一种连续热镀机组产品转换用加锭装置的制作方法
本发明涉及连续热镀机组,具体涉及一种连续热镀机组产品转换用加锭装置。
背景技术:
1、连续热镀机组是在带钢表面镀上金属层,主要起到防腐的作用。目前常见的有镀锌、锌镁、锌镍、锌铝镁、铝硅等镀层,而在产品转换或需要调整锅中成分时,需要向锅中快速添加合金锭来实现。
2、例如,连续热镀锌机组产品包括gi和ga两种,一般设计共用一个锌锅,生产中通过调整锌锅成分来实现两种产品的转换。镀锌生产使用锌锭规格为1.0-1.6吨/块,正常生产时通过电葫芦将锌锭缓慢加入到锌锅熔化,保证所加锌锭的量与带钢带走的锌液量平衡,通常1.5小时消耗一块锌锭。
3、在ga转gi产品时,根据工艺要求,需要快速提高锌锅的铝含量,一般需向锌锅中添加10-12吨t-zn-500的锌锭。为了快速熔化这些锌锭达到gi生产的工艺条件、减少废品量,通常采用人工连续添加10公斤/块的锌锭来实现,小锭包装为1吨/垛。因锌锅温度高达460℃,在锌锅边进行人工搬运加锭作业不但劳动强度大,同时也存在较大的安全风险;另外因人工加锭持续时间长,导致期间产生的废品量也相应增加。
技术实现思路
1、为了解决如何安全、快速添加锌锭实现锌锅铝含量的调整,保证ga转gi顺利进行的技术问题,本发明实施例提供了一种连续热镀机组产品转换用加锭装置,
2、一种连续热镀机组产品转换用加锭装置,包括推框和叉车,推框具有推板,叉车具有货叉,推板的外侧设有连接件,连接件用于叉车的货叉与推框的推板可拆的连接。
3、通过以上技术方案,在ga转gi产品时,将叉车的货叉可拆卸的与推板外侧的连接件连接,连接后通过叉车推动推板,然后推板推动锌锭投入锌锅中,不需要人工搬运,加锌速率快,安全性高,减少产品转换时产生的废品量,实现了机组的高效、安全运行。
4、进一步优选的,所述连接件包括连接在推板外侧的装卸槽。
5、进一步优选的,所述装卸槽有两个,对称连接在推板外侧。
6、进一步优选的,在装卸槽的两侧分别螺纹连接有两个锁紧螺栓,两个锁紧螺栓从装卸槽的两侧插入装卸槽内与货叉抵接。
7、进一步优选的,在两个装卸槽的底部分别设有一个支座,支座的底端与推框底面齐平。
8、进一步优选的,所述推框还包括连接在推板两侧的两个侧板。
9、进一步优选的,所述推板的长度为950mm,推板的高度为150mm。
10、进一步优选的,所述推框为10-20mm厚的普碳钢。
11、本发明的有益效果:
12、1)、本申请在ga转gi产品时,将叉车的货叉可拆卸的与推板外侧的连接件连接,连接后通过叉车推动推板,然后推板推动锌锭投入锌锅中,不需要人工搬运,加锌速率快,安全性高,减少产品转换时产生的废品量,实现了机组的高效、安全运行。
13、2)、本申请的具有推板和两个侧板的推框,作业时可以控制两侧的锌锭顺利入锅,连接件采用装卸槽和锁紧螺栓配合,便于连接固定货叉,装配稳固,提高本装置使用时的安全性。
