一种盒类理料机构的制作方法
本发明涉及包装机的,特别是涉及一种盒类理料机构。
背景技术:
1、在包装行业中,盒类包装形式占据90%以上的应用比例,现有技术中针对盒类理料机构及包装设备的研发层出不穷。一般的盒类理料机构的工作方式主要有单盒进料和中包进料两种进料方式。其中中包进料是将多个独立小包装的物料装进同一个包装盒或包装箱中。
2、上述两种进料方式都需要再物料进箱前对物料进行理料,理料动作一般通过盒类理料机构完成。盒类理料机构一般由进料输送结构、推料结构、推料结构和理料平台等组件构成。但是现有的盒类理料机构在使用时遇到多种问题:有的进料输送结构是无动力的,靠盒子之间挤压输送到进料输送结构的末端,但是这样输送包装盒有损坏物料的风险。有的进料输送结构上没有夹料功能,仅靠两侧的导料板导向约束进料盒子,但是这样在推料时有挤盒风险。有的推料结构不具备无退位气缸,在推料时,盒子之间存在互相挂咬损坏的风险。有的理料结构的推料气缸安装在进料输送结构的两侧,在工作时推料气缸本身结构伸出,会极大占用空间,会干扰物料顺利入箱。有的理料平台上无整理气缸,推料后仅靠喇叭口导向,易造成物料挤压损坏或包装盒单层松散导致入箱失败。为解决上述问题,需要提出一种稳定性极高的气动理料机构,使物料中包盒子在整个理料过程中处于受控约束状态,将单层物料整理方正且截面积最小,便于入箱操作。
技术实现思路
1、为解决上述技术问题,本发明提供一种能够对物料进行定数、分隔和理料,获得最小截面,便于入箱,避免单层松散导致入箱失败,避免损伤包装,提高装箱的稳定性的盒类理料机构。
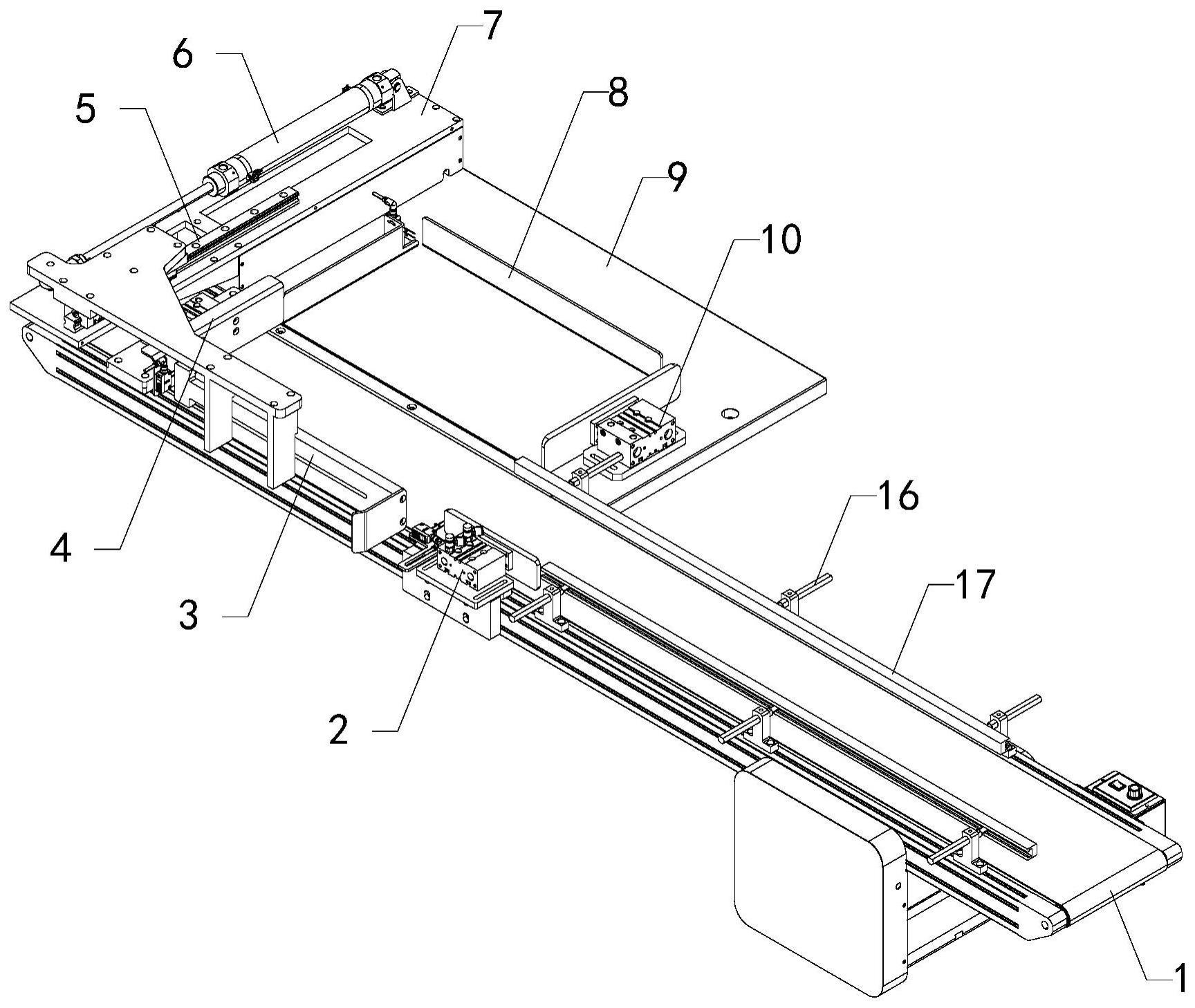
2、本发明的一种盒类理料机构,包括进料输送结构、夹料气缸组件、推料组件、退位气缸组件、滑轨组件、推料气缸组件、底座组件、导向组件、理料平台和整理气缸组件,夹料气缸组件安装在进料输送结构的中部,夹料气缸组件用于夹持暂停物料,退位气缸组件安装在进料输送结构的末端,夹料气缸组件和退位气缸组件之间设置为理料工位,退位气缸组件将达到进料输送结构末端的物料限位挡住,进料输送结构的中后段设置理料平台,底座组件、导向组件和整理气缸组件均固定在理料平台上,滑轨组件和推料气缸组件安装在底座组件上,推料组件滑动安装在滑轨组件上,推料组件由推料气缸组件带动将进料输送结构上、位于夹料气缸组件和退位气缸组件之间的物料推到理料平台上推料,滑轨组件为推料组件提供导向约束,导向组件设置有侧面靠板和后面