一种罐装瓶盖自动生产装置的制作方法
本发明属于瓶盖生产,具体的说是一种罐装瓶盖自动生产装置。
背景技术:
1、罐装瓶盖是一种用于密封瓶子的密封件,根据不同的功用,瓶盖有很多不同的形状,以及不同的操作方法,瓶盖是食品与饮料包装重要的一环,还具有防盗开启及安全性方面的功能。
2、罐装瓶盖在生产时,会使用生产装置进行生产,将瓶盖的底座放置生产装置上间歇式输送,随之将瓶盖的顶盖部分放置在瓶盖底座上,利用旋盖结构将瓶盖的顶盖部分拧紧在瓶盖底座上,从而制成罐装瓶盖。
3、目前罐装瓶盖在旋盖生产时,会将瓶盖底座放置生产装置上间歇式输送,由于瓶盖底座在间歇式输送的过程中,旋盖结构也会间歇式将顶盖部分拧紧在瓶盖底座上,依靠间歇式输送的方式生产罐装瓶盖,容易导致罐装瓶盖整体的生产效率降低。
4、为此,本发明提供一种罐装瓶盖自动生产装置。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种罐装瓶盖自动生产装置,包括设备机架;所述设备机架的底端固接有设备底座;所述设备机架的内壁安装有输送带;所述输送带的外部固接有限位块,且限位块设置有多组;所述限位块的截面形状呈u形;所述限位块的端部内壁对称凸起,且限位块的凸起能够卡住瓶盖底座;所述设备机架的外部设置有旋盖组件,旋盖组件用于对瓶盖组装;所述设备机架的顶端设置有上料组件,上料组件用于对瓶盖零部件上料;利用输送带不间歇式自动输送瓶盖底座与顶盖旋紧自动生产,从而替代了传统间歇式生产的方式,提高了罐装瓶盖生产的效率。
3、优选的,所述旋盖组件包括支撑架、导轨板、电缸和旋盖头;所述支撑架固接在设备机架的外部,且支撑架对称设置有两组;所述导轨板固接在支撑架的顶端;所述电缸通过电滑块安装在导轨板的内部,且电缸设置有多组;所述旋盖头通过转动电机安装在电缸的输出端;当瓶盖底座的凸起与限位块内壁的凸起限位时,瓶盖底座不再转动,旋盖头则带动顶盖拧紧在瓶盖底座上,可起到不间歇式自动旋紧罐装瓶盖的效果。
4、优选的,多组所述限位块的内壁凸起处固接有限位板;所述限位板的顶端开设有凹槽;所述限位板的中部顶端固接有凸杆;当瓶盖底座上料时能够自动插在凸杆处,并且限位在限位板的凹槽处,起到对瓶盖底座限位的效果,降低对顶盖旋盖时产生的晃动。
