一种用于异型包装盒的整面油封装置及其工作方法与流程
本发明属于烟草机械,具体涉及一种用于异型包装盒的整面油封装置及其工作方法。
背景技术:
1、目前市场上的香烟包装,常见的主要有纸质长方体盒型和金属材质圆柱形烟盒两种;香烟烟支也大多为上下直径一致的圆柱体,香烟包装也一般为圆柱状烟支而设计。然而随着卷烟工艺的发展进步,出现了非常规的香烟烟支,如过滤嘴部分为圆柱体、烟丝部分为方柱体的烟支。常规烟支组对应需要一个长方体容纳空间,异型烟支组因烟支上下体积不同,相对应需要一个上宽下窄的梯状体容纳空间。如果用常规香烟包装盒容纳异型烟支组,必然出现烟支组上紧下松、狭缝的情况,导致在贮藏、运输过程中不能固定位置而产生晃动,造成烟支挤压变形、烟丝散落的情况。因此,常规的香烟包装盒设计不能满足异型香烟烟支的包装需求,需根据异型烟支和烟支组的具体形状和体积专门设计包装盒,例如cn11766913u公开的异型包装盒。
2、但是如何实现上述异型包装盒的包膜是一个问题。为了解决以上问题,提出本发明。
技术实现思路
1、本发明第一方面提供一种用于异型包装盒的整面油封装置,所述异型包装盒包括:烟盒外盒;
2、所述烟盒外盒的右侧面08呈正方形、左侧面09呈正八边形;
3、所述烟盒外盒侧壁从其右侧面08的四个边角处向左侧面09倾斜形成四个三角形的第一侧壁06,余下形成四个与第一侧壁06交错的、呈梯形的第二侧壁07;
4、所述烟包整面油封装置包括:烟包整面初油封装置6,控制机构;
5、所述烟包整面初油封装置6包括:
6、三组单轴烟包右侧端部气动初油封机构6.1,其用于实现包装膜00对所述异型包装盒右侧面下边区域081、右侧面左边区域083和右侧面右边区域084的初油封;
7、一组双轴烟包右侧端部气动初油封机构6.2,其用于实现包装膜00对所述异型包装盒右侧面上边区域082的初油封;
8、一组烟包侧面后气动初油封机构6.3,其用于实现包装膜00对所述异型包装盒顶部后侧面010的包裹和初油封;
9、一组烟包侧面前气动初油封机构6.4,其用于实现包装膜00对所述异型包装盒顶部前侧面011的包裹和初油封;
10、上述各油封机构上均设有油封烫板,用于进行油封;
11、所述控制机构用于实现上述各油封机构的运动。
12、优选地,所述烟包整面油封装置还包括:烟包整面终油封输出装置7;
