一种PVC板批量生产用车间输送系统的制作方法
本发明涉及pvc板生产,具体为一种pvc板批量生产用车间输送系统。
背景技术:
1、pvc板是以pvc为原料制成的截面为蜂巢状网眼结构的板材。pvc板在建材行业占的比重最大。目前完整的pvc板材生产流程涉及成型、切割、打磨、钻孔等工序,为了方便各生产工序的有序进行,需要使用板材输送系统对板材进行输送,以实现快速高效的pvc板批量生产工作。
2、参考中国专利公开号为cn112478695a的一种板生产线中的板材输送装置,通过把电机通电,电机驱动传动轴转动,传动轴可在转动孔和转动槽内转动,传动轴转动的过程中,移动板可以上下移动,移动板带动前滑动柱和后滑动柱上下滑动,过程中前滚轮和后滚轮可分别在前滑动槽和后滑动槽内左右滑动,工作台左端能够以第一支座与第二支座之间的铰接处为轴心转动,左滑动柱和右滑动柱向上移动时,工作台左端向上转动一定角度,使得工作台和边板一起顺指针转动一小段角度,此时工作人员将板材放置于工作台上,板材底端与多组第一导向辊接触,板材右端与多组第二导向辊接触,板材由前输送到后端的过程中位置适中不会发生变化,在不需要对板材的位置限定的如此严格时,可通过电机将工作台的角度调平,可根据需要进行调整,使得板材输送的位置较为准确,无需工作人员后续再次进行调整,减小工作人员的劳动强度,提高使用可靠性;收纳箱可在左滑轨和右滑轨上前后滑动,通过收纳箱可对杂物进行收集,提高功能多样性。
3、参考中国专利公开号为cn115818199a的一种板材分流输送装置,通过移栽线、顶升移栽机构等结构联动,实现了多个滚筒输送线之间分流的效果,不仅解决多台切割设备之间板材输送容易堆积的问题,而且还能将板材均匀输送到各个切割加工设备当中,从而提高板材的加工开料效率。通过驱动组件一和驱动组件二的传动结构,不仅能够保证皮带输送装置一和皮带输送装置二同步输送板材,以保证板材的输送平稳,而且都共同由驱动电机驱动工作,进而减少了分流装置上所用的驱动设备,有效的减轻设备维护保养和能源消耗的成本。
4、综合分析以上参考专利,可得出以下缺陷:
5、1、现有pvc板材车间输送系统不能用于不同高度上的板材抬高或者降低输送,只能用于同一高度上水平方向运输,无论是要将板材抬高运输还是就将板材降低高度运输均需要更换不同高度的板材输送装置,导致板材生产效率大大降低,生产成本增加,例如参考专利cn115818199a的一种板材分流输送装置和cn112478695a的一种板生产线中的板材输送装置,只能实现在单一高度上的板材输送工作,无法根据下一工序位置的高度调节输送高度,需整体更换不同高度的输送设备,从而给板材输送工作带来不便,导致pvc板材不能快速、便捷的输送。
6、2、现有pvc板材输送系统不能再输送板材的同时对板材表面进行清理,而板材生产过程中,其表面往往粘附有较多粉尘,若不及时清理则会对下一工序操作造成不利影响,例如参考专利cn115818199a的一种板材分流输送装置和cn112478695a的一种板生产线中的板材输送装置只能实现对板材的水平位置运输工作,使用功能单一,板材上的粉尘粘附在传送带上后,容易导致摩擦力下降,板材打滑的情况,不利于板材批量输送工作。
技术实现思路
1、针对现有技术的不足,本发明提供了一种pvc板批量生产用车间输送系统,解决了现有pvc板批量输送系统只能实现在单一高度上的板材输送工作,无法根据下一工序位置的高度调节输送高度,需整体更换不同高度的输送设备,从而给板材输送工作带来不便,导致pvc板材不能快速、便捷的输送,使用功能单一,板材上的粉尘粘附在传送带上后,容易导致摩擦力下降,板材打滑的情况,不利于板材批量输送工作的问题。
