一种钢板堆垛装置及堆垛钢板的控制方法与流程
本发明涉及冶金行业热处理机组的,尤其是一种钢板堆垛装置及堆垛钢板的控制方法。
背景技术:
1、传统的热处理机组在生产过程中,经横切机组剪切后的钢板需传送至加热炉等设备中,进行后续的工艺步骤;现有技术中,大多采用在横切机组设有专门的钢板堆垛机,用于对钢板进行堆垛,这样需额外增加堆垛机设备,设备的成本增加,并且存在需根据不同钢板的尺寸设计不同的钢板堆垛机的问题,不利于热处理机组的生产。
技术实现思路
1、针对上述问题,本发明提供一种钢板堆垛装置及堆垛钢板的控制方法。
2、本发明采用如下技术方案实现:
3、一种钢板堆垛装置,包括控制系统、抓取机构,以及位于所述抓取机构周侧的输入辊道和上料辊道,所述输入辊道与横切机组对接,以对经所述横切机组剪切后的钢板进行传送;所述输入辊道沿着传送方向依次包括加速段和减速段,剪切后的钢板经过所述输入辊道的所述加速段进行加速,以增大前后钢板之间的距离,所述减速段位于所述抓取机构的移动范围内,经所述减速段减速至速度为零的钢板被所述抓取机构拾取,并移送至所述上料辊道上进行堆垛;所述控制系统分别与所述抓取机构、输入辊道、上料辊道以及横切机组电连接,并控制其动作。
4、进一步的,所述输入辊道的所述加速段和减速段之间还设有匀速段。
5、进一步的,所述抓取机构为吊车,所述吊车的驱动输入端连接有多组吸盘,多组所述吸盘沿着水平面的横向和纵向均等分布,所述吸盘吸附于钢板的表面以进行钢板的拾取。
6、进一步的,所述横切机组将剪切后的钢板的尺寸信息传送至所述控制系统,并由所述控制系统根据钢板的尺寸信息控制所述抓取机构的所述吸盘动作,以拾取钢板;所述钢板的尺寸信息包括钢板的长度、宽度以及厚度。
7、进一步的,所述输入辊道的减速段设有到位传感器,所述到位传感器与所述控制系统电连接,所述到位传感器用于感应速度为零的钢板是否到位,并将检测信号发送给所述控制系统。
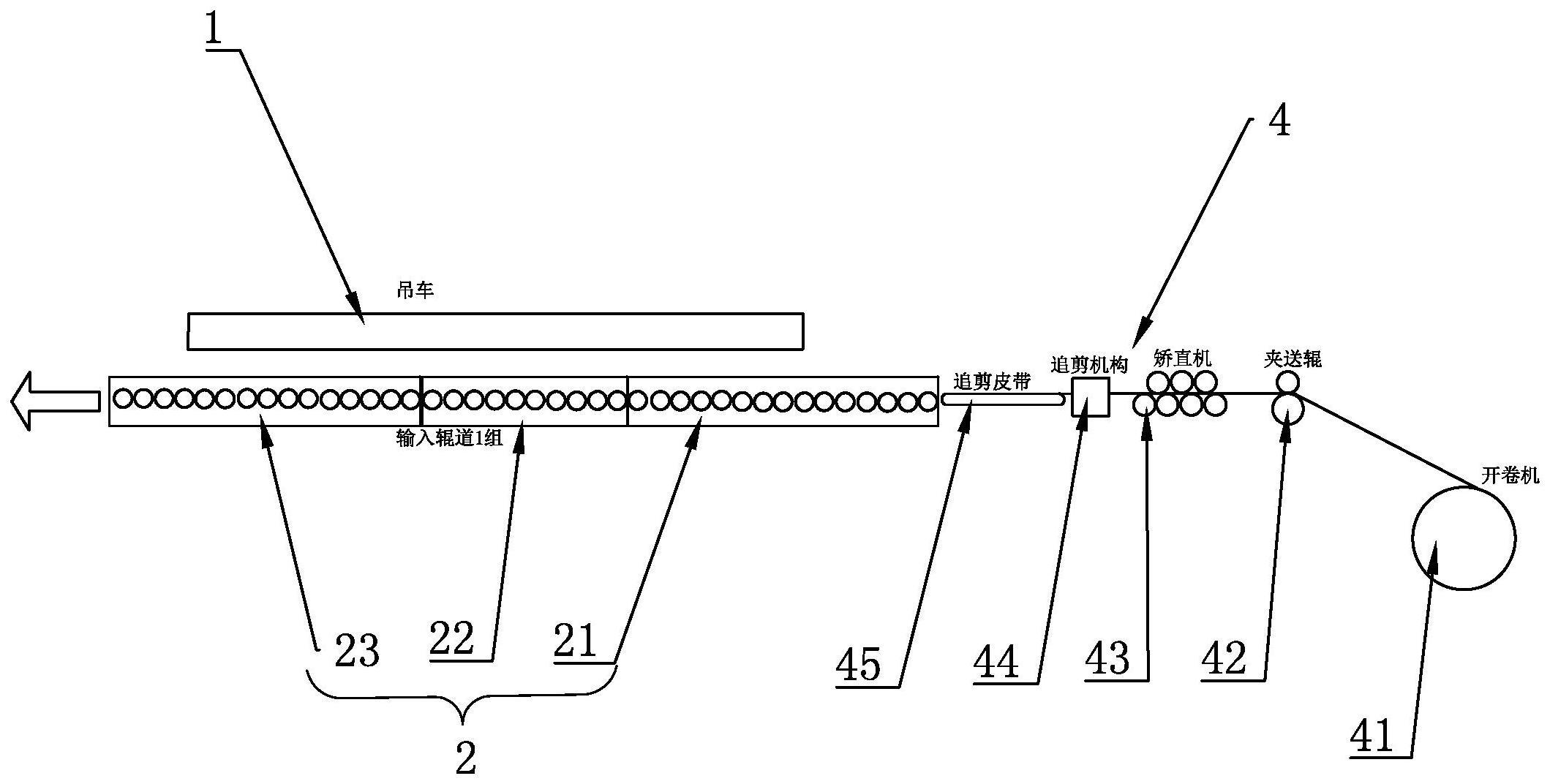
8、进一步的,所述横切机组沿着传送方向包括依次设置的开卷机、夹送辊、矫直机以及追剪机构,所述追剪机构和输入辊道之间设置有追剪皮带,热轧带钢通过所述开卷机松卷输送至所述夹送辊,所述夹送辊对热轧带钢进行辅助开卷,并输送至所述矫直机,所述矫直机对热轧带钢进行矫直,矫直后的热轧带钢输送至所述追剪机构处,由所述追剪机构进行剪切,形成钢板,钢板经由所述追剪皮带传送至所述输入辊道中。
9、本实施例还提供一种堆垛钢板的的控制方法,提供上述所述的钢板堆垛装置,包括以下步骤:
10、步骤1:控制系统接收到经所述横切机组剪切后的钢板的尺寸信息,且所述控制系统控制所述输入辊道运作,以对剪切后的钢板进行传送;
