电池片贴胶方法及装置与流程
本发明涉及光伏组件自动化组装,特别是涉及一种电池片贴胶方法及装置。
背景技术:
1、太阳能作为可再生能源,资源丰富,既可免费使用,又无需运输,对环境无任何污染,为人类创造了一种新的生活形态,使社会及人类进入一个节约能源减少污染的时代。
2、太阳能电池片是太阳能发电系统中的核心部分,也是太阳能发电系统中价值最高的部分。
3、电池串成串技术领域,常规方式是采用激光将焊带(很细的锡丝,直径约0.2mm)焊接在电池片的栅线上,以使电池片与电池片之间相互连接形成具有一定规格的电池串,但常规的激光焊需求精度较高,使用成本较大,故提出了一种利用胶带将焊带粘接在电池片的方式以使电池片相互之间串接为电池串。
4、现有技术通常是将胶带制作好之后,再移动比较大的路径,例如水平移动和/或竖直移动之后再贴合电池片和焊带,而且每次只能贴一条胶带,采用这样的方式不仅工艺流程复杂难度高,而且胶带运动的路径长,贴完一次胶带后要等到机器重新获取新的胶带才能够再贴一次胶带,贴胶带的效率低,精度低,贴胶效果不理想。
5、因此,亟需开发一种电池片贴胶方法及装置,能够简化贴胶工艺,提高贴胶效率,提升贴胶精度和贴胶效果。
技术实现思路
1、本发明的目的是提供一种电池片贴胶方法及装置,解决贴胶带效率低和精度低的问题,能够简化贴胶工艺,提高贴胶效率,提升贴胶精度和贴胶效果。
2、为解决上述技术问题,作为本发明的一个方面,提供了一种电池片贴胶方法,采用电池片贴胶装置进行贴胶,电池片贴胶装置包括多边形旋转贴胶带机构、裁切机构;多边形旋转贴胶带机构为多边形柱体结构,其轴线水平设置并与胶带的进料方向垂直,其外表面设有多个可吸附胶带的吸附孔,裁切机构位于多边形旋转贴胶带机构的一侧;
3、所述电池片贴胶方法包括以下步骤:
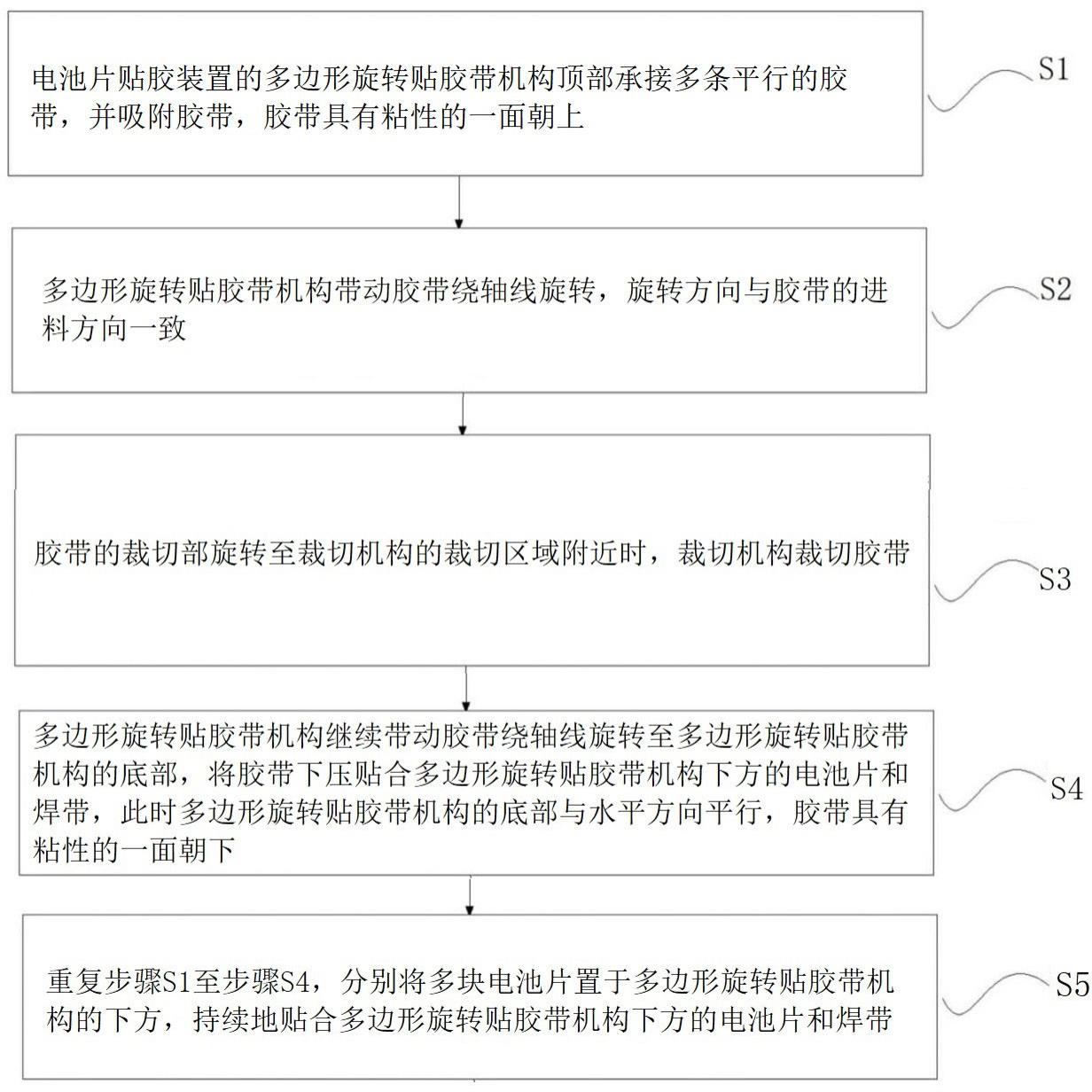
4、s1:所述电池片贴胶装置的多边形旋转贴胶带机构顶部承接多条平行的胶带,并吸附胶带,胶带具有粘性的一面朝上;
5、s2:多边形旋转贴胶带机构带动胶带绕轴线旋转,旋转方向与胶带的进料方向一致;
6、s3:胶带的裁切部旋转至裁切机构的裁切区域附近时,裁切机构裁切胶带;
7、s4:多边形旋转贴胶带机构继续带动胶带绕轴线旋转至多边形旋转贴胶带机构的底部,将胶带下压贴合多边形旋转贴胶带机构下方的电池片和焊带,此时多边形旋转贴胶带机构的底部与水平方向平行,胶带具有粘性的一面朝下。
8、根据本发明一示例实施方式,所述电池片贴胶方法还包括:
9、s5:重复步骤s1至步骤s4,依次将多块电池片置于多边形旋转贴胶带机构的下方,持续地贴合多边形旋转贴胶带机构下方的电池片和焊带。
10、根据本发明一示例实施方式,步骤s1中,此时多边形旋转贴胶带机构的顶部与水平方向平行,
11、根据本发明一示例实施方式,胶带的进料方向与水平方向平行。