靠板,导向组件的侧面靠板将推料组件推出的物料的一个侧面挡住进行约束,推料组件将物料的另一个侧面推紧约束,整理气缸组件再伸出推动物料的前面,将物料的后面被导向组件挡住进行约束,完成理料并获得物料的最小截面;盒子或中包物料由进料输送结构输送进入理料工位,当理料工位之间的物料满足设定的单行物料数量后,再进料时,夹料气缸组件将理料工位前的物料夹持住,暂停送料,退位气缸组件向进料输送结构的末端缩回,使单行物料与夹料气缸组件夹持住的物料拉开距离,推料组件由推料气缸组件带动将上述单行物料从进料输送结构的理料工位推到理料平台上,并使单行物料的一个侧面靠紧在导向组件上推料,滑轨组件对推料组件提供导向约束,推料气缸组件的推料气缸仅提供运行动力,稳定高效;单行推料完成后,推料组件、导向组件将单行物料的两侧和后面导正,整理气缸组件伸出,整理气缸组件从前向后将单行物料导正,获得最小截面,便于入箱,单层理料完成后,将单行物料整体抓取入箱,如此往复,实现装箱理料功能,避免单层松散导致入箱失败,提高装箱的稳定性,通过设置夹料气缸组件和退位气缸组件,将单行物料之间拉出间隙,避免盒子推料时互相勾挂损伤包装,提高了包装质量。
3、优选的,进料输送结构为铝型材结构皮带输送形式,进料输送结构的机架为铝型材梁制成,输送带转动套装在铝型材梁制成的机架上;通过采用铝型材梁制作机架,所述机架转动支撑输送带,输送物料,能够提高机架的结构强度,同时降低结构重量,并且方便组装。
4、优选的,推料组件的长度可调;通过设置长度可调的推料组件,从而调节单行物料的设定数值,实现多规格兼容,通用性好。
5、优选的,还包括第一接触开关,第一接触开关安装在退位气缸组件的退料板上,第一接触开关位于进料输送结构的末端;当物料与退位气缸组件的退料板接触时,会触碰第一接触开关,从而发出物料到位信号,设备判断夹料气缸组件和退位气缸组件之间的理料工位上的单行物料的数量达到设定数值,退位气缸组件接收到上述到位信号使得其退料板收缩,从而实现上述单行物料与进料输送结构前段的物料分离,提高自动控制效果。
6、优选的,还包括第二接触开关,第二接触开关安装在进料输送结构的中部机架上,第二接触开关位于夹料气缸组件的后侧,第二接触开关的探头伸入进料输送结构上;当物料在退位气缸组件和夹料气缸组件之间排满并达到设定数量时,进料输送结构将物料继续向后输送,当下一个物料接触第二接触开关的探头时,触发第二接触开关,使得第二接触开关发出满料信号,夹料气缸组件接收到上述满料信号时,夹料气缸组件的夹料板自动伸出将上述物料压住暂停,提高自动控制效果。