11、步骤2:剪切后的钢板依次进入输入辊道中,经所述输入辊道进行加速和减速,直至钢板的速度为零,所述输入辊道对钢板是否到位进行检测,并将检测信号发送至所述控制系统;
12、步骤3:所述控制系统根据得到的钢板的尺寸信息和钢板是否到位的检测信号以控制所述抓取机构运作,拾取速度为零的钢板,并移动至所述上料辊道中进行堆垛;
13、步骤4:当所述上料辊道中的堆垛的钢板的数量到达预设堆垛值时,发送信号给所述控制系统,所述控制系统构控制所述横切机组停止运作。
14、进一步的,步骤2具体为:钢板依次进入所述输入辊道中,经过所述输入辊道的所述加速段,前后钢板之间的距离变大;后经过所述输入辊道的所述减速段,钢板的速度减小,直至速度为零;所述输入辊道上设置的传感器检测钢板是否到位,并将检测信号发送至所述控制系统。
15、进一步的,在步骤3中,当所述抓取机构拾取钢板,并带动钢板横移一段距离时,所述控制系统删除该钢板的尺寸信息,并接收后一个钢板的尺寸信息和检测信号。
16、进一步的,所述抓取机构带动钢板横移的距离小于等于所述抓取机构与所述上料辊道之间的距离。
17、通过本发明提供的技术方案,具有如下有益效果:
18、本发明通过抓取机构与输入辊道的配合自动实现对经横切机组剪切后的钢板的堆垛动作,无需额外增加钢板堆垛机,节约了设备成本;且抓取机构能够适配各种规格尺寸的钢板,不存在需根据不同尺寸的钢板设计不同的钢板堆垛机的问题;最后,抓取机构采用吊车结构,使其同时具备将钢板直接上料至后续设备以及将钢板进行堆垛后运输上料的功能,以在不增加设备成本的基础上满足不同的设备工艺要求。
技术特征:
1.一种钢板堆垛装置,其特征在于:包括控制系统、抓取机构,以及位于所述抓取机构周侧的输入辊道和上料辊道,所述输入辊道与横切机组对接,以对经所述横切机组剪切后的钢板进行传送;所述输入辊道沿着传送方向依次包括加速段和减速段,剪切后的钢板经过所述输入辊道的所述加速段进行加速,以增大前后钢板之间的距离,所述减速段位于所述抓取机构的移动范围内,经所述减速段减速至速度为零的钢板被所述抓取机构拾取,并移送至所述上料辊道上进行堆垛;所述控制系统分别与所述抓取机构、输入辊道、上料辊道以及横切机组电连接,并控制其动作。
2.根据权利要求1所述的钢板堆垛装置,其特征在于:所述输入辊道的所述加速段和减速段之间还设有匀速段。
3.根据权利要求1所述的钢板堆垛装置,其特征在于:所述抓取机构为吊车,所述吊车的驱动输入端连接有多组吸盘,多组所述吸盘沿着水平面的横向和纵向均等分布,所述吸盘吸附于钢板的表面以进行钢板的拾取。
