一种非织造布自动拼接放卷设备的制作方法
本发明涉及的是一种非织造布自动拼接放卷设备,特别适用于熔喷基布成形后的驻极和分切工序中的放卷过程。
背景技术:
1、非织造布生产出来后,在进行后段工序加工时,需要重新进行放卷。比如熔喷布生产出来后,需要经过驻极设备使熔喷布内部充满带电粒子,才能使产品的过滤效率达到要求。为了实现连续生产,需要在上一卷布结束放卷时,下一卷布及时接上,否则就需要暂停生产,重新穿布。现在市场上非织造布的接布方法普遍采用人工手动超声波焊的方式把两卷布接起来。采用这种方法存在的缺点有两个:第一个缺点是超声波接的布抗拉强度差,在受拉力时容易断裂。由于非织造布的生产中,放卷和收卷必须有一定的张力,在刚放卷时,熔喷布卷径大,张力也需调到最大,超声波接的布很容易断裂。第二个缺点是一般的放卷速度在20-40m/min,速度较快,采用人工操作超声波设备进行接布时,由于布宽2-3m,很难在短时间完全缝合,接布成功率不高。
技术实现思路
1、本发明目的是针对上述不足之处,提供一种非织造布自动拼接放卷设备,该设备将放卷装置和自动拼接装置集成在一起,代替原放卷装置,可以非常方便的与现在市场上的非织造布生产线配套使用。该装置结构简单,实现了自动接布,性能可靠,可以较大程度的提高生产效率和减少材料浪费。
2、一种非织造布自动拼接放卷设备是采用以下技术方案实现的:
3、一种非织造布自动拼接放卷设备包括底座、放卷装置、自动切布装置、压布及传送装置、电控单元、传送带和若干变频器。
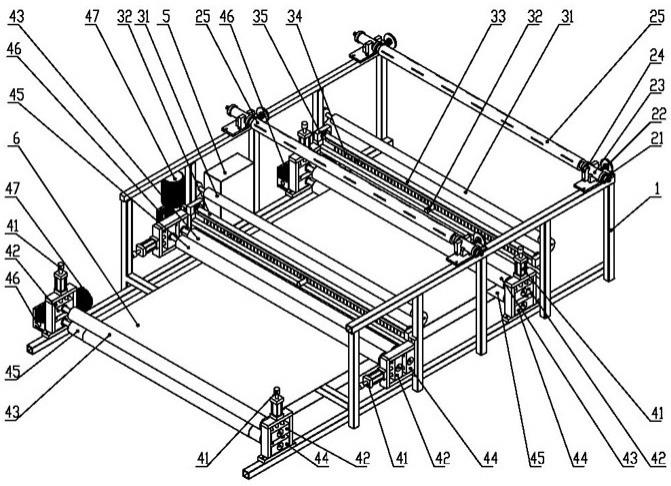
4、所述非织造布自动拼接放卷设备主要由两套放卷装置,两套自动切布装置、三套压布及传送装置组成。在底座的上端间隔设置有两套放卷装置,在每套放卷装置的下方设置有自动切布装置,在第一套自动切布装置的下方设置有一套竖向布置的压布及传送装置,在底座的最前端设置第二套竖向布置的压布及传送装置,在第二套自动切布装置的下方设置有横向布置的压布及传送装置。在两套竖向布置的压布及传送装置之间安装有传送带。
5、在非织造布卷放卷轴的两端套上放卷轴承套后,放置在轴承套安装座内,放卷张力调节器调节放卷张力。非织造布卷穿过导布轴后,从压布及传送装置两根轴之间穿过,落在传送带上,由传送带往前输送。在一卷布放卷时,在另一卷布上贴上双面胶带。当放卷的布快完成放卷时,将待放卷的布放置到传送带上往前输送。安装在切布齿轴上的光电传感器会自动检测放卷情况,当检测到完成放卷后,安装在该套系统上的切布轴由旋转气缸带动,完成切布动作。同时三套压布及传送系统同步动作,压布气缸带动压布轴将布压紧,由传送轴的转动,带动非织造布往前输送。当贴有双面胶的非织造布经过传送,与完成放卷的非织造通过最前端的压布及传送系统后,两卷布在压合作用下,完成拼接。
6、所述放卷装置由放卷轴安装座、放卷张力调节器、放卷轴承套、轴承套安装座、放卷轴组成。所述自动切布装置由导布轴、切布轴、切布齿轴、光电传感器、旋转气缸组成。所述压布及传送装置由压布轴、压布轴座、传送轴、传送轴座、压布气缸、传送异步电机、减速机组成。
7、所述每套放卷装置由两个放卷轴安装座、两个放卷张力调节器、两个放卷轴承套、两个轴承套安装座和一套放卷轴组成。放卷轴安装座安装在底座的两侧,每套放卷轴安装座上安装有放卷张力调节器、轴承套安装座。工作时,将非织造布卷放卷轴的两端套上放卷轴承套后,放置在轴承套安装座内,然后通过放卷张力调节器调节放卷张力,刚放卷时张力大,随后逐步减小。非织造布自动拼接放卷设备共有两套放卷系统,两套系统之间的距离约为非织造布卷直径的3倍。
