一种带有调速功能的不干胶标签智能卷绕设备的制作方法
本发明涉及标签加工,具体是一种带有调速功能的不干胶标签智能卷绕设备。
背景技术:
1、不干胶标签同传统的标签,具有不用刷胶、不用浆糊、不用蘸水、无污染及节省贴标时间等优点,不干胶标签在生产时,通过收卷设备标签整齐地卷取成卷,有助于标签的运输和存储、减少标签的损坏和浪费并节省空间,但目前卷绕设备在卷绕标签时仍存在以下缺点:
2、一、在对标签套筒装卸时:需先将标签套筒套入至卷绕设备中的限位轴上,再通过控制外在机构对标签套筒限位固定,同时在标签卷绕完成后,需再次控制外在机构解除对标签套筒的固定,整个过程中需多次控制外在机构完成对标签套筒的装卸,操作过程繁琐,难以沿着限位轴向内推动标签套筒和向外拉动标签辊,即可便捷式地完成对标签套筒的装卸,来提高标签的卷绕效率;
3、二、在对卷绕完成的标签切割后,其尾部的标签由于无法贴合标签辊,易出现松散,而现有技术中需通过借助外在胶带黏附或设备将其标签的尾部黏合在标签辊上,难以在切割标签时,对标签的切割面上胶,使得标签尾部可以黏附在标签辊上,避免卷绕完成的标签发生松散,提高标签卷绕时的效率;
4、三、目前的不干胶标签卷绕时,其转速是保证标签卷绕张力的重要因素,而目前的卷绕设备难以根据标签表面的张力,自动化的调整标签卷绕时的速度,提高标签的卷绕质量。
5、针对上述的技术缺陷,现提出一种解决方案。
技术实现思路
1、本发明的目的在于提供一种带有调速功能的不干胶标签智能卷绕设备,以解决背景技术所提出的技术问题。
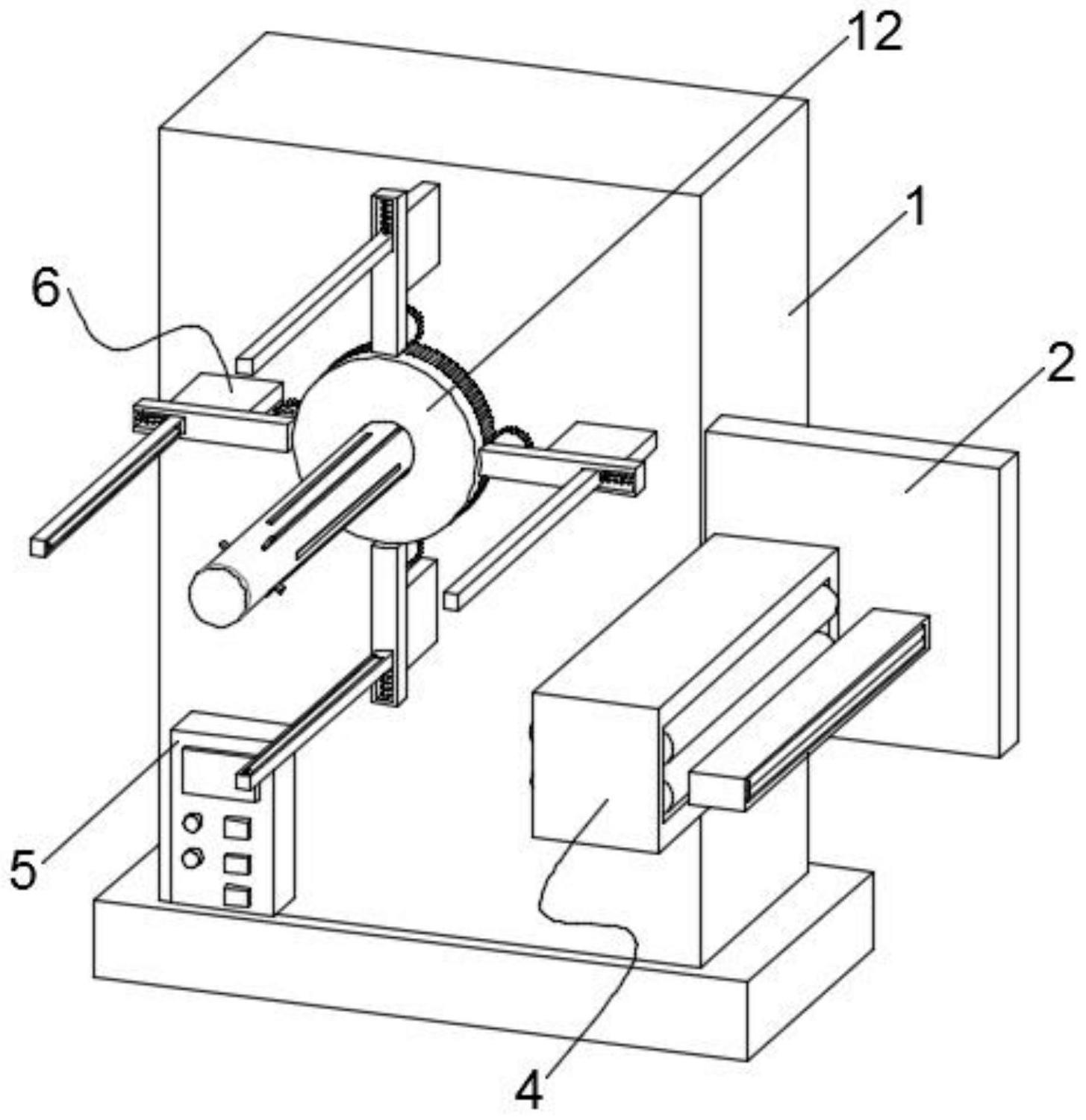
2、为实现上述目的,本发明提供如下技术方案:一种带有调速功能的不干胶标签智能卷绕设备,包括壳体,所述壳体的一侧固定安装有支撑架,所述壳体的前端面设置有用于收卷标签的收卷机构,所述壳体位于收卷机构下方的外壁上固定设置有控制面板,所述支撑架的前端面设置有用于切割标签的切割机构;
3、所述收卷机构包括与壳体内壁通过轴承转动连接的限位轴,且限位轴的一端延伸至壳体的外侧,所述限位轴靠近壳体的一侧外壁上固定安装有限位盘,所述限位盘圆周的外侧设置有四组装卸组件,四组所述装卸组件相对于限位轴呈圆形阵列设置,所述限位盘靠近壳体的一侧设置有传动组件,所述限位轴的内部设置有固定组件。
4、进一步的,所述传动组件包括与限位盘外壁固定连接的第二齿环,所述第二齿环的外侧啮合连接有四个第二齿轮,四个所述第二齿轮相对于第二齿环呈圆形阵列设置,所述第二齿轮的中心处固定连接有转轴,所述转轴靠近限位盘一侧的外壁上固定连接有风扇,所述风扇的外侧套设有密封罩,且密封罩通过轴承与转轴转动连接,所述密封罩的输出端设置有输出管。
5、进一步的,所述装卸组件包括与壳体固定连接的连接板,所述连接板的一端固定连接有环绕板,所述转轴的一端与环绕板通过轴承转动连接,所述环绕板远离限位盘的一端开设有滑槽,所述滑槽的内部固定连接有限位杆,所述限位杆的外壁上滑动设置有装卸杆,所述限位杆位于装卸杆和滑槽之间的外壁上套设有第二推力弹簧,所述滑槽远离装卸杆的一侧内壁上固定设置有触碰开关;