4.根据权利要求3所述的钢板堆垛装置,其特征在于:所述横切机组将剪切后的钢板的尺寸信息传送至所述控制系统,并由所述控制系统根据钢板的尺寸信息控制所述抓取机构的所述吸盘动作,以拾取钢板;所述钢板的尺寸信息包括钢板的长度、宽度以及厚度。
5.根据权利要求1所述的钢板堆垛装置,其特征在于:所述输入辊道的减速段设有到位传感器,所述到位传感器与所述控制系统电连接,所述到位传感器用于感应速度为零的钢板是否到位,并将检测信号发送给所述控制系统。
6.根据权利要求1所述的钢板堆垛装置,其特征在于:所述横切机组沿着传送方向包括依次设置的开卷机、夹送辊、矫直机以及追剪机构,所述追剪机构和输入辊道之间设置有追剪皮带,热轧带钢通过所述开卷机松卷输送至所述夹送辊,所述夹送辊对热轧带钢进行辅助开卷,并输送至所述矫直机,所述矫直机对热轧带钢进行矫直,矫直后的热轧带钢输送至所述追剪机构处,由所述追剪机构进行剪切,形成钢板,钢板经由所述追剪皮带传送至所述输入辊道中。
7.一种堆垛钢板的控制方法,其特征在于:提供权利要求1-6任一所述的钢板堆垛装置,包括如下步骤:
8.根据权利要求7所述的堆垛钢板的控制方法,其特征在于:步骤2具体为:钢板依次进入所述输入辊道中,经过所述输入辊道的所述加速段,前后钢板之间的距离变大;后经过所述输入辊道的所述减速段,钢板的速度减小,直至速度为零;所述输入辊道上设置的传感器检测钢板是否到位,并将检测信号发送至所述控制系统。
9.根据权利要求7所述的堆垛钢板的控制方法,其特征在于:在步骤3中,当所述抓取机构拾取钢板,并带动钢板横移一段距离时,所述控制系统删除该钢板的尺寸信息,并接收后一个钢板的尺寸信息和检测信号。
10.根据权利要求9所述的堆垛钢板的控制方法,其特征在于:所述抓取机构带动钢板横移的距离小于等于所述抓取机构与所述上料辊道之间的距离。
技术总结
本发明公开了一种钢板堆垛装置及堆垛钢板的控制方法,包括控制系统、抓取机构,以及位于所述抓取机构周侧的输入辊道和上料辊道,所述输入辊道与横切机组对接,以对经所述横切机组剪切后的钢板进行传送;所述输入辊道沿着传送方向依次包括加速段和减速段,剪切后的钢板经过所述输入辊道的所述加速段进行加速,以增大前后钢板之间的距离,所述减速段位于所述抓取机构的移动范围内,经所述减速段减速至速度为零的钢板被所述抓取机构拾取,并移送至所述上料辊道上进行堆垛。本发明通过抓取机构和输入辊道的配合自动对剪切后的钢板进行堆垛,无需额外设置钢板堆垛机,节约设备成本,保证生产效率。
技术研发人员:孙元元,宗良奎
受保护的技术使用者:中冶南方工程技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!