一种板材砂光线码垛系统的制作方法
本发明涉及家具生产,特别涉及一种板材砂光线码垛系统。
背景技术:
1、在家具的生产过程中,通常需要对板材进行砂光处理,以使板材表面光滑平整,从而达到使用目的。
2、现有的板材砂光生产线中,在板材完成砂光处理后,通常是由码垛机器人对输送带上的板材进行码垛,对于单块板材的码垛而言,码垛机器人需要完成将输送带上的板材夹取、转移与码垛,从而存在码垛效率不高的问题,以及在输送带上板材流动速度过快时,需要配置多台码垛机器人进行码垛,从而增加了板材的生产成本。
技术实现思路
1、基于此,本发明的目的是提供一种板材砂光线码垛系统,旨在解决现有技术中码垛机器人对于单块板材的码垛而言,码垛机器人需要完成将输送带上的板材夹取、转移与码垛,存在码垛效率不高的问题。
2、为了达到上述目的,本发明提供了如下技术方案:
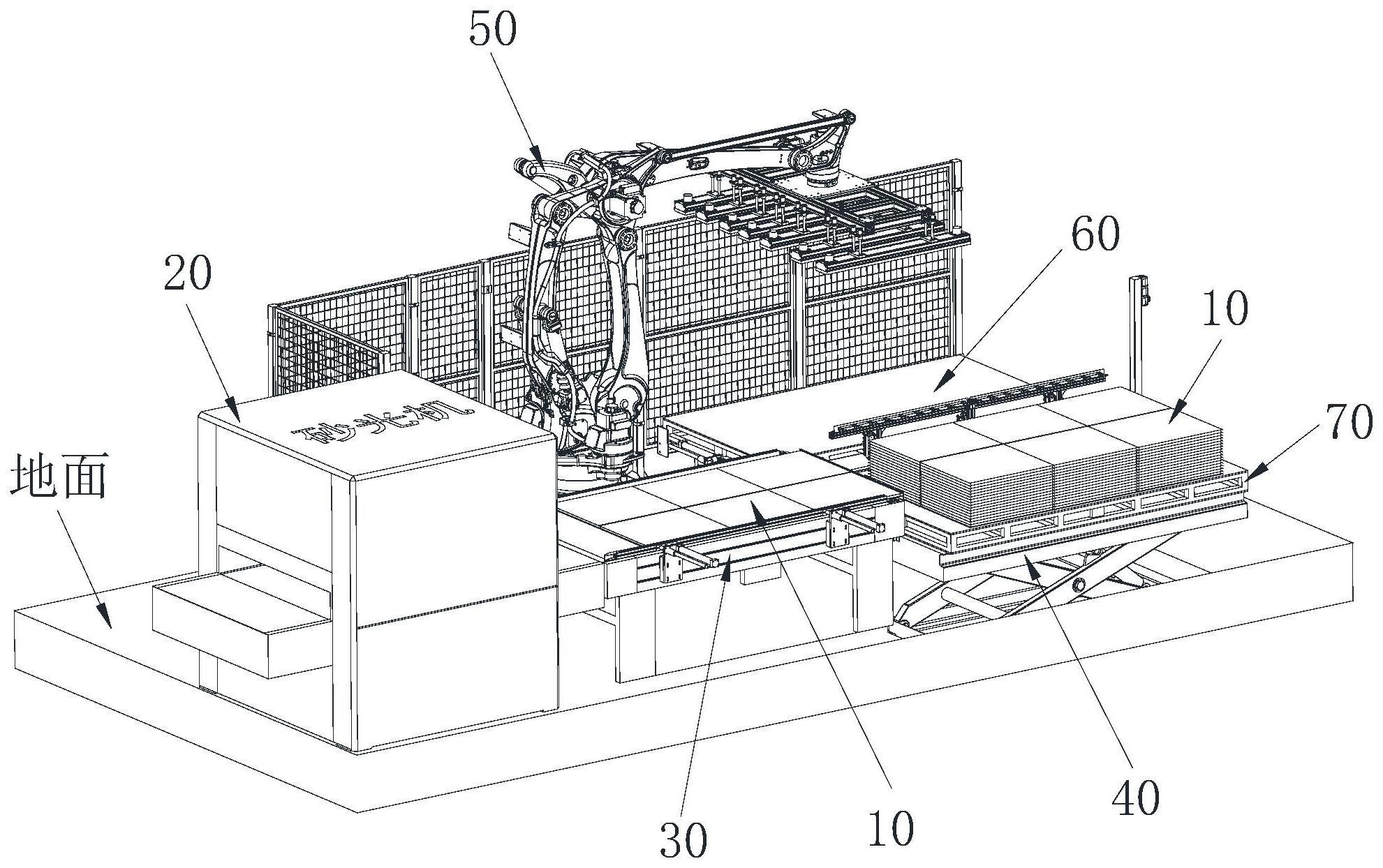
3、一种板材砂光线码垛系统,应用于板材砂光线,设置于所述板材砂光线的输出端,所述码垛系统包括:
4、板材承载装置,包括顶部框架与底部框架,以及设于所述顶部框架与所述底部框架之间的至少两组支撑组件,所述支撑组件包括第一支撑杆与第二支撑杆,所述第一支撑杆与所述第二支撑杆交叉转动连接,所述第一支撑杆与所述第二支撑杆中任一个的一端转动连接至所述底部框架,另一端滑动连接至所述顶部框架,所述第一支撑与所述第二支撑杆中另一个的一端转动连接于所述顶部框架,另一端滑动连接至所述底部框架;
5、码垛装置,所述码垛装置包括码垛机器人,所述码垛机器人设于所述承载装置的外围,在所述顶部框架之上的板材数量到达一预设阈值时,所述码垛机器人将所述板材由所述顶部框架之上转移至目标位置的agv载盘之上;
6、其中,在所述砂光线的输送装置每输出一块板材时,所述板材承载装置中预设的驱动组件将驱动所述支撑组件进行运动以实现折叠,带动所述顶部框架的高度降低一块板材的厚度,以使所述顶部框架或顶端板材与所述砂光线始终处于同一水平面。
7、根据上述技术方案的一方面,所述系统还包括,所述支撑组件包括两组,两组所述支撑组件分别位于所述顶部框架与底部框架的之间两侧。
8、根据上述技术方案的一方面,相邻两组所述支撑组件的第一支撑杆之间设有第一加固杆,所述第一加固杆连接于两条所述第一支撑杆靠近底部框架的一侧,相邻两组所述支撑组件的第二支撑杆之间设有第二加固杆,所述第二加固杆连接于所述两条支撑杆靠近所述底部框架的一侧。
