卸卷车定位方法及系统与流程
本申请涉及行车定位,尤其涉及一种卸卷车定位方法及系统。
背景技术:
1、轧钢厂镀锌线出口区域设置有两台卸卷车,主要用于将生产的成品钢卷从卷取机芯轴上卸下,卷取机在进行甩尾时序时,卸卷车运行到芯轴下方,等待卷取机甩尾结束。卷取机甩尾结束后卸卷车卸下钢卷,在钢卷甩尾过程中带钢边部位置控制系统epc一直调节芯轴位置,每个卷取机卷成后的成品钢卷落到卸卷车上后的重心位置都不同。由于卸卷车接卷方向为平行于芯轴的方向,且接卷面积足够大,因此可以将重心偏移的钢卷安全的运往交接鞍座处。
2、但在卸卷车向交接鞍座移动的过程中,通过激光测距采集卸卷车的移动位置来控制卸卷车的移动,使得卸卷车的移动距离是固定的,而由于成品钢卷落到卸卷车上后的重心位置不同,不能每次都放到卸卷车鞍座的中心位,因此,运输至交接鞍座处的成品钢卷也就无法落到交接鞍座的中心,导致后续运行过程中钢卷掉落的几率增大。
技术实现思路
1、本申请提供一种卸卷车定位方法及系统,以解决卷材无法落到交接鞍座中心的问题。
2、第一方面,本申请提供一种卸卷车定位方法,包括:
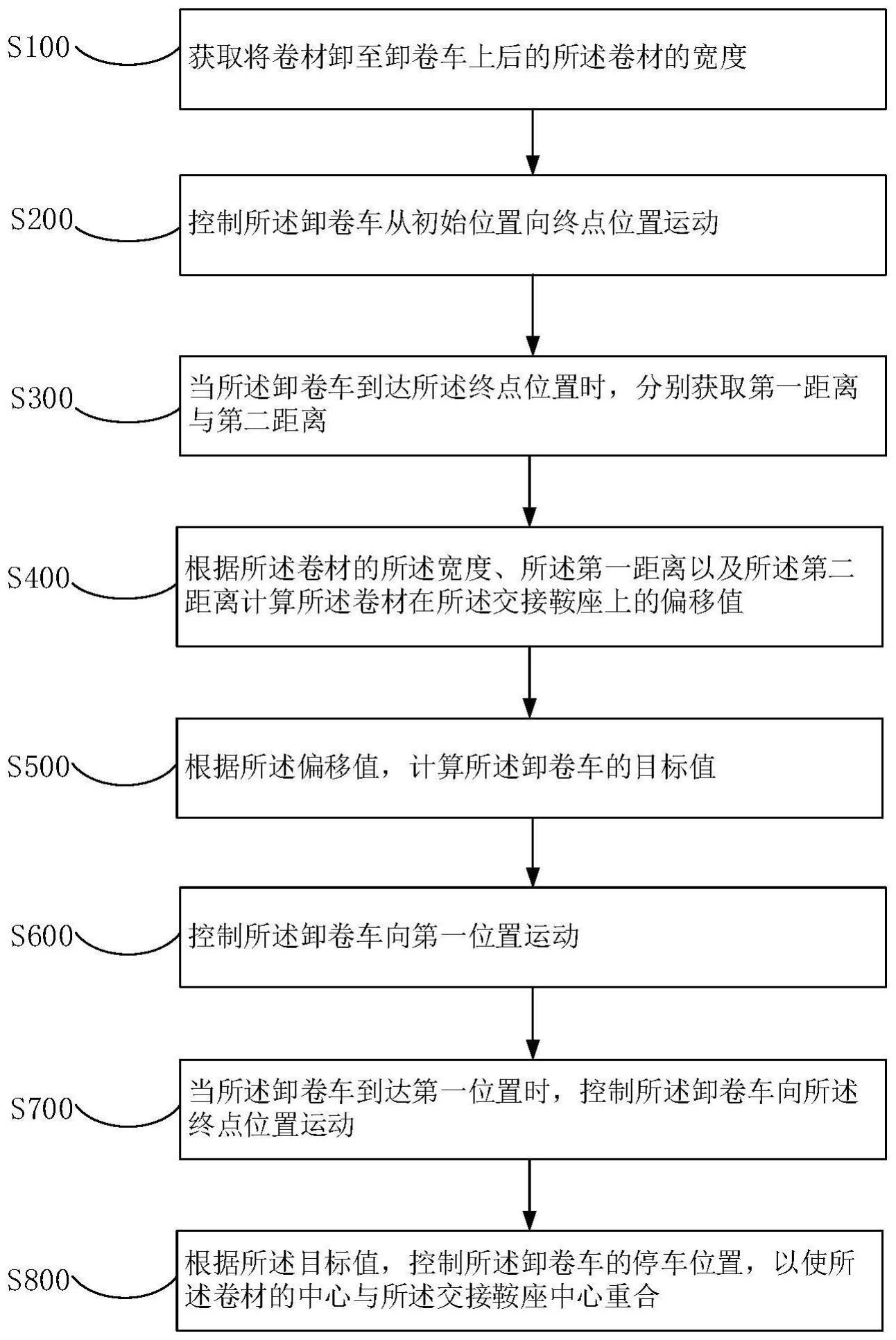
3、获取将卷材卸至卸卷车上后的所述卷材的宽度;
4、控制所述卸卷车从初始位置向终点位置运动;所述初始位置为所述卷材卸至所述卸卷车时的卸料位置,所述终点位置为交接鞍座所在的位置;
5、当所述卸卷车到达所述终点位置时,分别获取第一距离与第二距离;所述第一距离为所述交接鞍座中心到位置检测模块的距离,所述第二距离为所述卷材的侧面到位置检测模块的距离;
6、根据所述卷材的所述宽度、所述第一距离以及所述第二距离计算所述卷材在所述交接鞍座上的偏移值;
7、根据所述偏移值,计算所述卸卷车的目标值;
8、控制所述卸卷车向第一位置运动,所述第一位置在所述初始位置与所述终点位置之间;
9、当所述卸卷车到达第一位置时,控制所述卸卷车向所述终点位置运动;
10、根据所述目标值,控制所述卸卷车的停车位置,以使所述卷材的中心与所述交接鞍座中心重合。
11、可选的,所述获取将卷材卸至卸卷车上后的所述卷材的宽度包括:
12、获取分切前的所述卷材的若干个宽度值;
13、将若干个所述宽度值进行平均数取值,以获得所述卷材的分切前宽度,所述分切前宽度等于所述卷材的宽度。
14、可选的,所述根据所述卷材的所述宽度、所述第一距离以及所述第二距离计算所述卷材在所述交接鞍座上的偏移值包括:
15、按照下式计算所述偏移值:
16、p=a-x+w/2;
17、其中,p为偏移值,x为第一距离,a为第二距离,w为卷材的宽度。
18、可选的,所述根据所述偏移值,计算所述卸卷车的目标值包括:
19、按照下式计算所述目标值:
20、t=s+p;
21、其中,t为目标值,s为初始位置到终点位置的距离,p为偏移值。
22、可选的,还包括:
23、判断所述卸卷车上是否存在所述卷材;
24、若所述卸卷车上存在所述卷材,则控制所述卸卷车继续运动;
25、若所述卸卷车上未存在所述卷材,则控制所述卸卷车回到所述初始位置,直到所述卸卷车上存在所述卷材。
26、可选的,所述第一距离为固定值。
27、第二方面,本申请提供一种卸卷车定位系统,应用于上述第一方面所提供的卸卷车定位方法,所述系统包括:宽度检测模块、位置检测模块、距离检测模块、控制模块和通讯模块;所述通信模块分别与所述宽度检测模块、所述位置检测模块、所述距离检测模块、所述控制模块通信连接;
28、所述控制模块用于获取卷材的宽度、第一距离、第二距离、初始位置、终点位置和第一位置,以及,
29、根据所述卷材的所述宽度、所述第一距离以及所述第二距离计算所述卷材在所述交接鞍座上的偏移值;
30、根据所述偏移值,计算所述卸卷车的目标值;
31、控制所述卸卷车向第一位置运动;
32、当所述卸卷车到达第一位置时,控制所述卸卷车向所述终点位置运动;
33、根据所述目标值,控制所述卸卷车的停车位置;
34、所述宽度检测模块用于获取所述卷材的宽度,并将所述卷材的所述宽度发送至所述控制模块;
35、所述位置检测模块用于获取第一距离与第二距离,并将所述第一距离与所述第二距离发送至所述控制模块;
36、所述距离检测模块用于获取所述卷材的初始位置、终点位置和第一位置,并将所述初始位置、所述终点位置和所述第一位置发送至所述控制模块;
37、所述通讯模块用于数据传输。
38、可选的,还包括检测模块,所述检测模块与所述控制模块通信连接,所述检测模块用于检测所述卸卷车上是否存在所述卷材。
39、由上述技术方案可知,本申请提供一种卸卷车定位方法及系统,所述方法包括:获取将卷材卸至卸卷车上后的卷材宽度;控制卸卷车从卸料位置向交接鞍座所在的位置运动;当卸卷车到达交接鞍座所在的位置时,分别获取交接鞍座中心到位置检测模块的距离以及卷材的侧面到位置检测模块的距离;根据卷材的宽度、交接鞍座中心到位置检测模块的距离以及卷材的侧面到位置检测模块的距离计算卷材在交接鞍座上的偏移值;根据偏移值计算卸卷车的目标值;控制卸卷车向卸料位置所在的方向运动,运动一段距离后,控制卸卷车向交接鞍座运动;并根据目标值控制卸卷车的停车位置,以使卷材的中心与交接鞍座中心重合。本申请提供的卸卷车定位方法可解决卷材无法落到交接鞍座中心的问题,降低卷材掉落的几率。
