一种R6/R7测试打印后自动装料管机构的制作方法
本发明涉及二极管加工,尤其涉及一种r6/r7测试打印后自动装料管机构。
背景技术:
1、二极管加工过程中,通常会采用一贯机收料。如中国专利cn211519952u中公开了一种轴向二极管一贯机编带包装机构,包括轮子,所述轮子的两端均固定连接有轮子挡板,所述轮子的两端靠近中心处均固定连接有电机旋转轴,两个所述电机旋转轴远离轮子的一端均贯穿两个轮子挡板,两个所述电机旋转轴远离轮子一端的侧面均固定套接有旋转轴套管。该轴向二极管一贯机编带包装机构,通过旋转轴套管的侧面活动套接有旋转固定板,能够进行旋转调整固定板的角度,便于调节胶带的位置,满足不同需求,固定弹簧能带动弹簧旋转管旋转使压胶轮紧贴轮子的侧面,实现对胶带固定,使者通过调节导向轮固定轴来调节导向轮的位置,便于胶带以不同的角度通过。
2、传统一贯机具有编带收料或散料收料两种收料方式。编带收料可保持二极管器件出货极性一致,但使用时不仅要拆带,有时还要切脚,使用不便。而散料收料时,散料极性不一致,使用时要重新排向,大大限制了使用场合。
技术实现思路
1、本发明的目的在于:提供一种r6/r7测试打印后自动装料管机构,采用料管收料代替散件收料,既满足收料时器件的极性一致,又保持了器件散装的特性,便于后续使用器件。
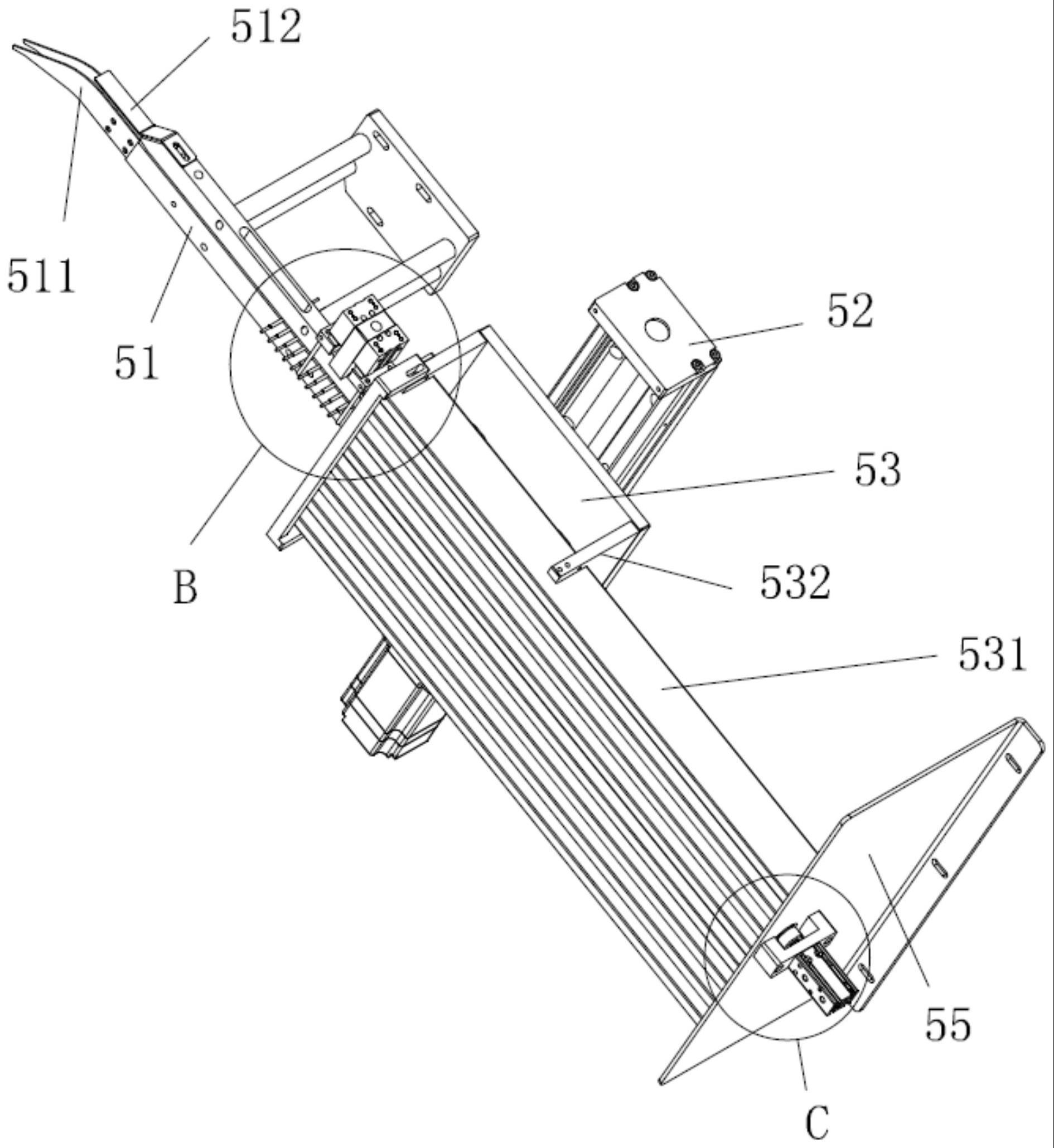
2、为了实现上述目的,本发明采用了如下技术方案:一种r6/r7测试打印后自动装料管机构,包括:工作台架、测试组件、引直组件、编带组件和收管组件,工作台架上设置有带料链条,测试组件、引直组件和编带组件沿带料链条的输送方向依次布置,输送编带组件包括第一带料轮和第一护弓,第一带料轮设置在带料链条上方,第一护弓设置在第一带料轮一侧,第一护弓用于将带料链条上的二极管导入第一带料轮,第一护弓可拆卸的安装在工作台架上,收管组件设置在带料链条一端,收管组件包括过渡导轨、直线模组和料管座,过渡导轨一端延伸至带料链条端部,过渡导轨倾斜布置,过渡导轨一端设置有分料件,分料件包括固定块和对称布置在固定块两侧的分料气缸,分料气缸的输出端连接固定块,固定块上设置有平行布置的两个挡杆,两个挡杆分别设置在过渡导轨两侧,直线模组设置在过渡导轨一侧,直线模组垂直于过渡导轨,料管座固定安装在在直线模组的移动座上,料管座上设置有若干个平行布置的料管,料管的开口朝向过渡导轨,料管可拆卸的安装在料管座上。
3、作为上述技术方案的进一步描述:
4、第一护弓上设置有第一腰型孔。
5、作为上述技术方案的进一步描述:
6、料管座上设置有平行布置的两个承托板,承托板上设置有若干个平行布置的卡槽,料管卡接在卡槽内,阻挡板通过第一螺栓固定安装在承托板上,阻挡板接触料管侧面,料管座一端还设置有料管托板,料管托板平行于承托板,料管端部接触料管托板。
7、作为上述技术方案的进一步描述:
8、阻挡板上设置有第二腰型孔,第一螺栓穿设于第二腰型孔。
9、作为上述技术方案的进一步描述:
10、料管托板上设置有顶管气缸,顶管气缸的输出端设置有顶块,顶块穿过料管托板后接触料管。
11、作为上述技术方案的进一步描述:
12、过渡导轨端部设置有引导件,引导件包括两个平行布置的引导板,引导板端部延伸至带料链条端部。
13、作为上述技术方案的进一步描述:
14、引导件上方设置有引导压板。
15、综上所述,由于采用了上述技术方案,本发明的有益效果是:
16、1、本发明中,对于经过测试的二极管,机构可以根据需求,灵活选择编带收料或料管收料,保证收料效果。
17、2、本发明中,采用料管收料代替散件收料,既满足收料时器件的极性一致,又保持了器件散装的特性,便于后续使用器件。此外,管装器件搬运方便,便于收纳,可保证器件在产线中的可靠流转。
技术特征:
1.一种r6/r7测试打印后自动装料管机构,其特征在于,包括:工作台架(1)、测试组件(2)、引直组件(3)、编带组件(4)和收管组件(5),所述工作台架(1)上设置有带料链条(11),所述测试组件(2)、所述引直组件(3)和所述编带组件(4)沿所述带料链条(11)的输送方向依次布置,输送编带组件(4)包括第一带料轮(41)和第一护弓(42),所述第一带料轮(41)设置在所述带料链条(11)上方,所述第一护弓(42)设置在所述第一带料轮(41)一侧,所述第一护弓(42)用于将所述带料链条(11)上的二极管(6)导入所述第一带料轮(41),所述第一护弓(42)可拆卸的安装在所述工作台架(1)上,所述收管组件(5)设置在所述带料链条(11)一端,所述收管组件(5)包括过渡导轨(51)、直线模组(52)和料管座(53),所述过渡导轨(51)一端延伸至所述带料链条(11)端部,所述过渡导轨(51)倾斜布置,所述过渡导轨(51)一端设置有分料件(54),所述分料件(54)包括固定块(541)和对称布置在所述固定块(541)两侧的分料气缸(542),所述分料气缸(542)的输出端连接固定块(543),所述固定块(543)上设置有平行布置的两个挡杆(544),两个所述挡杆(544)分别设置在所述过渡导轨(51)两侧,所述直线模组(52)设置在所述过渡导轨(51)一侧,所述直线模组(52)垂直于所述过渡导轨(51),所述料管座(53)固定安装在在所述直线模组(52)的移动座上,所述料管座(53)上设置有若干个平行布置的料管(531),所述料管(531)的开口朝向所述过渡导轨(51),所述料管(531)可拆卸的安装在所述料管座(53)上。