9、根据上述技术方案的一方面,相邻两组所述支撑组件在靠近第一支撑杆与第二支撑杆铰接位置的上部还连接有加强件。
10、根据上述技术方案的一方面,所述加强件与所述第一加固杆或所述第二加固杆之间设有所述驱动组件,所述驱动组件包括液压缸,所述液压缸的一端连接至所述加强件,所述液压缸的另一端连接至所述第一加固杆或所述第二加固杆。
11、根据上述技术方案的一方面,所述砂光线的输送装置设有用于调整板材在所述输送装置上位置的调节组件,所述调节组件包括第一调节组件与第二调节组件,所述第一调节组件与所述第二调节组件分别设于所述输送装置的两侧。
12、根据上述技术方案的一方面,所述砂光线的输送装置设有用于限制板材在所述输送装置上位置的定位组件,所述定位组件设于所述输送装置的末端,用于限制板材的进一步传输。
13、根据上述技术方案的一方面,所述第一调节组件与第二调节组件均包括至少两个间隔设置的第一推动气缸,所述第一调节组件与所述第二调节组件中的第一推动气缸同时伸展抵靠板材侧面,以调整板材在所述输送装置上的位置;
14、所述定位组件包括设于所述输送装置端面的第二推动气缸以及由所述第二推动气缸驱动的定位件,所述第二推动气缸伸展时驱动所述定位件移动至所述输送装置的末端,以对所述输送装置上的板材进行定位,限制板材的进一步传输。
15、根据上述技术方案的一方面,所述砂光线的输送装置的末端还设有位置传感器。
16、与现有技术相比,采用本发明所示的板材砂光码垛系统,有益效果在于:
17、通过在砂光生产线的输出端配置本申请所示的码垛系统,在板材完成砂光之后,在通过输送装置对板材进行输送时,板材将被输送至本申请所示的板材承载装置之上,且每向板材输送装置上输送一块板材,板材承载装置将下降一块板材厚度的厚度,从而使板材输送装置或之上的托盘或托盘之上的板材与输送装置始终保持齐平状态,则输送装置上的板材能够持续的输送至板材输送装置上,从而在板材输送装置上实现对板材的码垛,再由外围的码垛机器人对批量板材进行码垛,则本申请相对于现有技术中的板材码垛方式码垛效率更高,从而能够在一定程度上降低生产成本。
技术特征:
1.一种板材砂光线码垛系统,其特征在于,应用于板材砂光线,设置于所述板材砂光线的输出端,所述码垛系统包括:
2.根据权利要求1所述的板材砂光线码垛系统,其特征在于,所述系统还包括,所述支撑组件包括两组,两组所述支撑组件分别位于所述顶部框架与底部框架的之间两侧。