7、优选的,还包括第三接触开关,第三接触开关安装在导向组件的后面靠板上,第三接触开关的探头伸入导向组件的侧面靠板的内侧;当推料组件将单行物料推动到导向组件的侧面靠板上时,物料与第三接触开关的探头接触,触发物料推料完成信号,整理气缸组件接收到上述推料完成信号后,整理气缸组件的理料板伸出推动单行物料从前向后导正,提供自动控制效果。
8、优选的,底座组件安装在理料平台上,滑轨组件、底座组件和推料气缸组件位于进料输送结构的末端处,底座组件、推料气缸组件和理料平台位于进料输送结构的同一侧,推料组件位于进料输送结构的另一侧;通过上述设置能够使得结构占用空间小且推料稳定。
9、优选的,退位气缸组件的退料板在收缩时与导向组件的后面靠板平齐;通过上述设置使得导向组件的后面靠板对单行物料进行导向,提高理料效果。
10、优选的,还包括多个支架和两个导向杆,多个支架分别安装在进料输送结构的机架前段的左右两侧,两个导向杆分别安装在多个支架上,两个导向杆分别位于进料输送结构的左右两侧;两个导向杆对进料输送结构上的物料进行导向,使得物料输送更加稳定,通过调整多个支架,调节两个导向杆的间距,对不同宽度的物料进行导向,通用性好。
11、优选的,导向组件的后面靠板和侧面靠板的位置可调;通过调整导向组件的后面靠板和侧面靠板的位置,使得导向组件能够对不同规格的单行物料进行整理,实用性好。
12、本发明的有益效果:盒子或中包物料由进料输送结构输送进入理料工位,当理料工位之间的物料满足设定的单行物料数量后,再进料时,夹料气缸组件将理料工位前的物料夹持住,暂停送料,退位气缸组件向进料输送结构的末端缩回,使单行物料与夹料气缸组件夹持住的物料拉开距离,推料组件由推料气缸组件带动将上述单行物料从进料输送结构的理料工位推到理料平台上,并使单行物料的一个侧面靠紧在导向组件上推料,滑轨组件对推料组件提供导向约束,推料气缸组件的推料气缸仅提供运行动力,稳定高效;单行推料完成后,推料组件、导向组件将单行物料的两侧和后面导正,整理气缸组件伸出,整理气缸组件从前向后将单行物料导正,获得最小截面,便于入箱,单层理料完成后,将单行物料整体抓取入箱,如此往复,实现装箱理料功能,避免单层松散导致入箱失败,提高装箱的稳定性,通过设置夹料气缸组件和退位气缸组件,将单行物料之间拉出间隙,避免盒子推料时互相勾挂损伤包装,提高包装质量。
- 还没有人留言评论。精彩留言会获得点赞!