2.根据权利要求1所述的一种r6/r7测试打印后自动装料管机构,其特征在于,所述第一护弓(42)上设置有第一腰型孔(421)。
3.根据权利要求1所述的一种r6/r7测试打印后自动装料管机构,其特征在于,所述料管座(53)上设置有平行布置的两个承托板(532),所述承托板(532)上设置有若干个平行布置的卡槽,所述料管(531)卡接在所述卡槽内,阻挡板(533)通过第一螺栓固定安装在所述承托板(532)上,所述阻挡板(533)接触所述料管(531)侧面,所述料管座(53)一端还设置有料管托板(55),所述料管托板(55)平行于所述承托板(532),所述料管(531)端部接触所述料管托板(55)。
4.根据权利要求3所述的一种r6/r7测试打印后自动装料管机构,其特征在于,所述阻挡板(533)上设置有第二腰型孔(5331),所述第一螺栓穿设于所述第二腰型孔(5331)。
5.根据权利要求3所述的一种r6/r7测试打印后自动装料管机构,其特征在于,所述料管托板(55)上设置有顶管气缸(551),所述顶管气缸(551)的输出端设置有顶块(552),所述顶块(552)穿过所述料管托板(55)后接触所述料管(531)。
6.根据权利要求1所述的一种r6/r7测试打印后自动装料管机构,其特征在于,所述过渡导轨(51)端部设置有引导件,所述引导件包括两个平行布置的引导板(511),所述引导板(511)端部延伸至所述带料链条(11)端部。
7.根据权利要求6所述的一种r6/r7测试打印后自动装料管机构,其特征在于,所述引导件上方设置有引导压板(512)。
技术总结
本发明公开了一种R6/R7测试打印后自动装料管机构,包括:工作台架、测试组件、引直组件、编带组件和收管组件,工作台架上设置有带料链条,收管组件包括过渡导轨、直线模组和料管座,过渡导轨一端延伸至带料链条端部,过渡导轨倾斜布置,过渡导轨一端设置有分料件,直线模组设置在过渡导轨一侧,直线模组垂直于过渡导轨,料管座固定安装在在直线模组的移动座上,料管座上设置有若干个平行布置的料管,料管的开口朝向过渡导轨,料管可拆卸的安装在料管座上。本发明相较于现有技术,采用料管收料代替散件收料,既满足收料时器件的极性一致,又保持了器件散装的特性,便于后续使用器件。
技术研发人员:沈童,沈向辉,刘美霞,尚林成
受保护的技术使用者:太仓市晨启电子精密机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!