3.根据权利要求2所述的板材砂光线码垛系统,其特征在于,相邻两组所述支撑组件的第一支撑杆之间设有第一加固杆,所述第一加固杆连接于两条所述第一支撑杆靠近底部框架的一侧,相邻两组所述支撑组件的第二支撑杆之间设有第二加固杆,所述第二加固杆连接于所述两条支撑杆靠近所述底部框架的一侧。
4.根据权利要求3所述的板材砂光线码垛系统,其特征在于,相邻两组所述支撑组件在靠近第一支撑杆与第二支撑杆铰接位置的上部还连接有加强件。
5.根据权利要求4所述的板材砂光线码垛系统,其特征在于,所述加强件与所述第一加固杆或所述第二加固杆之间设有所述驱动组件,所述驱动组件包括液压缸,所述液压缸的一端连接至所述加强件,所述液压缸的另一端连接至所述第一加固杆或所述第二加固杆。
6.根据权利要求1所述的板材砂光线码垛系统,其特征在于,所述砂光线的输送装置设有用于调整板材在所述输送装置上位置的调节组件,所述调节组件包括第一调节组件与第二调节组件,所述第一调节组件与所述第二调节组件分别设于所述输送装置的两侧。
7.根据权利要求6所述的板材砂光码垛系统,其特征在于,所述砂光线的输送装置设有用于限制板材在所述输送装置上位置的定位组件,所述定位组件设于所述输送装置的末端,用于限制板材的进一步传输。
8.根据权利要求7所述的板材砂光码垛系统,其特征在于,所述第一调节组件与第二调节组件均包括至少两个间隔设置的第一推动气缸,所述第一调节组件与所述第二调节组件中的第一推动气缸同时伸展抵靠板材侧面,以调整板材在所述输送装置上的位置;
9.根据权利要求1-8任一项所述的板材砂光码垛系统,其特征在于,所述砂光线的输送装置的末端还设有位置传感器。
技术总结
本发明提供了一种板材砂光线码垛系统,涉及家具生产技术领域,包括:板材承载装置,包括顶部框架与底部框架,以及设于顶部框架与底部框架之间的至少两组支撑组件;码垛装置,码垛装置包括码垛机器人,码垛机器人设于承载装置的外围,在顶部框架之上的板材数量到达一预设阈值时,码垛机器人将板材由顶部框架之上转移至目标位置的AGV载盘之上;其中,在砂光线的输送装置每输出一块板材时,板材承载装置中预设的驱动组件将驱动支撑组件进行运动以实现折叠,带动顶部框架的高度降低一块板材的厚度,以使顶部框架或顶端板材与砂光线始终处于同一水平面。本申请旨在解决现有技术中码垛机器人对于单块板材的码垛而言,码垛机器人需要完成将输送带上的板材夹取、转移与码垛,存在码垛效率不高的问题。
技术研发人员:曹辉琪,许海
受保护的技术使用者:美克数创(赣州)家居智造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!