法,涉及包装技术领域,配套一种包括承载箱体、产品载具、同时具备定位需贴膜以及压合除泡功能的贴膜组件和泵气组件的精密贴膜治具,利用主体为软柱且侧壁密布抽气孔的贴膜组件配合泵气组件快速完成需贴膜的定位、转移、贴附及除泡;实现了贴膜时气泡出现的概率较小且贴膜效率较高的技术效果。
技术研发人员:杨佳文,张郁佳,孟猛
受保护的技术使用者:苏州可川电子科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!