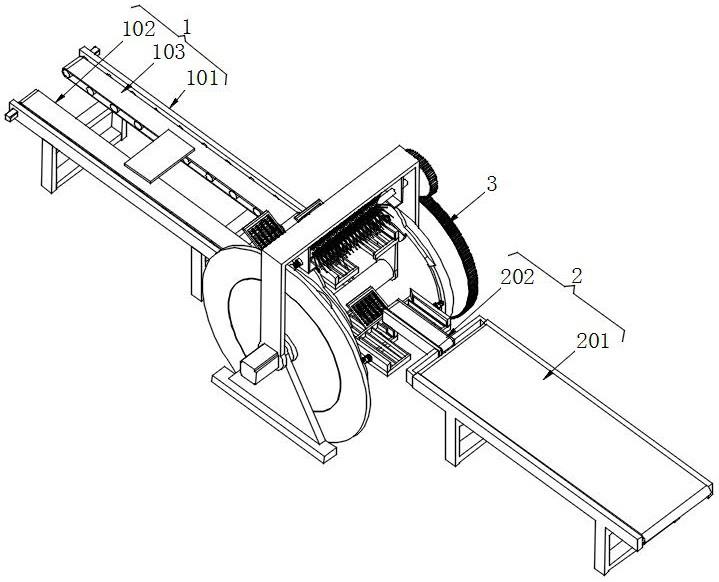
2、为实现以上目的,本发明通过以下技术方案予以实现:一种pvc板批量生产用车间输送系统,包括第一传送带组件和第二传送带组件,所述第一传送带组件设置在第二传送带组件的一侧,所述第一传送带组件和第二传送带组件之间设置有转运机构,所述转运机构包括第一转动组件、第二转动组件、清洁组件和装载组件,所述第一转动组件和第二转动组件左右相对设置,所述清洁组件设置在第一转动组件和第二转动组件的上方,用于清洁pvc板,多个所述装载组件均匀设置在第一转动组件和第二转动组件的相对侧壁上,用于搬运pvc板。
3、所述第一转动组件包括第一支撑板,所述第一支撑板靠近第二转动组件的侧壁上固定设置有圆盘,所述第一支撑板远离第二转动组件的侧壁上转动设置有第一齿轮,所述圆盘远离第一齿轮侧壁上固定设置有第一套筒,所述第一套筒内部转动设置有第一传动轴,所述第一传动轴一端转动贯穿圆盘并和第一齿轮固定连接。
4、所述第二转动组件包括第二支撑板,所述第二支撑板靠近圆盘的侧壁上固定设置有筒体,所述第二支撑板远离筒体侧壁上固定设置有伺服电机,所述伺服电机输出端转动贯穿筒体并固定连接有第二传动轴,所述第二传动轴一端和第一传动轴固定连接,所述筒体外壁上转动套设有第二套筒,所述第二套筒侧壁上固定设置有圆环,所述圆环远离筒体的外壁上均匀设置有多个凸块,所述第二套筒固定套设在第二传动轴外壁上,所述凸块内壁上分别固定设置有第一齿圈和第二齿圈。
5、优选的,所述第一传送带组件包括支撑架、第一传送带、第二传送带和挡板,所述第一传送带和第二传送带分别设置在支撑架的内壁两侧,所述挡板固定设置在支撑架靠近转运机构的内壁上,所述第一传送带和第二传送带分别通过两个第一电动机驱动。
6、优选的,所述第二传送带组件包括第三传送带和第四传送带,所述第四传送带设置在第三传送带靠近转运机构的一端,所述第四传送带和第三传送带顶部在同一水平面上,所述第三传送带和第四传送带分别通过两个第二电动机驱动。
7、优选的,所述清洁组件包括安装架和固定设置在安装架底部的吊架,所述安装架两端固定连接在第一支撑板和第二支撑板的侧壁上,所述吊架内部设置有吹扫组件,所述吊架底部两侧均固定连接有顶板组件。
8、优选的,所述吹扫组件包括空心轴和固定设置在安装架一端的第二齿轮以及固定设置在空心轴外壁上的刷毛,所述空心轴外壁上且位于相邻两个刷毛之间均开设有出风孔,所述空心轴内部靠近凸块的一侧滑动设置有活塞,所述活塞侧壁上固定设置有活塞杆,所述活塞杆一端转动贯穿安装架并固定设置有挡块,所述外壁上且位于挡块和空心轴之间套设有复位弹簧,所述第二齿轮和第一齿轮相啮合。
9、优选的,所述装载组件包括托板和开设在托板顶部中间位置的取放口以及固定设置在托板顶部两侧的侧板,所述托板远离取放口的侧壁上固定设置有取料板,所述侧板内部开设有收纳槽,收纳槽内部设置有用于矫正pvc板位置的矫正组件,所述托板左右两侧壁上均固定设置有传动杆,所述传动杆外壁上分别固定套设有第三齿轮和第四齿轮。
10、优选的,所述矫正组件包括顶杆和固定设置在顶杆一端的第一矫正板,所述第一矫正板远离顶杆的侧壁上开设有避让槽,所述避让槽内部滑动设置有第二矫正板,所述第二矫正板进而避让槽内壁之间固定设置有第一弹簧,所述顶杆外壁上固定套设有弹簧挡板,所述顶杆外壁上且位于弹簧挡板和第一矫正板之间套设有第二弹簧。
11、优选的,所述顶杆一端滑动贯穿侧板并延伸至外部,所述第二弹簧和弹簧挡板均位于侧板腔体外部,其中一个所述传动杆转动贯穿第二套筒并延伸至筒体内部,另一个所述传动杆滑动连接在环形槽内部,所述第三齿轮和第四齿轮分别和第一齿圈和第二齿圈啮合连接。