8、所述每套自动切布装置由一根导布轴、一根切布轴、一根安装在切布轴上的切布齿轴、一个安装在切布齿轴上的光电传感器、两个安装在切布轴两端的旋转气缸组成。工作时,非织造布卷穿过导布轴后,从切布轴、切布齿轴前方穿过,切布齿轴上的光电传感器自动检测放卷情况,当检测到完成放卷后,切布轴由旋转气缸带动旋转,完成切布动作。切布系统安装在放卷系统前端的下方位置。导布轴中心与放卷轴中心横向和纵向距离约为非织造布卷的直径1-1.2倍。
9、所述每套压布及传送装置由一根压布轴、一根传送轴、两个安装在压布轴两端的压布轴座和安装在传送轴两端的传送轴座,两个安装在压布轴座上的压布气缸、一套传送异步电机和减速机组成。在传送轴的一端安装有减速机和传送异步电机,电机带动传送轴旋转。压布轴由压布气缸带动,可以调整压布轴和传送轴之间的距离。工作时,非织造布从压布轴和传送轴之间穿过。当系统检测到完成放卷后,三套压布及传送系统同步动作,压布气缸带动压布轴将布压紧,由传送轴带动非织造布往前输送。在第一套自动切布系统的下方设置有一套竖向布置的压布及传送系统,在底座的最前端设置第二套竖向布置的压布及传送系统,在第二套自动切布系统的下方设置横向布置的压布及传送系统。
10、所述电控单元根据自动切布装置的动作,同步控制压布及传送装置的动作。
11、所述传送带安装在竖置安装的两套压布及传送装置的传送轴上,两根传送轴保持同样的速度,带动传送带运行。
12、一种非织造布自动拼接放卷设备工作原理:
13、一种非织造布自动拼接放卷设备工作时,放卷装置根据放卷的情况调节放卷张力,非织造布卷穿过导布轴后,从压布及传送装置两根轴之间穿过,落在传送带上,由传送带往前输送。在一卷布放卷时,在另一卷布上贴上双面胶带。当放卷的布快完成放卷时,将待放卷的布放置到传送带上往前输送。安装在切布齿轴上的光电传感器自动检测放卷情况,当检测到完成放卷后,安装在该套装置上的切布轴由旋转气缸带动,完成切布动作。同时三套压布及传送装置同步动作,压布气缸带动压布轴将布压紧,由传送轴的转动,带动非织造布往前输送。当贴有双面胶的非织造布经过传送,与完成放卷的非织造通过最前端的压布及传送装置后,两卷布在压合作用下,完成拼接。
14、一种非织造布自动拼接放卷设备设计合理,结构紧凑,由两套放卷装置,两套自动切布装置、三套压布及传送装置组成。该设备将放卷装置和自动拼接装置集成在一起,代替原放卷装置,可以非常方便的与现在市场上的非织造布生产线配套使用。该装置结构简单,实现了自动接布,性能可靠,可以较大程度的提高生产效率和减少材料浪费。
15、本发明非织造布自动拼接放卷装置,适用于非织造布生产出来后,进行后段工序加工时,为保证连续生产,将不同的布缝合起来的步骤。
16、非织造布自动拼接放卷设备使得工人基本不用进入到设备运行的区域内,也不再需要工人在换卷时快速的进行人工拆卸原放卷轴、安装新放卷轴、再将布进行拼接,有效的避免了机械伤害的可能性,降低了工人的操作难度,接布成功率提升,废品率降低,提升了生产设备的自动化程度,在非织造布行业内属于领先水平。
技术特征:
1.一种非织造布自动拼接放卷设备,其特征在于,包括底座、放卷装置、自动切布系统、压布及传送系统、电控单元、传送带和若干变频器;
2.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,所述放卷装置由放卷轴安装座、放卷张力调节器、放卷轴承套、轴承套安装座、放卷轴组成。
3.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,所述自动切布装置由导布轴、切布轴、切布齿轴、光电传感器、旋转气缸组成。
4.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,所述压布及传送装置由压布轴、压布轴座、传送轴、传送轴座、压布气缸、传送异步电机、减速机组成。