6、所述环绕板靠近滑槽的内壁上开设有限位槽,且限位槽与滑槽连通,所述限位槽的内部设置有第一伸缩管,所述第一伸缩管的输入端与输出管连通,所述装卸杆靠近滑槽的内壁上开设有连通管,所述连通管的输入端与第一伸缩管的输出端连通,所述装卸杆靠近限位轴的一侧外壁上开设有凹槽,凹槽靠近限位轴的一侧转动设置有装卸滚轮,凹槽远离限位轴的一侧固定安装有吹气管,且吹气管与连通管的输出端连通。
7、进一步的,所述固定组件包括与限位轴内壁固定连接的连接轴,所述连接轴远离限位盘的一侧外壁上滑动设置有推动盘,所述推动盘的圆周外壁上固定连接有四个延长块,且四个所述延长块相对于连接轴圆形阵列设置,所述限位轴的外壁上开设有四个限位滑轨,所述延长块与限位滑轨滑动配合,所述推动盘靠近壳体的一侧外壁上固定安装有四个抵触杆;
8、所述连接轴远离推动盘的一侧外壁上设置有四个密封管,且四个密封管相对于连接轴呈圆形阵列设置,所述密封管的内部滑动设置有活塞板,所述活塞板远离推动盘的一侧和密封管之间弹性设置有第一推力弹簧,所述密封管的输入管连接有第二伸缩管,所述第二伸缩管的一端与推动盘固定连接;
9、所述密封管的输出端固定连接有输送管,且输送管的管口处设置有堵塞件,所述输送管的输出端延伸至限位轴的侧壁上且连通有气囊,所述输送管靠近限位盘的一侧壁上连通有泄气管,所述泄气管的外壁上固定设置有控制阀。
10、进一步的,所述堵塞件包括与限位轴内壁固定连接有限位板,所述限位板的内部滑动设置有堵塞板,且堵塞板靠近活塞板的一侧与限位板之间弹性设置有若干个第三推力弹簧,所述堵塞板远离限位板的一侧外壁上固定设置有第一磁力石,所述输送管靠近第一磁力石的外壁上固定设置有第二磁力石,且第一磁力石与第二磁力石相配合,所述堵塞板的侧壁与输送管的管口处相对应,所述堵塞板远离限位板的一端与抵触杆相配合。
11、进一步的,所述切割机构包括与支撑架固定连接的切割箱,所述切割箱的输入端和输出端均设置有一对输送辊,所述切割箱内壁的上方固定连接有电动推杆,所述电动推杆的输出端转动设置有按压滚轮,所述切割箱内壁的下方固定连接有胶水箱,所述胶水箱上方中部的外壁上滑动设置有连接柱,所述连接柱的顶部固定连接有切割刀,所述连接柱位于胶水箱上方的外壁上套设有第三推力弹簧,所述连接柱的底端位于胶水箱的内部且滑动连接有限位套,所述限位套与胶水箱固定连接,所述连接柱的内部开设有胶水管,所述胶水管的输出端延伸至切割刀的顶部,所述胶水管的输入端位于限位套的一侧,所述胶水箱的顶部固定安装有红外线传感器。
12、进一步的,所述限位轴位于壳体内部的外壁上固定连接有第一齿环,所述第一齿环的外壁上啮合连接有第一齿轮,所述第一齿轮的中心处固定连接有驱动轴,所述壳体的内壁上固定连接有驱动电机,所述驱动电机的输出端与驱动轴固定连接。
13、进一步的,所述控制面板包括信号采集模块、信号分析模块、处理器和信号执行模块;
14、所述信号采集模块用于采集标签卷绕时的张力信息,并将其传输至信号分析模块,而标签卷绕时的张力信息由速度因素和张力控制因素组成,且速度因素表示为驱动电机的转速数据值,张力控制因素表示为红外线传感器从标签至胶水箱顶部接收到的距离值;