12、优选的,所述顶板组件包括第一半圆板和第二半圆板,所述第一半圆板和第二半圆板之间形成有弧形避让通槽,所述第一半圆板外壁两侧均固定连接有长条顶板,所述第二半圆板底部固定设置有安装板,所述安装板固定套设在第一套筒外壁上。
13、优选的,所述第一套筒顶部均匀开设有多个长条通槽,便于空气流通。
14、本发明提供了一种pvc板批量生产用车间输送系统。与现有技术相比具备以下有益效果:
15、1、一种pvc板批量生产用车间输送系统,通过设置第一传送组件和第二传送组件以及转运机构能够将第一传送带上的pvc板搬运至第二传送带上,第二传送带的位置可设置在高于或者低于第一传送带,因此可实现对pvc板向较高位置搬运或者向较低位置输送的目的,能够适用于不同高度上pvc板的输送工作,无需人工搬运,不仅降低了工作人员的劳动强度,而且提高了pvc板材的输送效率。
16、2、一种pvc板批量生产用车间输送系统,通过将板材运送至设置清洁组件位置时,由于第一齿轮和第二齿轮相啮合,因此第二齿轮转动的同时能够驱动刷毛不断经过的pvc板表面清扫,从而实现去除pvc板表面灰尘的目的,另外,圆环转动时利用凸块间歇式推动活塞杆运动,从而活塞能够在沿空心轴腔体往复运动,推动空心管内空气流动,空气从出气孔被挤出的同时能够对pvc表面实现吹扫的效果,进一步提高pvc板材表面灰尘清除洁净度,避免pvc板材表面的粉尘粘附在传送带表面,导致传送带摩擦力下降,出现板材与传送带之间打滑的情况,从而有利于板材的高效运输。
17、3、一种pvc板批量生产用车间输送系统,通过多个装载组件循环经过第第一传送带组件,能够将pvc板材自动托举在取料板上,pvc板材受重力作用滑落到托板上,实现自动将pvc板材装载到托板上的目的,并且在装载组件继续转动过程中,利用顶板组件推动托板两侧的矫正组件同步相向移动,从而实现将pvc板材放置在托板中间位置的目的,避免了pvc板材放置位置散乱,不便于后续操作的问题,通过设置第一弹簧,使得第二矫正板和第一矫正板之间存在夹持缓冲间隙,第一弹簧利用弹力推动第二矫正板夹持板材,进一步压缩第一弹簧后,增大两个矫正组件之间的距离,使得矫正组件能够对多种长度的板材矫正,提高其适用范围。
18、4、一种pvc板批量生产用车间输送系统,通过pvc板材受到矫正组件的持续夹持,并在第四齿轮和第二齿圈脱离,即到达清洁组件位置时,第三齿轮和第一齿圈啮合后实现装载组件三百六十度连续翻转动作,从而能够对pvc板上下两面清洁,提高了pvc板清洁效果。
19、5、一种pvc板批量生产用车间输送系统,通过在筒体内设置第一齿圈和第二齿圈,第一齿圈两端与第二传动轴之间连线的夹角为九十度,第二齿圈两端和第二传动轴之间连线的夹角为二百七十度,第二齿圈的设置能够保证装载组件在第二齿圈范围内随第二转动组件转动的同时,利用第二齿圈和第四齿轮啮合转动抵消装载组件公转时的转动角度,使得装载组件顶部始终处于水平状态,保证板材在未受到矫正组件夹持时,托板能够始终将pvc板材托举在水平面上,第四齿轮与第二齿圈脱离后,第三齿轮即刻实现可第一齿圈啮合,托板自转速度远大于第二转动组件的转动速度,因此可实现装载组件的连续快速翻转动作,便于后续pvc板材的清洁工作。
20、6、一种pvc板批量生产用车间输送系统,清洁组件的转动通过第二齿轮和第一齿轮啮合传动实现,活塞的运动通过凸块间歇驱动实现,装载组件的翻转动作通过第三齿轮转动时和第一齿圈的啮合传动实现,三者的运动均未单独设置驱动装置,均通过伺服电机的动力输出实现,减少了驱动设备的使用,使得该pvc板批量生产用车间输送系统结构更加简单,制造成本降低,便于后期的检修和维护。
- 还没有人留言评论。精彩留言会获得点赞!