技术特征:
1.一种卸卷车定位方法,其特征在于,包括:
2.根据权利要求1所述的卸卷车定位方法,其特征在于,所述获取将卷材卸至卸卷车上后的所述卷材的宽度包括:
3.根据权利要求1所述的卸卷车定位方法,其特征在于,所述根据所述卷材的所述宽度、所述第一距离以及所述第二距离计算所述卷材在所述交接鞍座上的偏移值包括:
4.根据权利要求1所述的卸卷车定位方法,其特征在于,所述根据所述偏移值,计算所述卸卷车的目标值包括:
5.根据权利要求1所述的卸卷车定位方法,其特征在于,还包括:
6.根据权利要求1所述的卸卷车定位方法,其特征在于,所述第一距离为固定值。
7.一种卸卷车定位系统,其特征在于,应用于权利要求1-6任一项所述的卸卷车定位方法,所述系统包括:宽度检测模块、位置检测模块、距离检测模块、控制模块和通讯模块;所述通信模块分别与所述宽度检测模块、所述位置检测模块、所述距离检测模块、所述控制模块通信连接;
8.根据权利要求7所述的卸卷车定位系统,其特征在于,还包括检测模块,所述检测模块与所述控制模块通信连接,所述检测模块用于检测所述卸卷车上是否存在所述卷材。
技术总结
本申请提供一种卸卷车定位方法及系统,方法包括:获取将卷材卸至卸卷车上后的卷材宽度;控制卸卷车从卸料位置向交接鞍座所在的位置运动;当卸卷车到达交接鞍座所在位置时,获取交接鞍座中心到位置检测模块的距离以及卷材的侧面到位置检测模块的距离;根据卷材的宽度、交接鞍座中心到位置检测模块的距离以及卷材侧面到位置检测模块的距离计算卷材在交接鞍座上的偏移值;根据偏移值计算卸卷车的目标值;控制卸卷车向卸料位置所在的方向运动,运动一段距离后,控制卸卷车向交接鞍座运动;并根据目标值控制卸卷车的停车位置,以使卷材的中心与交接鞍座中心重合。本申请的卸卷车定位方法可解决卷材无法落到交接鞍座中心的问题,降低卷材掉落的几率。
技术研发人员:吴电锋,孟帅,孙振勇,韩东,高冲,黄立国,孙志鹏,陈令杰,宇凡,石礼政,苏超,毕程,利光浩
受保护的技术使用者:山信软件股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!