5、优选的,所述上料组件包括上料板和压料板;所述上料板固接在设备机架的内壁;所述上料板的内部开设有下料通道,且下料通道设置有两组;所述压料板通过一号扭簧转动连接在上料板的内壁,且位于下料通道处;凸杆将瓶盖底座带走,一号扭簧迅速带动压料板自动复位,下一组瓶盖底座继续被压料板压覆,等待下一组凸杆经过,从而起到对瓶盖底座上料的作用。
6、优选的,所述设备机架的顶端固接有顶盖箱;所述顶盖箱的内部开设有下料孔,且下料孔设置有两组;所述顶盖箱的内部设置有堵料组件,堵料组件用于控制瓶盖零部件下料;在上料板处上料瓶盖底座后,瓶盖底座输送至顶盖箱的底端,依靠堵料组件对一组顶盖下放,使得一组顶盖能够落至瓶盖底座上,从而起到对顶盖上料的效果。
7、优选的,所述堵料组件包括连接架、拉绳和堵料板;所述堵料板通过二号扭簧转动连接在顶盖箱的内部;所述拉绳固接在堵料板远离二号扭簧的外部;所述连接架固接在压料板的顶端,且连接架与拉绳远离堵料板的一端连接;随之一号扭簧带动压料板复位,二号扭簧带动堵料板复位,堵料板自动继续堵塞下一组顶盖,从而实现在压料板被顶起时,控制下落一组顶盖。
8、优选的,所述设备机架的外部设置有收料箱;所述收料箱的内部固接有弧形块;输送带掉落至收料箱的内部收集,并且配合弧形块固定在收料箱的内部,位于罐装瓶盖掉落处位置,依靠弧形块的弯弧斜面导向,降低罐装瓶盖在收料箱的一处产生堆积。
9、优选的,所述设备机架的内壁固接有导流板,且导流板靠近设备机架的一端翘起;所述导流板的两侧均固接有侧板;减少罐装瓶盖掉落地面,并且导流板靠近设备机架的一端翘起,使得罐装瓶盖下落时能够直接落至导流板的内部,降低罐装瓶盖从缝隙处掉落的情况。
10、优选的,所述下料孔的孔洞直径与顶盖直径相对应;所述顶盖箱的材质为金属材质;使得顶盖放置在顶盖箱内部时能够顺利滑动,并且不容易出现侧翻的情况,同时利用顶盖箱的金属材质,依靠金属材质的平滑度,能够降低顶盖下滑时与顶盖箱内壁的摩擦。
11、优选的,所述顶盖箱的内部插接有磁环,且磁环与顶盖箱相互靠近时能够异性相吸;所述磁环的顶端固接有料筒;增加顶盖放置的容积,能够放置更多的顶盖分别置于顶盖箱和料筒的内部,从而能够控制顶盖的存料数量,方便进行加料上料。
12、本发明的有益效果如下:
13、1.本发明所述的一种罐装瓶盖自动生产装置,通过设置的输送带带动多组限位块输送,将瓶盖底座放置在限位块之间限位,并且以顶盖置于瓶盖底座上方,电滑块带动电缸滑动导轨板底端,电缸伸缩带动旋盖头压覆在瓶盖底座上,并将顶盖旋紧,起到对罐装瓶盖拧盖的作用,替代了传统间歇式拧盖的生产方式,利用限位板和凸杆配合对瓶盖底座限位,以压料板压覆瓶盖底座,在凸杆经过压料板处时将单组瓶盖底座带走,起到自动上料的作用,依靠多组顶盖放置顶盖箱内部,在单组瓶盖底座经过下料孔处时,顶盖下放至瓶盖底座上,起到对顶盖上料的效果。
