一种炮泥自动包装装置的制作方法
本申请涉及包装设备,尤其涉及一种炮泥自动包装装置。
背景技术:
1、炮泥是用来封堵出铁口的耐火材料,可分为有水炮泥和无水炮泥两大类,传统技术中,炮泥产品生产中,经搅拌、成型、包膜等工序处理后,由输送线运至包装工位,然后通过人工操作,将炮泥块依次码放到吨袋内,炮泥块尽量码放均匀,保证吨袋内放实,其中每层炮泥块上须铺一层编织袋隔离,吨袋装满1吨炮泥后,更换新袋。目前,该工序主要依靠2-3人工完成,工作重复性高、劳动强度较大,无法适应自动化生产的工作需求。
技术实现思路
1、本发明的目的在于提供一种炮泥自动包装装置,以解决上述背景技术中提出的问题。
2、本申请实施例采用下述技术方案:
3、一种炮泥自动包装装置,包括安装在传输线出口处的换向器、第一传送组件以及与第一传送组件相对应的第一工位、第二传送组件以及与第二传送组件对应的第二工位,所述换向器转换炮泥的输送位置以便第一工位与第二工位处码放。
4、优选的,所述第一传送组件和第二传送组件均为伸缩传送带。
5、优选的,所述第一工位和第二工位的上表面均固定连接有承接框。
6、优选的,所述第一工位和第二工位均为旋转台工位,所述承接框安装在第一工位和第二工位的可旋转端。
7、优选的,所述第一传送组件和第二传送组件的末端均设置有缓冲装置。
8、优选的,所述缓冲装置是分别倾斜设置在第一传送组件和第二传送组件末端的滑板。
9、优选的,还包括旋转吸盘和用于放置编织袋隔离衬的存储框,所述旋转吸盘包括转盘,所述转盘的可旋转端固定连接有电动滑台,所述电动滑台的移动端固定连接有连接杆,所述连接杆的下表面固定连接有盘体,所述盘体的表面固定连接有吸嘴。
10、优选的,所述第一传送组件和第二传送组件上均设置有光电计数模块,以便联动控制旋转吸盘对隔离衬编织袋的铺设,所述第一工位和第二工位上均设置有称重模块,以便与光电计数模块配合对换向器交互控制,所述换向器上设置有位置检测信号触发模块,用于在炮泥到达换向器上时控制换向器。
11、优选的,还包括plc控制器,所述位置检测信号触发模块、光电计数模块和称重模块的输出端与plc控制器的输入端相连接,所述plc控制器的输出端与换向器的输入端相连接。
12、本申请实施例采用的上述至少一个技术方案能够达到以下有益效果:
13、其一,本发明中,通过换向器、第一传送组件与第二传送组件的配合将炮泥块分别输送至第一工位或第二工位的吨袋中,通过旋转吸盘与存储框的配合放置编织袋隔离衬,实现自动化包装,提高生产效率。
14、其二,本发明中,通过将第一传送组件和第二传送组件均采用伸缩传送带、将第一工位和第二工位采用旋转台工位,能够均匀的将炮泥块码放在吨袋中,通过设置缓冲装置,能够控制炮泥块准确下落,从而使该炮泥自动包装装置具有码放均匀的效果。
技术特征:
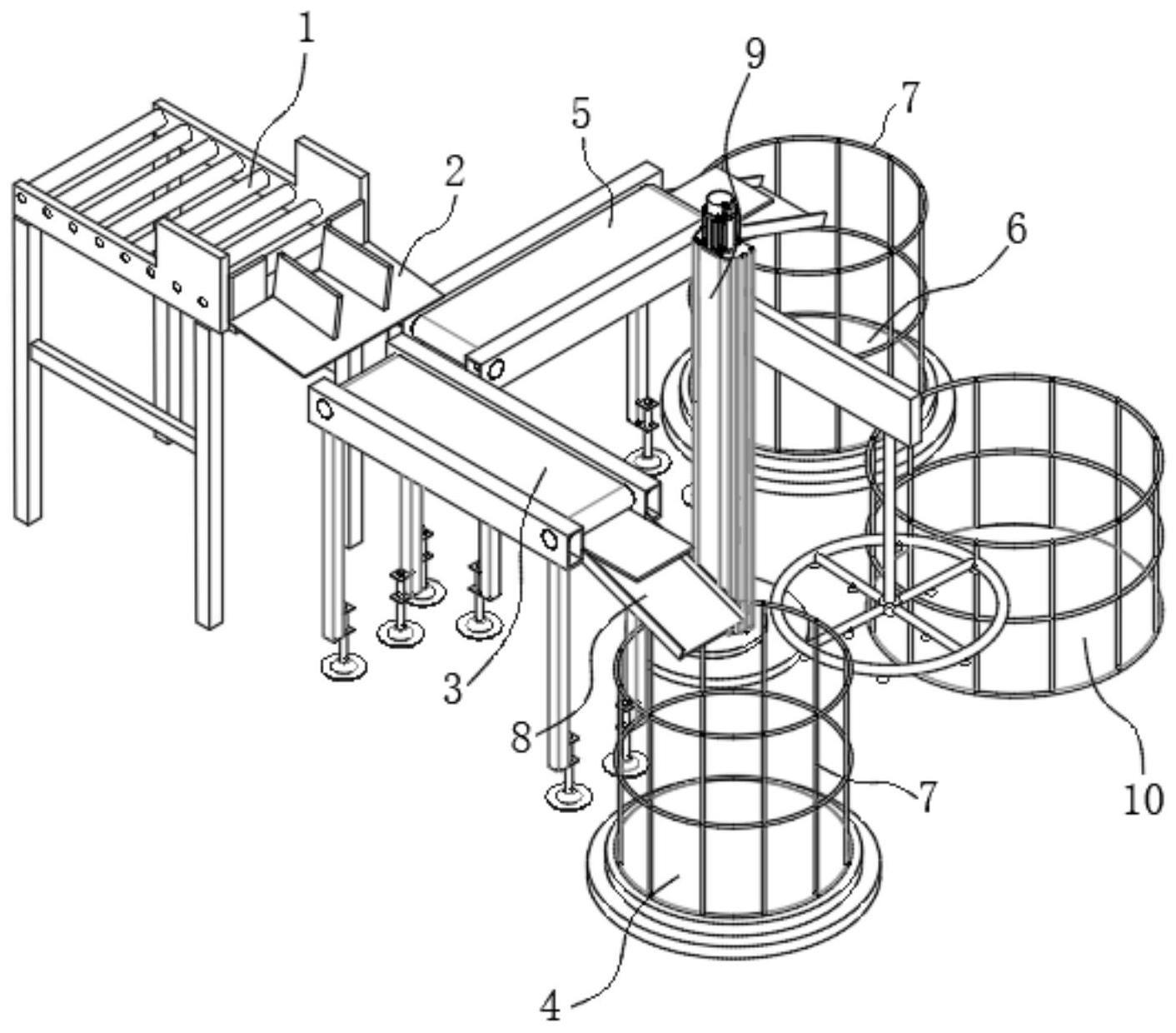