15、所述信号分析模块依据接收到的标签卷绕时的张力信息,来对标签卷绕时的张力进行分析监管,具体步骤如下:获取得到标签卷绕时的张力信息,并将其中的速度因素和张力控制因素分别标记为v和f;依据公式:cf=1.02*(v*u/m+1/f*e),得到标签卷绕时的张力cf,u为驱动电机转动时的电压数值因子,m为驱动电机转动时的内部温度数值因子,e为距离测量过程中的误差因子,且m、e和u均大于1;当得到标签卷绕时的张力cf大于预设范围cf,位于预设范围cf之内或小于预设范围cf时,分别生成张力过大信号、常态信号或张力过小信号,并通过处理器传输至信号执行模块;
16、所述信号执行模块接收到张力过大信号和张力过小信号后,做出相应调控操作,而信号执行模块接收到常态信号时,不做出任何处理。
17、与现有技术相比,本发明的有益效果是:
18、1、本发明中,通过限位盘上的第二齿环与第二齿轮啮合连接,使四个风扇转动,产生风速,产生的风速通过第一伸缩管进入至吹气管的内部并排出,排出的气体受到装卸滚轮的限位,沿着装卸滚轮斜向外吹动,增加标签风冷降温时的表面积,对标签卷绕过程中降低温度,避免热传导引起的标签变形或损坏;
19、2、本发明中,通过标签套筒与推动盘接触,使推动盘不断地挤压第二伸缩管,第二伸缩管内的气体被挤压至密封管内,随着密封管内压强的增大,活塞板挤压第一推力弹簧,使第一推力弹簧蓄能,当抵触杆与堵塞板接触时,推动堵塞板收缩至限位板内,使得气囊快速充盈,对标签套筒进行固定,整个过程中,只需将标签套筒沿着限位轴向内推动即可,当标签卷绕至特定的厚度时,标签不断地按压装卸杆,使其对触碰开关按压,控制阀开启,从而气囊内部的气体通过泄气管排出,气囊收缩后,向外拉动标签辊即可将其取下,本装置中,标签的装卸操作简单,只需沿着限位轴向内推动标签套筒和向外拉动标签辊,即可便捷式地完成对标签套筒的装卸,提高了标签的卷绕效率;
20、3、本发明中,通过电动推杆向下推动按压滚轮,当标签下表面向下移动至与切割刀表面接触时,先向下按压连接柱,使得胶水管的输入端从限位套的一侧向下移动,胶水通过胶水管进入至切割刀的上方,随着电动推杆的持续下压,切割刀完成对标签的切割,且在标签切割时,胶水从切割刀的上方黏附在标签的切割面上,使得标签卷绕时,标签尾部可以黏附在标签辊上,避免卷绕完成的标签发生松散,提高标签卷绕时的效率;
21、4、本发明中,通过控制面板获取得到标签卷绕时的表面张力,当标签表面的张力过大时,得到风险信号,控制面板控制驱动电机降速,同时,控制电动推杆带动按压滚轮向上收缩,减轻对标签的按压深度,减少表面在卷绕时的张力;当标签表面的张力过小时,得到张力过小信号,控制驱动电机增速,使驱动电机的转速位于额定范围之内,同时控制电动推杆伸展,并向下推动按压滚轮,增加对标签的按压深度,根据标签卷绕时的表面张力,智能化地控制标签卷绕时的速度,提高标签的卷绕质量。
- 还没有人留言评论。精彩留言会获得点赞!