14、2.本发明所述的一种罐装瓶盖自动生产装置,通过设置的连接架固定在压料板顶端,在压料板被顶起时,拉绳拉拽堵料板转动,下料孔处的一组顶盖下落,起到对顶盖自动控制下料的效果,利用收料箱设置在设备机架的末端,罐装瓶盖制成后被输送带输送,输送带输送至设备机架的末端时,罐装瓶盖掉落至导流板上,顺着导流板的斜面导向,掉落至收料箱的内部收集,起到对罐装瓶盖收集的效果,并且依靠弧形块的弯弧斜面导流,减少罐装瓶盖在收料箱内部一处堆积。
技术特征:
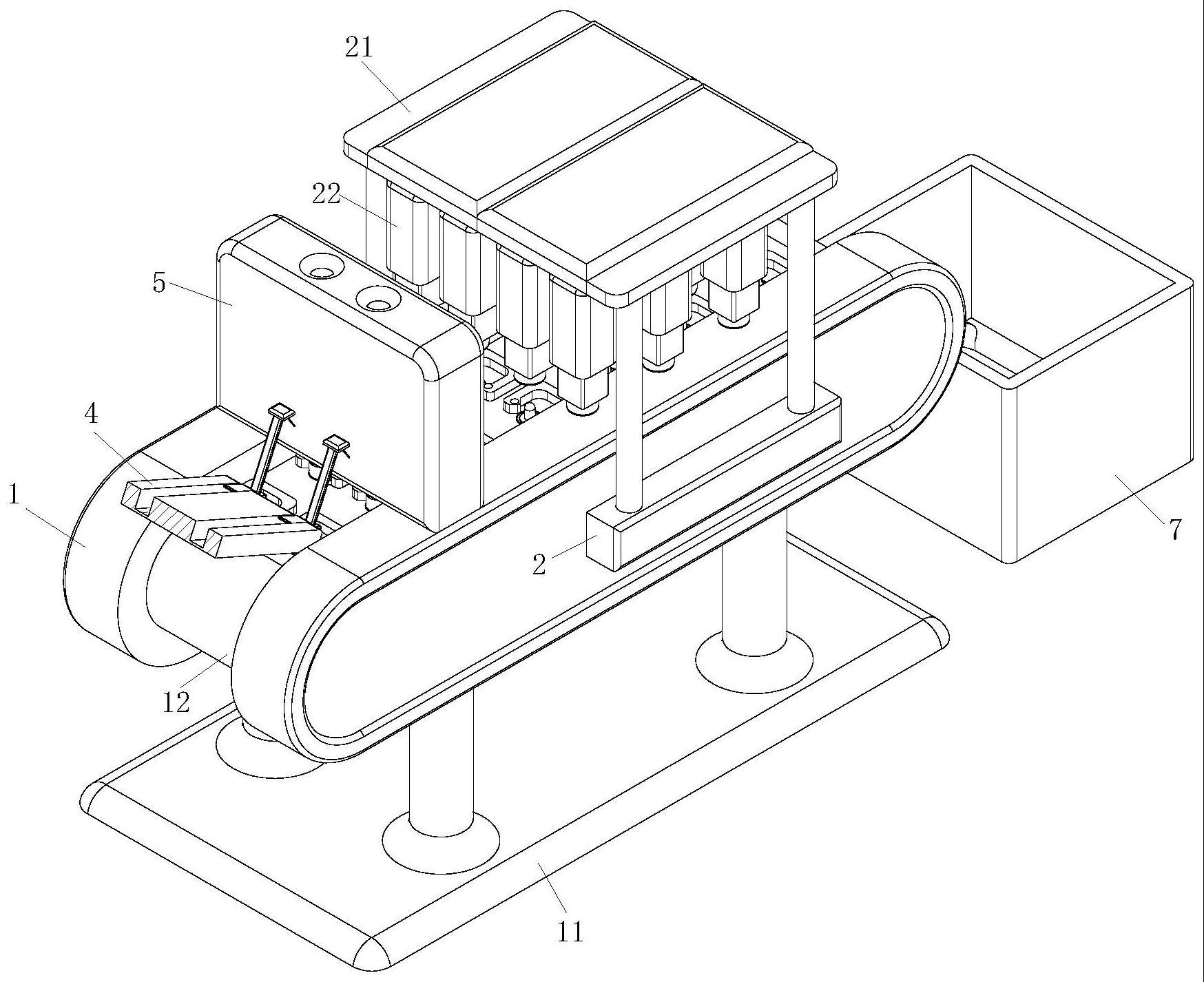
1.一种罐装瓶盖自动生产装置,其特征在于:包括设备机架(1);所述设备机架(1)的底端固接有设备底座(11);所述设备机架(1)的内壁安装有输送带(12);所述输送带(12)的外部固接有限位块(13),且限位块(13)设置有多组;所述限位块(13)的截面形状呈u形;所述限位块(13)的端部内壁对称凸起,且限位块(13)的凸起能够卡住瓶盖底座;所述设备机架(1)的外部设置有旋盖组件,旋盖组件用于对瓶盖组装;所述设备机架(1)的顶端设置有上料组件,上料组件用于对瓶盖零部件上料。
2.根据权利要求1所述的一种罐装瓶盖自动生产装置,其特征在于:所述旋盖组件包括支撑架(2)、导轨板(21)、电缸(22)和旋盖头(23);所述支撑架(2)固接在设备机架(1)的外部,且支撑架(2)对称设置有两组;所述导轨板(21)固接在支撑架(2)的顶端;所述电缸(22)通过电滑块安装在导轨板(21)的内部,且电缸(22)设置有多组;所述旋盖头(23)通过转动电机安装在电缸(22)的输出端。
3.根据权利要求1所述的一种罐装瓶盖自动生产装置,其特征在于:多组所述限位块(13)的内壁凸起处固接有限位板(3);所述限位板(3)的顶端开设有凹槽;所述限位板(3)的中部顶端固接有凸杆(31)。
4.根据权利要求1所述的一种罐装瓶盖自动生产装置,其特征在于:所述上料组件包括上料板(4)和压料板(41);所述上料板(4)固接在设备机架(1)的内壁;所述上料板(4)的内部开设有下料通道,且下料通道设置有两组;所述压料板(41)通过一号扭簧转动连接在上料板(4)的内壁,且位于下料通道处。
