一种变压器铁芯包装用防锈塑封设备的制作方法
本发明涉及变压器,具体涉及一种变压器铁芯包装用防锈塑封设备。
背景技术:
1、目前,电力变压器已普及的使用冷轧钢片,它与过去使用的热轧钢片相比,当变压器的容量相同时,其重量和外形尺寸显著减小,变压器铁芯由硅钢片组成,为了降低铁芯中的发热损耗,铁芯由厚度为0.23—0.5mm的硅钢片叠装而成,变压器用的硅钢片的含硅量比较高,硅钢片的两面均涂以绝缘漆,这样可以使叠装在一起的硅钢片相互之间绝缘;
2、变压器铁芯暴露在空气中会与水分接触生锈,通常采用的方法是人工拿取一个包装袋,将变压器铁芯放入塑封,不断进行重复性操作造成准确度和效率低,且人工作业的成本较高,通过机械装置,例如机器手或者真空吸嘴,将叠放在一起的包装袋分离开来,再逐一放入零件,但是这种方法无法准确的将每一个包装袋分离出来,所以我们提出了一种变压器铁芯包装用防锈塑封设备。
技术实现思路
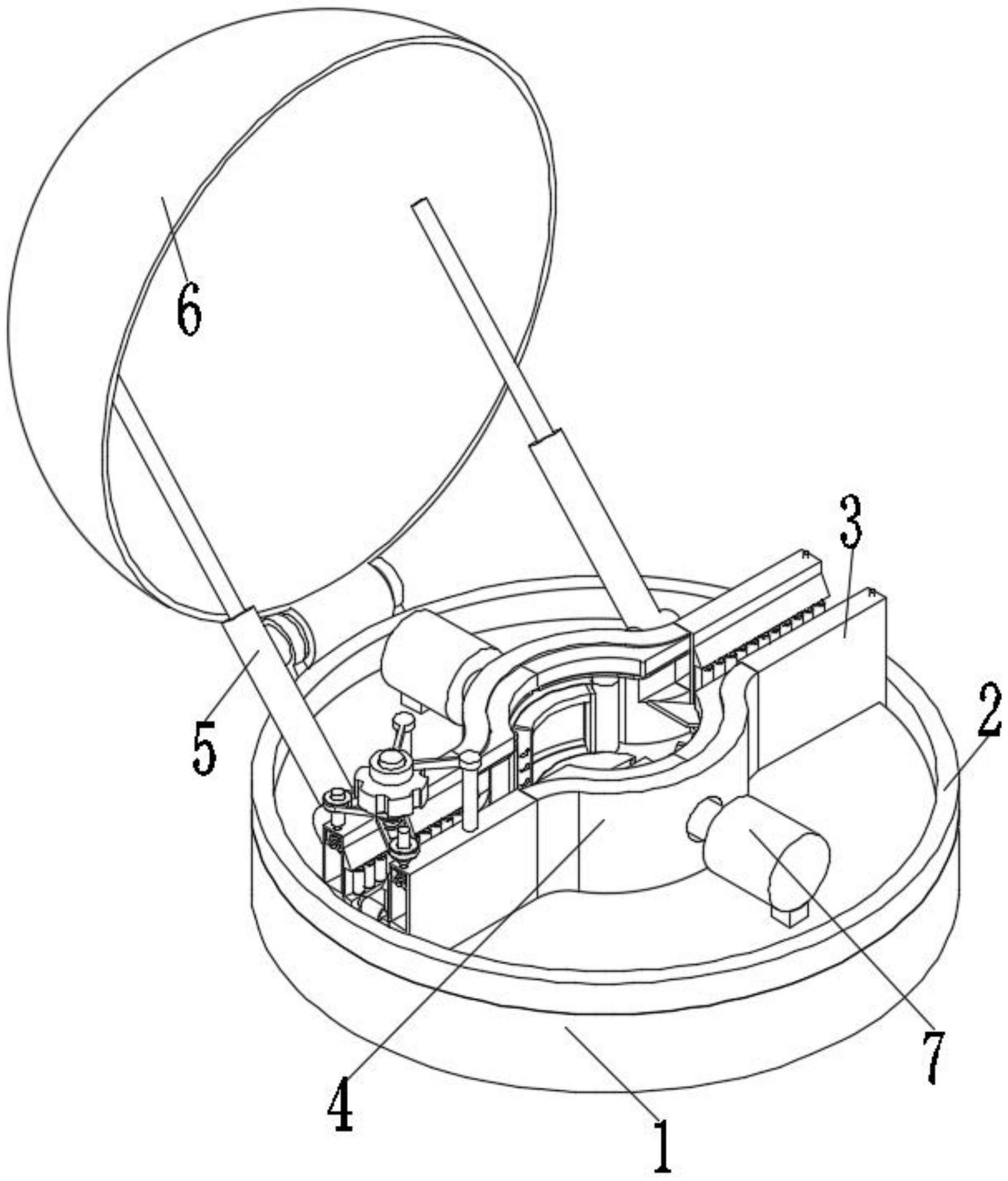
1、为解决上述技术问题,本发明提供一种变压器铁芯包装用防锈塑封设备,包括底板,所述底板的顶部固定连接有圆环圈,所述底板的顶部铰接有顶盖,所述顶盖与底板通过液压杆铰接,还包括:
2、输送部件,所述底板的顶部固定连接有固定架,所述底板的顶部固定连接有半圆架,所述底板与半圆架的内部均开设有运输孔,所述输送部件设置在运输孔的内部,所述输送部件位于运输孔的内壁上方;
3、送料部件,所述固定架的中心处开设有u形槽,所述送料部件设置在u形槽的内部;
4、压合部件,所述压合部件的数量设置有两个,两个压合部件以底板为中心对称设置,顶盖通过液压杆与底板进行铰接,顶盖可以通过液压杆的收缩与圆环圈的顶部表面接触对底板的顶部进行运输,在停止使用本装置时进行防护,电推杆位于顶板的顶部前后两端,电推杆的伸缩端贯穿半圆架且延伸至半圆架相互靠近的一端处,所述底板的顶部固定连接有电推杆,所述电推杆的数量设置有两个,所述压合部件设置在两个电推杆相互靠近的一端;
5、卸料部件,所述底板的顶部中心处开设有圆槽,所述卸料部件设置在圆槽的内部;
6、所述底板的顶部固定连接有斜块,所述底板的顶部固定连接有翘板,所述斜块与翘板相互远离的一端分别与固定架的端部固定连接。
7、进一步地,所述固定架的顶部固定连接有支架,所述支架的底部固定连接有电机,所述固定架的顶部通过轴承转动连接有转杆,所述电机的输出端与转杆的表面分别固定连接有皮带轮,所述皮带轮的内部设置有皮带。
