一种香糖料原料入库自动分拣系统的制作方法
本发明涉及烟草原料仓储物流,更具体地,涉及一种香糖料原料入库自动分拣系统。
背景技术:
1、目前香糖料生产模式是采用原料人工分拣的方式,当若干种原料随车抵达仓库门口时,需要人工将其分类,然后再搬运至仓库内叠放,不仅劳动强度大而且容易造成差错。
2、因此,依据高效节能和绿色生产原则,设计一套原料入库自动分拣系统,只需将原料放置输送线上,原料便可通过扫码进行分类并码盘入库,提升原料入库工作效率,降低人工操作强度的装置成为本领域亟需解决的技术难题。
技术实现思路
1、本发明的目的是提供一种香糖料原料入库自动分拣系统,面对香糖料原料人工出入库,效率低易出错的问题,克服现有技术中的不足,减少人工操作强度提供一套香糖料原料入库自动分拣系统。
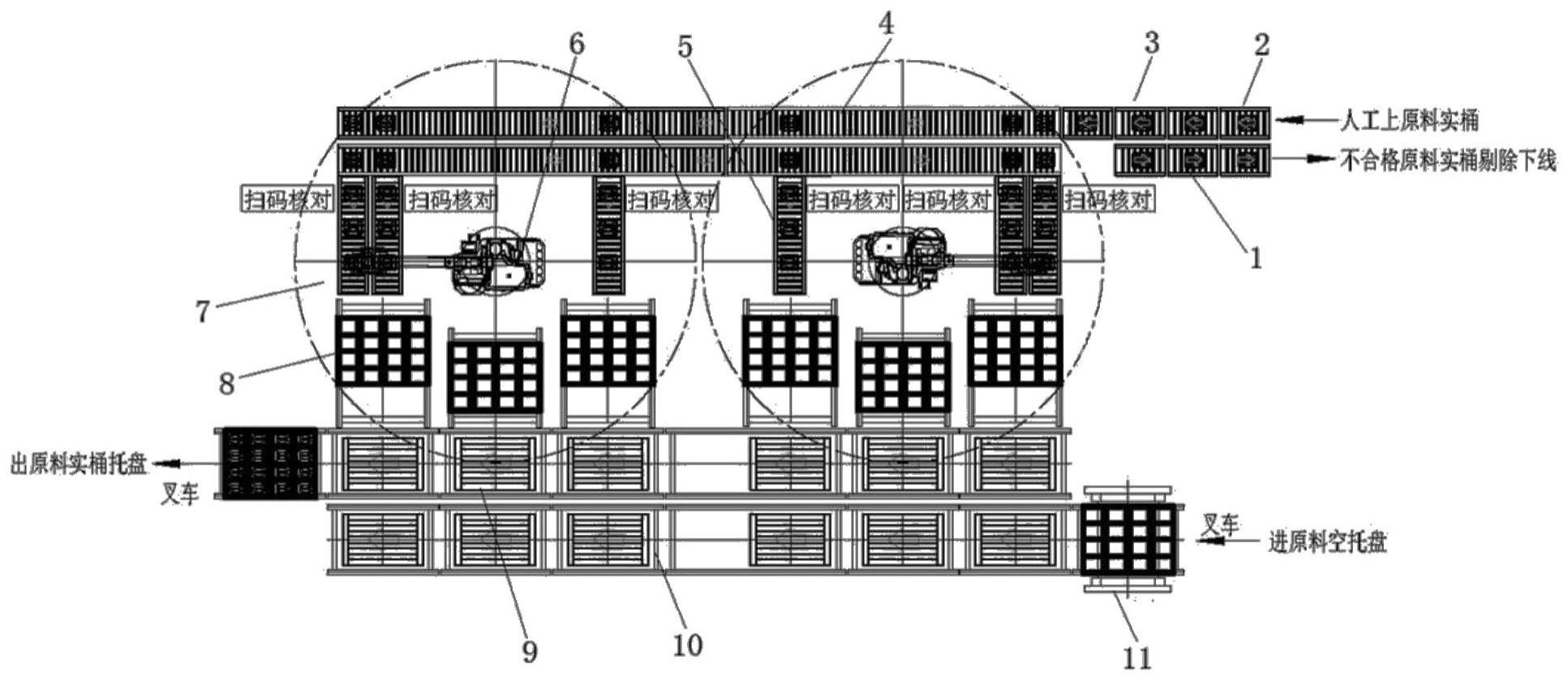
2、根据本发明的一方面,提供了一种香糖料原料入库自动分拣系统,包括原料桶输送线、夹取机械手以及托盘线;
3、所述原料桶输送线用于放置并输送原料桶;
4、所述原料桶输送线上设有至少一条原料桶输送支线,所述原料桶输送支线用于分别输送同一批次和牌号的原料桶;
5、所述夹取机械手设置在所述原料桶输送支线的旁侧;
6、所述托盘线设置在所述夹取机械手的另一侧,并与所述原料桶输送线相互平行,所述托盘线用于放置并输送托盘,以使得所述机械手将同一批次和牌号的原料桶夹取至所述托盘中。
7、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述原料桶输送线的起始端一侧设有第一扫码机,所述第一扫码机对所述原料桶上的牌号标签进行扫码读取,以将不同批次和牌号的原料桶分别运输至不同的原料桶输送支线。
8、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述原料桶输送线的起始端另一侧设有打码机,当所述原料桶上的牌号标签不清晰导致所述第一扫码机无法读取时,所述打码机对所述原料桶进行补打码处理。
9、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述原料桶输送支线的末尾端还设有第二扫码机,所述第二扫码机对同一原料桶输送支线上的原料桶进行再次扫码读取,以将错误批次和牌号的原料桶剔除。
10、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述原料桶输送线为环线结构,当所述原料桶输送支线上的原料桶数量超限时,所述原料桶继续在所述原料桶输送线上循环。
11、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述原料桶输送线的起始端还设有外形检测装置,所述外形检测装置对所述原料桶进行外观检测,并将外形不合格的原料桶剔除所述原料桶输送线。
12、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述托盘线包括相互平行的实桶托盘线和空托盘线,所述实桶托盘线位于所述夹取机械手和所述空托盘线之间;
13、所述空托盘线的起始端设有拆盘机,所述拆盘机用于将堆叠的托盘拆分成独立的托盘并放置在所述空托盘线上输送;
14、所述实桶托盘线用于输送已经放置原料桶的托盘。
15、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述实桶托盘线面向所述夹取机械手的一侧还设有码盘位,所述空托盘线的末尾端与所述码盘位连接,以将空托盘输送至所述码盘位上,并供所述夹取机械手码盘处理。