5.根据权利要求1所述的一种罐装瓶盖自动生产装置,其特征在于:所述设备机架(1)的顶端固接有顶盖箱(5);所述顶盖箱(5)的内部开设有下料孔(51),且下料孔(51)设置有两组;所述顶盖箱(5)的内部设置有堵料组件,堵料组件用于控制瓶盖零部件下料。
6.根据权利要求5所述的一种罐装瓶盖自动生产装置,其特征在于:所述堵料组件包括连接架(6)、拉绳(61)和堵料板(62);所述堵料板(62)通过二号扭簧转动连接在顶盖箱(5)的内部;所述拉绳(61)固接在堵料板(62)远离二号扭簧的外部;所述连接架(6)固接在压料板(41)的顶端,且连接架(6)与拉绳(61)远离堵料板(62)的一端连接。
7.根据权利要求1所述的一种罐装瓶盖自动生产装置,其特征在于:所述设备机架(1)的外部设置有收料箱(7);所述收料箱(7)的内部固接有弧形块(71)。
8.根据权利要求1所述的一种罐装瓶盖自动生产装置,其特征在于:所述设备机架(1)的内壁固接有导流板(8),且导流板(8)靠近设备机架(1)的一端翘起;所述导流板(8)的两侧均固接有侧板(81)。
9.根据权利要求5所述的一种罐装瓶盖自动生产装置,其特征在于:所述下料孔(51)的孔洞直径与顶盖直径相对应;所述顶盖箱(5)的材质为金属材质。
10.根据权利要求5所述的一种罐装瓶盖自动生产装置,其特征在于:所述顶盖箱(5)的内部插接有磁环(9),且磁环(9)与顶盖箱(5)相互靠近时能够异性相吸;所述磁环(9)的顶端固接有料筒(91)。
技术总结
本发明属于瓶盖生产技术领域,具体的说是一种罐装瓶盖自动生产装置,包括设备机架;所述设备机架的底端固接有设备底座;所述设备机架的内壁安装有输送带;所述输送带的外部固接有限位块,且限位块设置有多组;通过设置的输送带带动多组限位块输送,将瓶盖底座放置在限位块之间限位,并且以顶盖置于瓶盖底座上方,电滑块带动电缸滑动导轨板底端,电缸伸缩带动旋盖头压覆在瓶盖底座上,并将顶盖旋紧,起到对罐装瓶盖拧盖的作用,替代了传统间歇式拧盖的生产方式,利用限位板和凸杆配合对瓶盖底座限位,以压料板压覆瓶盖底座,在凸杆经过压料板处时将单组瓶盖底座带走,起到自动上料的作用。
技术研发人员:陈苏年
受保护的技术使用者:广州市蔼洋塑料工业有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!