13、所述烟包整面终油封输出装置7包括:
14、烟包左侧端部初油封机构7.1,其用于实现包装膜00对所述异型包装盒左侧面09的初油封;
15、四组烟包侧面气动终油封机构7.2,其用于实现包装膜00对所述异型包装盒四个侧面的终油封;
16、一组烟包端面左气动终油封机构7.3,其用于实现包装膜00对所述异型包装盒左侧面09的终油封;
17、一组烟包端面右气动终油封机构7.4,其用于实现包装膜00对所述异型包装盒右侧面08的终油封;
18、烟包气动推出滑台7.6,其用于将烟包推送到所述烟包端面左气动终油封机构7.3和所述烟包端面右气动终油封机构7.4之间进行所述异型包装盒的左侧面09和右侧面08的终油封;
19、上述各油封机构上均设有油封烫板,用于进行油封。
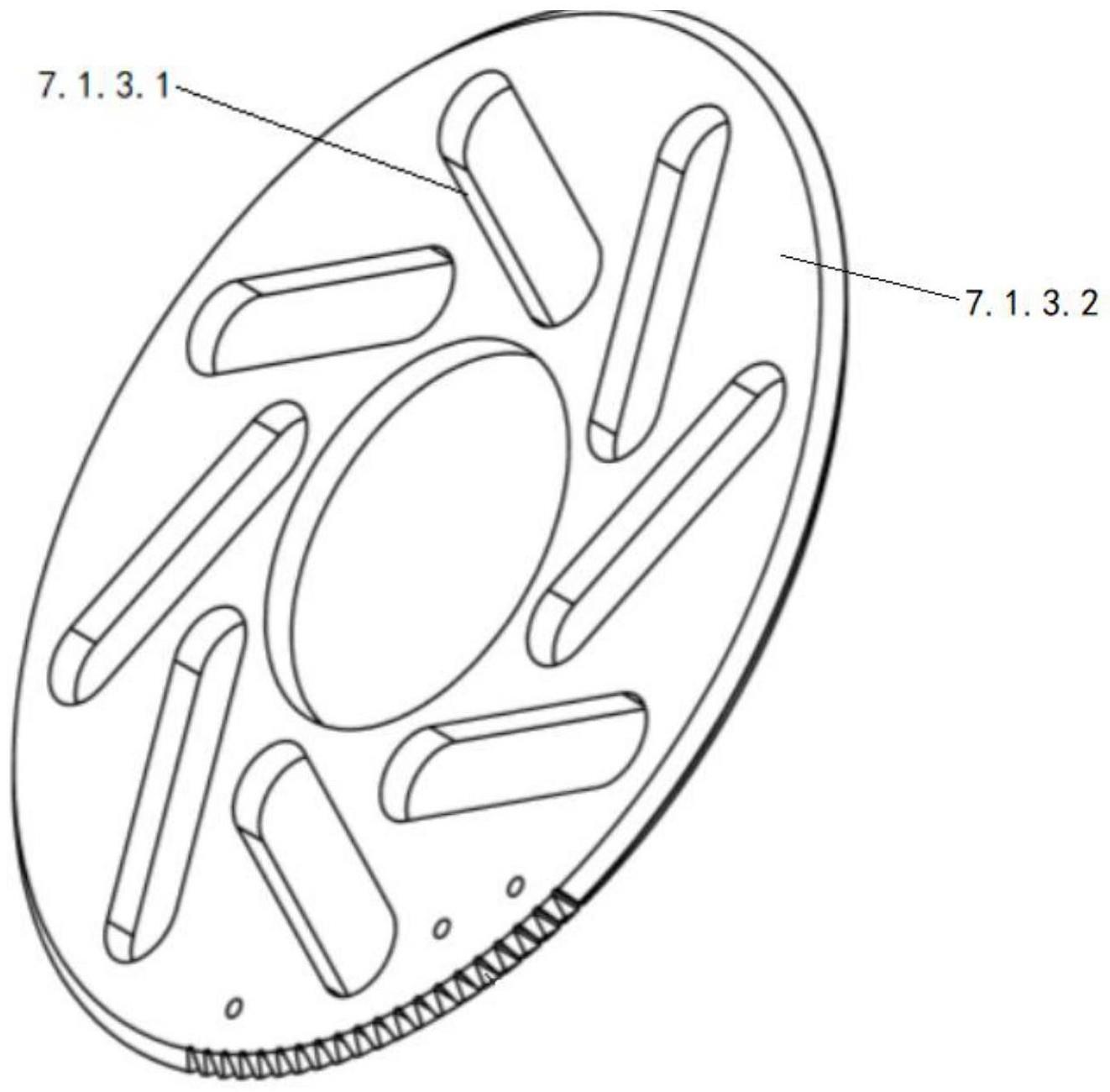
20、优选地,所述烟包左侧端部初油封机构7.1包括:可旋转的驱动齿盘7.1.3.2、可旋转的旋转齿盘7.1.10;
21、其中,所述驱动齿盘7.1.3.2和旋转齿盘7.1.10的中心均具有相同且重叠的圆形开口,用于所述异型包装盒左侧面09还未油封的包装膜00部分的插入;
22、所述旋转齿盘7.1.10上围绕其圆形开口周向设置有八个左侧八角初油封组件7.1.1,每个左侧八角初油封组件7.1.1上设置有一个三角形的烫板7.1.1.1,所述驱动齿盘7.1.3.2上设有以圆形开口为中心的周向排布的八个槽型口7.1.3.1,每个左侧八角初油封组件7.1.1通过轴承7.1.11连通到每个八个槽型口7.1.3.1内,每个左侧八角初油封组件7.1.1可沿着径向滑轨7.1.12滑动,所述径向滑轨7.1.12沿着旋转齿盘7.1.10的径向方向固定。
23、优选地,所述烟包整面初油封装置6还包括:烟包气动升降定位机构6.5,烟包气动顶出机构6.6;
24、其中,所述烟包气动升降定位机构6.5用于接收定位由前述工位传送过来的所述异型包装盒和包装膜00;
25、所述烟包气动顶出机构6.6用于将完成初油封的所述异型包装盒顶出并传送到烟包整面终油封输出装置7。
26、本发明第二方面提供第一方面所述的用于异型包装盒的整面油封装置的工作方法,包括如下步骤:
27、所述控制机构控制三组单轴烟包右侧端部气动初油封机构6.1用于实现包装膜00对所述异型包装盒右侧面下边区域081、右侧面左边区域083和右侧面右边区域084的初油封;
28、所述控制机构控制所述双轴烟包右侧端部气动初油封机构6.2实现包装膜00对所述异型包装盒右侧面上边区域082的初油封;
29、所述控制机构控制所述烟包侧面后气动初油封机构6.3实现包装膜00对所述异型包装盒顶部后侧面010的包裹和初油封;
30、所述控制机构控制烟包侧面前气动初油封机构6.4实现包装膜00对所述异型包装盒顶部前侧面011的包裹和初油封。
31、优选地,对所述异型包装盒左侧面09进行初油封的具体操作如下:
32、1、初始状态,所述八个烫板7.1.1.1为打开状态;
33、2、所述烟包整面终油封输出装置7水平向烟包方向移动,使得所述异型包装盒左侧面09还未油封的包装膜00部分穿过所述驱动齿盘7.1.3.2和旋转齿盘7.1.10中心的圆形开口;
34、3、所述驱动齿盘7.1.3.2旋转且带动所述槽型口7.1.3.1发生转动,所述旋转齿盘7.1.10不动,所述左侧八角初油封组件7.1.1在所述槽型口7.1.3.1的限制下,沿着所述径向滑轨7.1.12向内运动,实现所述八个烫板7.1.1.1的同步关闭,则所述烫板7.1.1.1使得还未油封的包装膜00部分贴合到烟包左侧面09上,实现烟包左侧面09均匀竖直初油封;
35、4、当完成竖直初油封后,所述驱动齿盘7.1.3.2反向旋转,驱动所述八个烫板7.1.1.1由关闭状态反向打开一定距离,确保八角旋转压平时不会拉裂,然后,所述旋转齿盘7.1.10发生旋转,带动所述八个烫板7.1.1.1发生旋转,将完成竖直初封的包装膜沿同一方向旋转压平,实现所述异型包装盒左侧面09左侧面09八角的初油封。
36、上述技术方案在不矛盾的前提下,可以自由组合。
37、相对于现有技术,本发明具有以下有益效果:
38、1、本技术提供一种针对异型包装盒的整面油封装置,可以解决异型包装盒底面呈正方形、顶面呈正八边形难以使用常规立方体型包装盒的装置进行包膜和整面油封的问题。
39、2、优选的技术方案中,本技术通过旋转齿盘7.1.10和驱动齿盘7.1.3.2的设计实现了对烟包左侧面09八边形的初油封。
- 还没有人留言评论。精彩留言会获得点赞!