16、可选地,根据本发明所述的香糖料原料入库自动分拣系统,所述实桶托盘线的末尾端设有无人叉车取货位,经由所述夹取机械手码盘处理后的托盘由所述实桶托盘线运输至所述无人叉车取货位,并由无人叉车运输。
17、可选地,根据本发明所述的香糖料原料入库自动分拣系统,位于同一夹取机械手的旁侧设有多个码盘位。
18、本发明的有益效果在于:提供一套香糖料原料入库自动分拣系统,能解决人工分拣耗时耗力等问题,能解决人工分拣易出错的问题,能实现原料的自动分类码盘运输入库问题,本套系统自动化程度高,分拣效率高,适用于统一规格的香精香料原料的入库分拣。
19、通过以下参照附图对本发明的示例性实施例的详细描述,本发明的其它特征及其优点将会变得清楚。
技术特征:
1.一种香糖料原料入库自动分拣系统,其特征在于,包括原料桶输送线、夹取机械手以及托盘线;
2.根据权利要求1所述的香糖料原料入库自动分拣系统,其特征在于,所述原料桶输送线的起始端一侧设有第一扫码机,所述第一扫码机对所述原料桶上的牌号标签进行扫码读取,以将不同批次和牌号的原料桶分别运输至不同的原料桶输送支线。
3.根据权利要求2所述的香糖料原料入库自动分拣系统,其特征在于,所述原料桶输送线的起始端另一侧设有打码机,当所述原料桶上的牌号标签不清晰导致所述第一扫码机无法读取时,所述打码机对所述原料桶进行补打码处理。
4.根据权利要求3所述的香糖料原料入库自动分拣系统,其特征在于,所述原料桶输送支线的末尾端还设有第二扫码机,所述第二扫码机对同一原料桶输送支线上的原料桶进行再次扫码读取,以将错误批次和牌号的原料桶剔除。
5.根据权利要求4所述的香糖料原料入库自动分拣系统,其特征在于,所述原料桶输送线为环线结构,当所述原料桶输送支线上的原料桶数量超限时,所述原料桶继续在所述原料桶输送线上循环。
6.根据权利要求5所述的香糖料原料入库自动分拣系统,其特征在于,所述原料桶输送线的起始端还设有外形检测装置,所述外形检测装置对所述原料桶进行外观检测,并将外形不合格的原料桶剔除所述原料桶输送线。
7.根据权利要求1至6中任一项所述的香糖料原料入库自动分拣系统,其特征在于,所述托盘线包括相互平行的实桶托盘线和空托盘线,所述实桶托盘线位于所述夹取机械手和所述空托盘线之间;
8.根据权利要求7所述的香糖料原料入库自动分拣系统,其特征在于,所述实桶托盘线面向所述夹取机械手的一侧还设有码盘位,所述空托盘线的末尾端与所述码盘位连接,以将空托盘输送至所述码盘位上,并供所述夹取机械手码盘处理。
9.根据权利要求8所述的香糖料原料入库自动分拣系统,其特征在于,所述实桶托盘线的末尾端设有无人叉车取货位,经由所述夹取机械手码盘处理后的托盘由所述实桶托盘线运输至所述无人叉车取货位,并由无人叉车运输。
10.根据权利要求9所述的香糖料原料入库自动分拣系统,其特征在于,位于同一夹取机械手的旁侧设有多个码盘位。
技术总结
本发明公开了一种香糖料原料入库自动分拣系统,包括原料桶输送线、夹取机械手以及托盘线;所述原料桶输送线用于放置并输送原料桶;所述原料桶输送线上设有至少一条原料桶输送支线,所述原料桶输送支线用于分别输送同一批次和牌号的原料桶;所述夹取机械手设置在所述原料桶输送支线的旁侧;所述托盘线设置在所述夹取机械手的另一侧,并与所述原料桶输送线相互平行,所述托盘线用于放置并输送托盘,以使得所述机械手将同一批次和牌号的原料桶夹取至所述托盘中。本发明面对香糖料原料人工出入库,效率低易出错的问题,克服现有技术中的不足,减少人工操作强度提供一套香糖料原料入库自动分拣系统。
技术研发人员:龚剑强,徐荣华,桂腾跃,张旷世,叶茂利,叶羽峰,崔洁,许豪斌,万中海,毛杰,张朝晖,张国平,胡小虎
受保护的技术使用者:浙江中烟工业有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!