8、进一步地,所述输送部件包括输送架、齿轮、齿条、橡胶带、凹槽、输送槽、底孔、圆柱齿轮杆和啮合齿轮,所述输送架与运输孔的内壁顶部固定连接,所述输送架的底部中心处开设有输送槽,所述底孔开设在输送架的底部,输送架设置在运输孔的内壁顶部,运输孔贯穿半圆架且与固定架的内部连通,橡胶带的表面延伸至输送槽的内部,以便橡胶带可以与密封膜的表面接触,所述橡胶带的表面开设有凹槽,所述凹槽的内壁与底孔的内壁接触,所述齿条与橡胶带的内壁固定连接,所述圆柱齿轮杆的顶部通过轴承与输送架的内壁顶部转动连接,所述啮合齿轮与圆柱齿轮杆的上表面固定连接,所述齿轮与转杆的下表面固定连接;
9、所述圆柱齿轮杆与齿条相互啮合,所述齿轮与啮合齿轮相互啮合。
10、进一步地,所述橡胶带的上下端延伸至底孔的外端,所述输送架的内部设置有两个橡胶带,两个所述橡胶带远离输送架内壁的一端向底孔的中心处延伸。
11、进一步地,所述送料部件包括送料架、橡胶滚杆、侧槽和传输带,所述送料架与u形槽的内壁固定连接,所述传输带设置在送料架的内壁底部处,所述送料架的内壁开设有侧槽,所述橡胶滚杆的端部通过轴承与侧槽的内壁转动连接;
12、所述侧槽的内部设置有多个橡胶滚杆。
13、进一步地,所述传输带设置在橡胶滚杆的下端,所述传输带的端部与斜块的顶部为水平设置,所述橡胶滚杆远离侧槽内壁的一端设置在传输带的上方。
14、进一步地,所述压合部件包括压合板一、压合架一、加热板、压合板二、圆柱杆、压合架二和切断部件,所述压合板一与压合板二相互远离的一端分别与电推杆的伸缩端固定连接,所述压合架一与压合板一的表面固定连接,压合板一与压合板为与半圆架的内壁相适配,压合板一与压合板二为圆弧设置,在压合板一与压合板二的端部相互接触时,压合板一与压合板二的中心处具有一定的空间,便于对变压器铁芯进行放置,所述压合架二与压合板二的表面固定连接,所述压合架一与压合架二的内壁分别固定连接有加热板,所述压合板一与压合板二的端部分别与圆柱杆固定连接;
15、所述压合板一与压合板二靠近斜块的一端设置有切断部件。
16、进一步地,所述压合架一的表面与压合架二的内壁相适配,所述压合板一与压合板二均设置为圆弧形。
17、进一步地,所述切断部件包括弯管、三角架和空芯刀片,所述空芯刀片与圆柱杆的表面固定连接,所述空芯刀片与圆柱杆的内部连通,所述三角架与圆柱杆固定连接,所述三角架位于圆柱杆的内部,所述三角架的内壁与空芯刀片的表面相适配;
18、所述圆柱杆通过弯管分别与压合架一和压合架二的内部连通,所述三角架位于压合架一的一端,所述空芯刀片位于压合架二的一端。
19、进一步地,所述卸料部件包括圆盘、顶槽、弯板、圆弧斜板、弹杆、接触杆和弹片,所述接触杆通过弹片与圆槽的内壁固定连接,所述圆盘通过弹杆与圆槽的内壁底部固定连接,所述圆弧斜板与圆盘的表面固定连接,所述圆盘的顶部开设有顶槽,所述弯板通过轴承与顶槽的端部内壁转动连接;
