振动盘供料控制方法、系统及电子设备与流程
本申请涉及振动盘供料,具体涉及一种振动盘供料控制方法、系统及电子设备。
背景技术:
1、在实际生产中,人工将物料投放到料仓内,料仓通过振动将物料振动到振动盘内,通过振动盘的振动,物料会分散排列,视觉模块对分散的物料筛选定位以供机器人抓取。为了提升机器人的作业效率,需要通过料仓振动以向振动盘加料,以使机器人能够持续地在振动盘内抓取物料。目前的补料方式中,一种是按照程序设定的时间定时补料,另一种是根据视觉模块反馈振动盘振动多次仍未达到设定可取数量时,料仓才会振动补料。然而,上述的两种方式均存在补料的滞后性,影响作业效率。
技术实现思路
1、有鉴于此,本申请提出一种振动盘供料控制方法、系统及电子设备,使得料仓能够向振动盘提前补料,提高振动盘的供料效率,提升作业效率。
2、本申请实施例提供一种振动盘供料控制方法,包括:
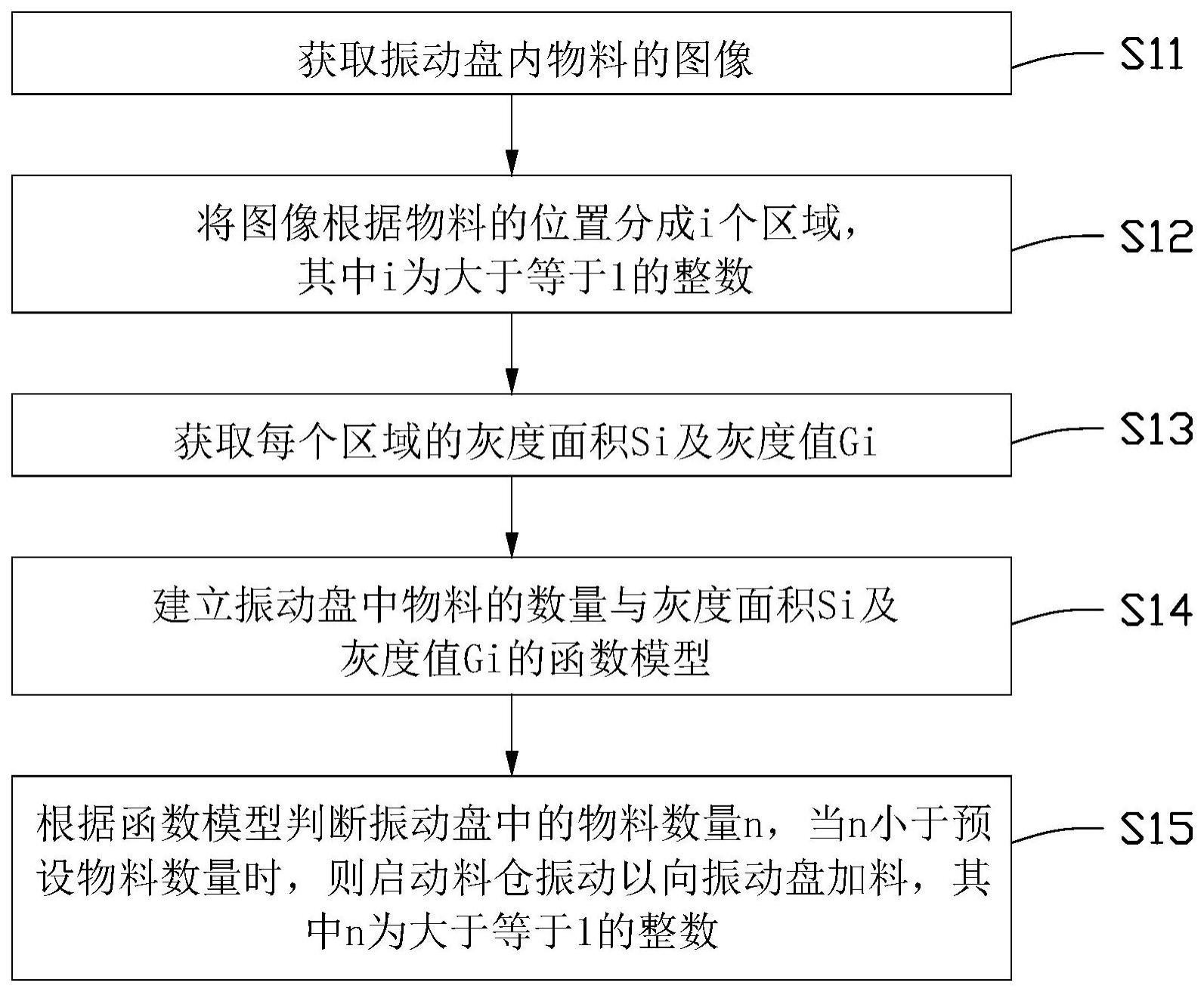
3、获取振动盘内物料的图像;
4、将所述图像根据所述物料的位置分成i个区域,其中i为大于等于1的整数;
5、获取每个区域的灰度面积si及灰度值gi;
6、建立所述振动盘中所述物料的数量与所述灰度面积si及所述灰度值gi的函数模型;
7、根据所述函数模型判断所述振动盘中的物料数量n,当n小于预设物料数量时,则启动料仓振动以向所述振动盘加料,其中n为大于等于1的整数。
8、在一些实施例中,所述函数模型为:
9、n=ap/s,p=∑(si*kgi);
10、其中,a为所述物料铺满所述振动盘的数量,p为所述物料在所述振动盘中所覆盖等效面积,s为所述振动盘用于铺满所述物料的面积,k为所述灰度值gi的加权系数。
11、在一些实施例中,所述振动盘供料控制方法还包括:
12、获取所述振动盘在振动前和振动后所述振动盘中所述物料所覆盖等效面积的变化值δp以及振动前被取走的物料数量m,其中m为大于等于1的整数;
13、根据所述变化值δp以及被取走的物料数量m判断振动后所述振动盘中所述物料的物料数量n。
14、在一些实施例中,所述获取所述振动盘在振动前和振动后所述振动盘中所述物料所覆盖等效面积的变化值δp以及振动前被取走的物料数量m包括:
15、获取所述振动盘在振动前盘中物料所覆盖等效面积p1;
16、从所述振动盘中取走m物料;
17、所述振动盘振动以使剩余物料重新分布;
18、获取所述振动盘振动后盘中物料所覆盖等效面积p2;及
19、根据p1与p2的差值得到等效面积的变化值δp;
20、所述根据所述变化值δp以及被取走的物料数量m判断振动后所述振动盘中所述物料的物料数量n包括:
21、根据n=m*p2/δp计算得到振动后所述振动盘中所述物料的物料数量n。
22、在一些实施例中,所述振动盘供料控制方法还包括:
23、获取所述振动盘振动后可取物料数量的振动历史数据,所述振动历史数据为所述振动盘在当前条件下振动后所述振动盘内所述可取物料的数量,所述当前条件为所述振动盘内当前的所述物料的数量及所述振动盘的振动参数;
24、建立所述振动盘振动后产生n个所述可取物料的概率与所述振动历史数据的概率模型,其中,n为大于等于2的整数;
25、根据所述概率模型判断所述振动盘在当前条件下振动后产生n个所述可取物料的概率,当产生n个所述可取物料的概率小于预设概率时,则启动所述料仓振动以向所述振动盘加料。
26、在一些实施例中,所述振动盘供料控制方法还包括:
27、获取所述料仓振动以向所述振动盘加料的补料历史数据,所述补料历史数据为所述料仓在特定条件下向所述振动盘加料的数量,所述特定条件为所述料仓内所述物料的数量、所述料仓的直振参数、所述料仓的开口大小以及所述物料的特征;