5.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,所述每套放卷装置由两个放卷轴安装座、两个放卷张力调节器、两个放卷轴承套、两个轴承套安装座、一套放卷轴组成;放卷轴安装座安装在底座的两侧,每套放卷轴安装座上安装有放卷张力调节器、轴承套安装座;工作时,将非织造布卷放卷轴的两端套上放卷轴承套后,放置在轴承套安装座内,然后通过放卷张力调节器调节放卷张力,刚放卷时张力大,随后逐步减小,本装置共有两套放卷系统,两套系统之间的距离约为非织造布卷直径的3倍。
6.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,所述每套自动切布装置由一根导布轴、一根切布轴、一根安装在切布轴上的切布齿轴、一个安装在切布齿轴上的光电传感器和两个安装在切布轴两端的旋转气缸组成;工作时,非织造布卷穿过导布轴后,从切布轴、切布齿轴前方穿过,切布齿轴上的光电传感器自动检测放卷情况,当检测到完成放卷后,切布轴由旋转气缸带动旋转,完成切布动作,切布系统安装在放卷系统前端的下方位置,导布轴中心与放卷轴中心横向和纵向距离约为非织造布卷的直径1-1.2倍。
7.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,所述每套压布及传送装置由一根压布轴、一根传送轴、两个安装在压布轴两端的压布轴座和安装在传送轴两端的传送轴座,两个安装在压布轴座上的压布气缸、一套传送异步电机和减速机组成;在传送轴的一端安装有减速机和传送异步电机,电机带动传送轴旋转,压布轴由压布气缸带动,可以调整压布轴和传送轴之间的距离;工作时,非织造布从压布轴和传送轴之间穿过,当系统检测到完成放卷后,三套压布及传送系统同步动作,压布气缸带动压布轴将布压紧,由传送轴带动非织造布往前输送,在第一套自动切布装置的下方设置有一套竖向布置的压布及传送装置,在底座的最前端设置第二套竖向布置的压布及传送装置,在第二套自动切布装置的下方设置横向布置的压布及传送装置。
8.根据权利要求1所述的一种非织造布自动拼接放卷设备,其特征在于,在非织造布卷放卷轴的两端套上放卷轴承套后,放置在轴承套安装座内,放卷张力调节器调节放卷张力,非织造布卷穿过导布轴后,从压布及传送系统两根轴之间穿过,落在传送带上,由传送带往前输送;在一卷布放卷时,在另一卷布上贴上双面胶带;当放卷的布快完成放卷时,将待放卷的布放置到传送带上往前输送,安装在切布齿轴上的光电传感器会自动检测放卷情况,当检测到完成放卷后,安装在该套系统上的切布轴由旋转气缸带动,完成切布动作;同时三套压布及传送装置同步动作,压布气缸带动压布轴将布压紧,由传送轴的转动,带动非织造布往前输送,当贴有双面胶的非织造布经过传送,与完成放卷的非织造通过最前端的压布及传送系统后,两卷布在压合作用下,完成拼接。
技术总结
本发明涉及的是一种非织造布自动拼接放卷设备,特别适用于熔喷基布成形后的驻极和分切工序中的放卷过程。包括底座、放卷装置、自动切布系统、压布及传送系统、电控单元、传送带和若干变频器;所述非织造布自动拼接放卷设备由两套放卷装置,两套自动切布系统、三套压布及传送系统组成;在底座的上端间隔设置有两套放卷装置,在每套放卷装置的下方设置有自动切布装置,在第一套自动切布装置的下方设置有一套竖向布置的压布及传送装置,在底座的最前端设置第二套竖向布置的压布及传送装置,在第二套自动切布装置的下方设置有横向布置的压布及传送装置,在两套竖向布置的压布及传送装置之间安装有传送带。
技术研发人员:郁杨
受保护的技术使用者:江苏金美达新材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!