1.一种炮泥自动包装装置,其特征在于,包括安装在传输线(1)出口处的换向器(2)、第一传送组件(3)以及与第一传送组件(3)相对应的第一工位(4)、第二传送组件(5)以及与第二传送组件(5)对应的第二工位(6),所述换向器(2)转换炮泥的输送位置以便第一工位(4)与第二工位(6)处码放。
2.根据权利要求1所述的一种炮泥自动包装装置,其特征在于:所述第一传送组件(3)和第二传送组件(5)均为伸缩传送带。
3.根据权利要求1所述的一种炮泥自动包装装置,其特征在于:所述第一工位(4)和第二工位(6)的上表面均固定连接有承接框(7)。
4.根据权利要求3所述的一种炮泥自动包装装置,其特征在于:所述第一工位(4)和第二工位(6)均为旋转台工位,所述承接框(7)安装在第一工位(4)和第二工位(6)的可旋转端。
5.根据权利要求1所述的一种炮泥自动包装装置,其特征在于:所述第一传送组件(3)和第二传送组件(5)的末端均设置有缓冲装置(8)。
6.根据权利要求5所述的一种炮泥自动包装装置,其特征在于:所述缓冲装置(8)是分别倾斜设置在第一传送组件(3)和第二传送组件(5)末端的滑板。
7.根据权利要求1所述的一种炮泥自动包装装置,其特征在于:还包括旋转吸盘(9)和用于放置编织袋隔离衬的存储框(10),所述旋转吸盘(9)包括转盘(901),所述转盘(901)的可旋转端固定连接有电动滑台(902),所述电动滑台(902)的移动端固定连接有连接杆(903),所述连接杆(903)的下表面固定连接有盘体(904),所述盘体(904)的表面固定连接有吸嘴(905)。
8.根据权利要求1所述的一种炮泥自动包装装置,其特征在于:所述第一传送组件(3)和第二传送组件(5)上均设置有光电计数模块(11),以便联动控制旋转吸盘(9)对隔离衬编织袋的铺设,所述第一工位(4)和第二工位(6)上均设置有称重模块(12),以便与光电计数模块(11)配合对换向器(2)交互控制,所述换向器(2)上设置有位置检测信号触发模块(13),用于在炮泥到达换向器(2)上时控制换向器(2)。
9.根据权利要求1所述的一种炮泥自动包装装置,其特征在于:还包括plc控制器(14),所述位置检测信号触发模块(13)、光电计数模块(11)和称重模块(12)的输出端与plc控制器(14)的输入端相连接,所述plc控制器(14)的输出端与换向器(2)的输入端相连接。
技术总结
本发明公开了一种炮泥自动包装装置,包括安装在传输线出口处的换向器、第一传送组件以及与第一传送组件相对应的第一工位、第二传送组件以及与第二传送组件对应的第二工位,所述换向器转换炮泥的输送位置以便第一工位与第二工位处码放。本发明中,通过换向器、第一传送组件与第二传送组件的配合将炮泥块分别输送至第一工位或第二工位的吨袋中,通过旋转吸盘与存储框的配合放置编织袋隔离衬,实现自动化包装,提高生产效率。
技术研发人员:刘源泂,赵云涛,李远兵
受保护的技术使用者:宜兴武宜合创科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!