28、建立所述料仓的补料量与所述补料历史数据的补料模型;
29、根据所述补料模型向所述振动盘加料,以使所述振动盘内的所述物料的数量符合预设范围。
30、在一些实施例中,所述料仓的直振参数包括振幅、频率及相位中至少之一。
31、在一些实施例中,所述振动盘的盘面为透明或半透明,所述盘面被一背光源所照射。
32、本申请实施例还提供一种振动盘供料控制系统,包括:
33、第一获取模块,用于获取振动盘内物料的图像;
34、划分模块,用于将所述图像根据所述物料的位置分成i个区域,其中i为大于等于1的整数;
35、第二获取模块,用于获取每个区域的灰度面积si及灰度值gi;
36、建立模块,用于建立所述振动盘中所述物料的数量与所述灰度面积si及所述灰度值gi的函数模型;
37、判断模块,用于根据所述函数模型判断所述振动盘中的物料数量n,当n小于预设物料数量时,则启动料仓振动以向所述振动盘加料,其中n为大于等于1的整数。
38、本申请实施例还提供一种电子设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现如上任一项技术方案所述的振动盘供料控制方法的步骤。
39、本申请实施例提供的振动盘供料控制方法、系统及电子设备,通过建立函数模型,并根据函数模型对振动盘中的实际物料的数量进行判断,当振动盘中实际物料的数量小于预设物料数量时,启动料仓振动以向振动盘加料,从而向振动盘提前补料,提高振动盘的供料效率,减少机器人的等料时间,进而提升作业效率。
技术特征:
1.一种振动盘供料控制方法,其特征在于,包括:
2.如权利要求1所述的振动盘供料控制方法,其特征在于,所述函数模型为:
3.如权利要求1所述的振动盘供料控制方法,其特征在于,所述方法还包括:
4.如权利要求3所述的振动盘供料控制方法,其特征在于,所述获取所述振动盘在振动前和振动后所述振动盘中所述物料所覆盖等效面积的变化值δp以及振动前被取走的物料数量m包括:
5.如权利要求1所述的振动盘供料控制方法,其特征在于,所述振动盘供料控制方法还包括:
6.如权利要求1所述的振动盘供料控制方法,其特征在于,所述振动盘供料控制方法还包括:
7.如权利要求6所述的振动盘供料控制方法,其特征在于,所述料仓的直振参数包括振幅、频率及相位中至少之一。
8.如权利要求1所述的振动盘供料控制方法,其特征在于,所述振动盘的盘面为透明或半透明,所述盘面被一背光源所照射。
9.一种振动盘供料控制系统,其特征在于,包括:
10.一种电子设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于,所述处理器执行所述计算机程序时实现如权利要求1至8中任一项所述的振动盘供料控制方法的步骤。
技术总结
本申请公开一种振动盘供料控制方法,包括:获取振动盘内物料的图像;将图像根据物料的位置分成i个区域;获取每个区域的灰度面积Si及灰度值Gi;建立振动盘中物料的数量与灰度面积Si及灰度值Gi的函数模型;根据函数模型判断振动盘中的物料数量n,当n小于预设物料数量时,则启动料仓振动以向振动盘加料。通过建立函数模型,并根据函数模型对振动盘中的实际物料的数量进行判断,当振动盘中实际物料的数量小于预设物料数量时,启动料仓振动以向振动盘加料,从而向振动盘提前补料,提高振动盘的供料效率,减少机器人的等料时间,进而提升作业效率。本申请同时公开一种振动盘供料控制系统及电子设备。
技术研发人员:汤爱军,杨波,王卫峥,林俊宇,陈石,林坤良
受保护的技术使用者:富联裕展科技(深圳)有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!