20、所述接触杆设置在翘板的下方,所述弯板靠近接触杆的一端延伸至圆盘的下方,所述圆弧斜板的数量设置有两个,两个所述圆弧斜板分别设置在压合板一和压合板二的下端。
21、本发明具有的有益效果:
22、本发明将电机通电之后,电机通过皮带轮与皮带的连接推动转杆转动,转杆在转动时通过啮合推动输送部件在运输孔的内部运行,输送部件推动密封膜在用运输孔的内部滑动,因输送部件设置有两个,两个输送部件设置在固定架的前后两端,变压器铁芯通过送料部件在两个密封膜相互靠近的一端移动,变压器铁芯移动至卸料部件的顶部后,压合部件通过电推杆相互靠拢,压合部件会挤压密封膜对变压器铁芯进行包裹塑封,压合部件对将密封膜塑封之后,通过切断部件对密封膜进行切断,从而使得密封膜可以分离出来,提高对变压器铁芯塑封的效率。
23、本发明齿轮通过转杆的转动驱动啮合齿轮转动,圆柱齿轮杆通过啮合齿轮的转动推动齿条滚动,橡胶带通过齿条在底孔的内部转动,将密封膜放入输送槽的内部后,密封膜通过橡胶带的转动向半圆架的一端移动,密封膜移动至半圆架的内部后,压合部件便可以挤压密封膜相互靠近对变压器铁芯进行塑封,使得密封膜可以连续的对变压器铁芯进行塑封,提高工作效率。
24、本发明将变压器铁芯放置入送料架的内部,变压器铁芯通过传送带的工作向斜块的表面移动,在侧槽的内部设置有橡胶滚杆,避免变压器铁芯在运输时与送料架的内壁接触导致卡住,变压器铁芯通过传输带移动至斜块的顶部后,变压器铁芯通过斜块表面的斜度滚落至圆盘的顶部,以便压合部件挤压密封膜对变压器铁芯进行塑封。
25、本发明变压器铁芯滚落至圆盘的表现之后,压合板一与压合板二通过电推杆相互的靠近,将变压器铁芯挤压至压合架一与压合架二的内部进行塑封,压合架一进入压合架二的内部后,密封膜会通过挤压包裹在变压器铁芯的表面,加热板对压合架一与压合架二进行加热,使得两个密封膜可以通过加热进行融合,增加密封性,压合架一与压合架二的内壁接触后会对密封膜进行挤压,使得两个密封膜在加热时接触性更好。
26、本发明密封膜通过加热对变压器铁芯塑封时,压合架一与压合架二内部的热量通过弯管进入圆柱杆的内部,空芯刀片与三角架受到加热之后,空芯刀片在对密封膜进行切断时更加的顺利,使得变压器铁芯通过密封膜塑封之后可以单独的分离出来,提高工作效率。
27、本发明压合板一与压合板二进行相互靠近的移动时通过圆弧斜板挤压圆盘向下移动,压合架一与压合架二向外延伸先与变压器铁芯接触,变压器铁芯完成塑封之后,压合板一与压合板二相互的远离,圆盘将通过弹杆向上移动,弯板的端部在向上移动时与接触杆的表面接触,弯板通过挤压向上翘起与翘板的底部接触,使得塑封之后的变压器铁芯可以通过翘板滚落至右侧的送料部件中,运输处固定架的内部进行收集。
- 还没有人留言评论。精彩留言会获得点赞!