一种有效控制产品夹伤装置及其使用方法与流程
本发明涉及一种有效控制产品夹伤装置,属于自动化控制装置。
背景技术:
1、随着我国科技的不断进步,航空、航天事业不断的发展及需求。对标准件生产效率及质量要求在不断提升,现采用自动化设备的加工逐步代替以前的人工劳动已经深入到各行各业,特别是在标准件的加工、制造方面尤为突出。如图2所示的一种螺钉毛坯,材料为合金钢,若采用以前的半自动旋转盘装夹铣屑一字槽,在装夹过程中夹紧力过大杆部易夹伤、严重的报废;夹紧力过小而杆部的一致性差定位不稳定,加工的一字槽与杆部的对称度较差,严重时刀片易打碎,需要更换刀片,重新调机,加工非常危险,这样导致产品加工效率低,合格率不高且会出现报废产品混在合格品中不易分出的风险。
2、传统的旋转盘夹紧装置主要存在以下几个问题:1.产品杆部有轻微夹伤;2.产品的加工范围受限,只能用于螺钉类产品;3.针对沉头类产品,头下圆角易夹伤;4.坯件的杆部一致性差装夹不稳,加工出的一字槽与杆部的对称度超差,合格率不高。
技术实现思路
1、本发明所要解决的是产品杆部有轻微夹伤;产品的加工范围受限,只能用于螺钉类产品;针对沉头类产品,头下圆角易夹伤;坯件的杆部一致性差装夹不稳,加工出的一字槽与杆部的对称度超差,合格率不高的技术问题。
2、为了解决上述技术问题,本发明采用如下技术方案:
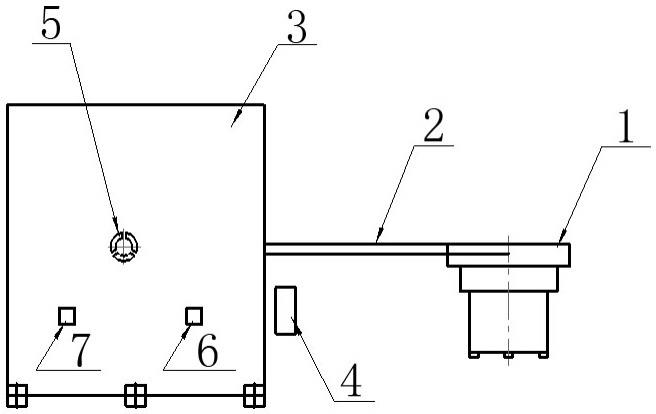
3、一种有效控制产品夹伤装置,包括振动送料装置、带槽传送装置、生产设备、感应器、机械手臂a和机械手臂b;所述振动送料装置与带槽传送装置一端相连,带槽传送装置另一端与生产设备相连;所述带槽传送装置下方设有感应器;所述生产设备中部设有弹簧夹头;所述生产设备上分别设有机械手臂a和机械手臂b。
4、一种有效控制产品夹伤装置的使用方法,包括如下步骤:
5、步骤一:将坯件放入振动送料装置中,通过振动方式将坯件慢慢向上移动,最终坯件进入带槽传送装置的传送带;
6、步骤二:通过传送带将坯件向前移动,当感应器感应到坯件时,传送带就停止工作,这时机械手臂a将坯件夹入弹簧夹头里进行固定夹紧;
7、步骤三:待坯件头部一字槽加工好后,机械手臂b将加工好的产品夹入放置好的盒子里。
8、采用上述技术方案的有益效果是:
9、1.本发明的产品加工类型及规格通用性广泛,产品类型为全螺纹或半螺纹,头型为沉头或凸头类,产品规格的大小在该设备加工的范围内均可实现,只需调整带槽传送带的宽度及更换弹簧夹头的大小,这样减少了调机时间,模具的更换等工作,节约了生产成本、缩短了交付周期。
10、2.本发明对杆部夹伤得到有效控制,因为弹簧夹头为圆形,夹紧力可以控制,精度高使用寿命长,而且还具有自动找正功能等特点。这样不易对产品外观造成夹伤及一字槽的偏正导致产品报废等问题,这样节约了生产成本,有效提高了产品的合格率。
技术特征:
1.一种有效控制产品夹伤装置,其特征在于:它包括振动送料装置(1)、带槽传送装置(2)、生产设备(3)、感应器(4)、弹簧夹头(5)、机械手臂a(6)和机械手臂b(7);所述振动送料装置(1)与带槽传送装置(2)一端相连,带槽传送装置(2)另一端与生产设备(3)相连;所述带槽传送装置(2)下方设有感应器(4);所述生产设备(3)中部设有弹簧夹头(5);所述生产设备(3)上分别设有机械手臂a(6)和机械手臂b(7)。
2.如权利要求1所述有效控制产品夹伤装置的使用方法,包括如下步骤:
技术总结
一种有效控制产品夹伤装置,包括振动送料装置、带槽传送装置、生产设备、感应器、机械手臂A和机械手臂B;所述振动送料装置与带槽传送装置一端相连,带槽传送装置另一端与生产设备相连;所述带槽传送装置下方设有感应器;所述生产设备中部设有弹簧夹头;所述生产设备上分别设有机械手臂A和机械手臂B。本发明的产品加工类型及规格通用性广泛,产品类型为全螺纹或半螺纹,头型为沉头或凸头类,产品规格的大小在该设备加工的范围内均可实现,只需调整带槽传送带的宽度及更换弹簧夹头的大小,这样减少了调机时间,模具的更换等工作,节约了生产成本、缩短了交付周期。
技术研发人员:谢沛亮,张钉
受保护的技术使用者:贵州航锐航空精密零部件制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!