14、3)、通过优化推板的长度和高度,每垛锭分三次加入到锌锅,提高加锭效率,缩短加锭时间,减少产品转换时产生的废品量,实现了机组的高效、安全运行。
15、下面结合附图对本发明的具体实施方式作进一步详细的说明。
技术特征:
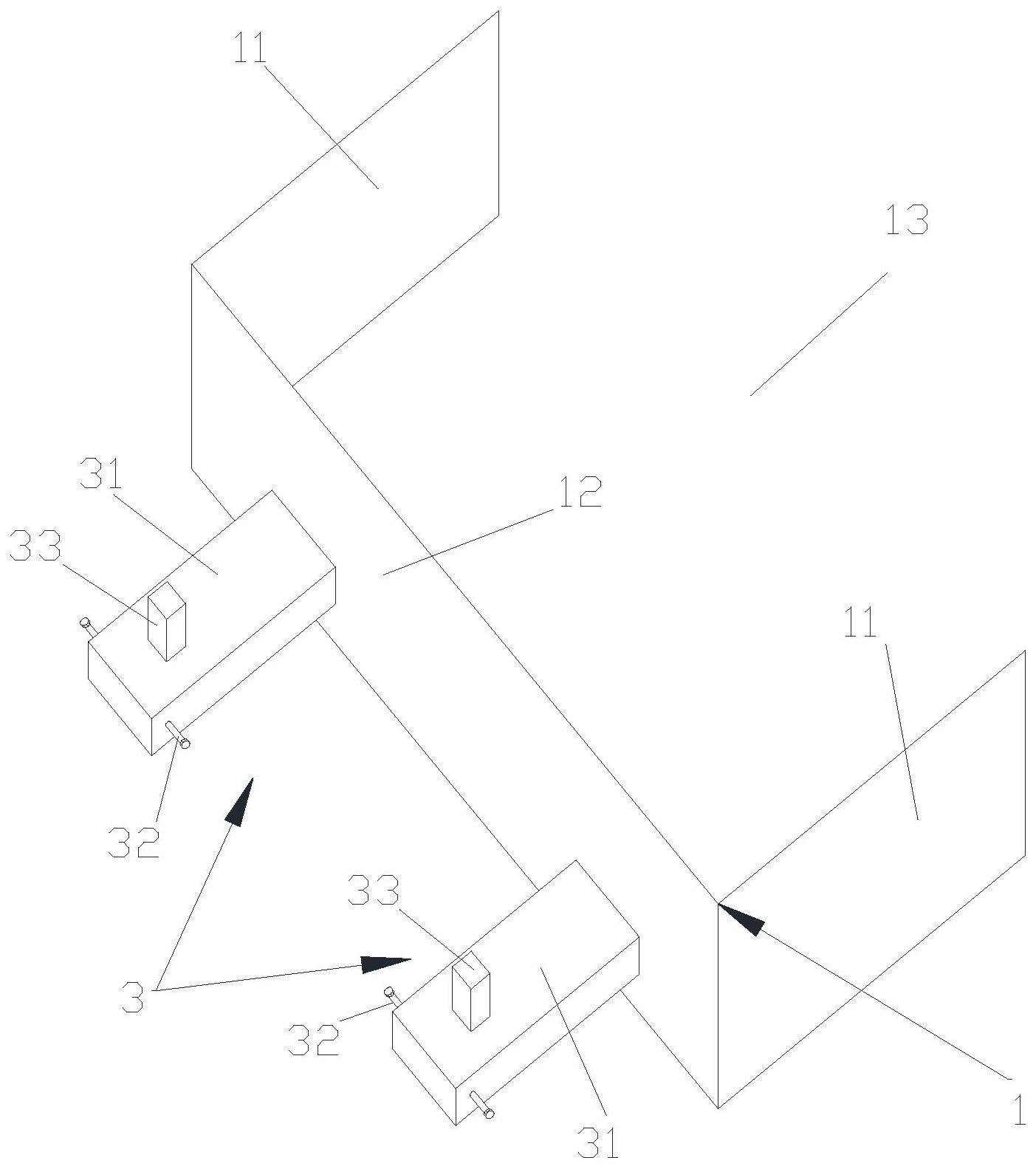
1.一种连续热镀机组产品转换用加锭装置,其特征在于:包括推框(1)和叉车(2),所述推框(1)具有推板(12),所述叉车(2)具有货叉(21),所述推板(12)的外侧设有连接件(3),所述连接件(3)用于所述叉车(2)的所述货叉(21)与所述推框(1)的所述推板(12)可拆的连接。
2.根据权利要求1所述的一种连续热镀机组产品转换用加锭装置,其特征在于:所述连接件(3)包括连接在所述推板(12)外侧的装卸槽(31)。
3.根据权利要求2所述的一种连续热镀机组产品转换用加锭装置,其特征在于:所述装卸槽(31)有两个,对称连接在所述推板(12)外侧。
4.根据权利要求2或3所述的一种连续热镀机组产品转换用加锭装置,其特征在于:在所述装卸槽(31)的两侧分别螺纹连接有两个锁紧螺栓(32),两个所述锁紧螺栓(32)从所述装卸槽(31)的两侧旋入所述装卸槽(31)内与所述货叉(21)抵接。
5.根据权利要求4所述的一种连续热镀机组产品转换用加锭装置,其特征在于:在两个所述装卸槽(31)的底部分别设有支座(33),所述支座(33)的底端与所述推框(1)底面齐平。
6.根据权利要求5所述的一种连续热镀机组产品转换用加锭装置,其特征在于:所述推框(1)还包括连接在所述推板(12)两侧的两个侧板(11)。
7.根据权利要求1所述的一种连续热镀机组产品转换用加锭装置,其特征在于:所述推板(12)的长度为950mm,所述推板(12)的高度为150mm。
8.根据权利要求1所述的一种连续热镀机组产品转换用加锭装置,其特征在于:所述推框(1)为10-20mm厚的普碳钢。
技术总结
为了解决如何安全、快速添加锌锭实现锌锅铝含量的调整,保证GA转GI顺利进行的技术问题,本发明涉及一种连续热镀机组产品转换用加锭装置,包括推框和叉车,推框具有推板,叉车具有货叉,推板的外侧设有连接件,连接件用于叉车的货叉与推框的推板可拆的连接,通过本装置,在GA转GI产品时,将叉车的货叉可拆卸的与推板外侧的连接件连接,连接后通过叉车推动推板,然后推板推动锌锭投入锌锅中,不需要人工搬运,加锌速率快,安全性高,减少产品转换时产生的废品量,实现了机组的高效、安全运行。
技术研发人员:周春
受保护的技术使用者:鞍钢蒂森克虏伯(重庆)汽车钢有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!