12、根据本发明一示例实施方式,所述多边形旋转贴胶带机构包括取料端、裁切端、贴料端和多块吸附板,多块吸附板沿着多边形旋转贴胶带机构的周向设置在多边形旋转贴胶带机构的外表面,所述取料端位于所述多边形旋转贴胶带机构的顶部,所述贴料端位于所述多边形旋转贴胶带机构的底端,所述裁切端位于沿着旋转方向所述取料端和所述贴料端之间,裁切端位于裁切机构的裁切区域;
13、所述多边形旋转贴胶带机构的多块吸附板依次经过所述取料端、所述裁切端和所述贴料端。
14、根据本发明一示例实施方式,所述电池片贴胶装置还包括位于胶带供料方向上游的放卷机构,步骤s1中,所述多边形旋转贴胶带机构的吸附板位于所述取料端,并吸附从放卷机构中所牵引出的胶带。
15、根据本发明一示例实施方式,相邻两块吸附板之间存在空隙,该空隙旋转至裁切端时,多边形旋转贴胶带机构停止旋转,裁切机构向所述空隙运动以裁切胶带。
16、根据本发明一示例实施方式,步骤s4中,所述多边形旋转贴胶带机构的吸附板旋转移动至贴料端时,将所述多边形旋转贴胶带机构向下运动,以使得胶带下压贴合多边形旋转贴胶带机构下方的电池片和焊带。
17、根据本发明一示例实施方式,多边形旋转贴胶带机构还包括:两个导向板、多个导向件和旋转柱;吸附板的两端与导向件固定连接,导向板设置在多边形旋转贴胶带机构的顶面和底面,导向板上设有环形导向槽,导向槽的底部向下凸出,导向件伸入导向槽内并沿导向槽滑动;吸附板设置在旋转柱的外表面并与旋转柱滑动连接,滑动方向与轴线垂直;
18、在步骤s4中,所述吸附板从所述裁切端旋转移动至所述贴料端的过程中,该吸附板与其上游相邻的吸附板之间的间隙在导向槽的导向下增大,分离两块吸附板上所吸附的胶带。
19、作为本发明的第二个方面,本发明提供一种电池片贴胶装置,可实现所述的电池片贴胶方法。
20、根据本发明一示例实施方式,所述电池片贴胶装置包括多边形旋转贴胶带机构、裁切机构;
21、多边形旋转贴胶带机构的轴线水平设置并与胶带的进料方向垂直,其外表面设有多个可吸附胶带的吸附孔,裁切机构位于多边形旋转贴胶带机构的一侧。
22、本发明的有益效果是:
23、本发明通过旋转胶带,在旋转中实现裁切,旋转后下压直接贴合电池片和焊带,能够简化贴胶工艺,提高贴胶效率,提升贴胶精度和贴胶效果。
技术特征:
1.一种电池片贴胶方法,其特征在于,采用电池片贴胶装置进行贴胶,电池片贴胶装置包括多边形旋转贴胶带机构、裁切机构;多边形旋转贴胶带机构为多边形柱体结构,其轴线水平设置并与胶带的进料方向垂直,其外表面设有多个可吸附胶带的吸附孔,裁切机构位于多边形旋转贴胶带机构的一侧;
2.根据权利要求1所述的电池片贴胶方法,其特征在于,还包括:
3.根据权利要求1所述的电池片贴胶方法,其特征在于,步骤s1中,此时多边形旋转贴胶带机构的顶部与水平方向平行。
4.根据权利要求1所述的电池片贴胶方法,其特征在于,所述多边形旋转贴胶带机构包括取料端、裁切端、贴料端和多块吸附板,多块吸附板沿着多边形旋转贴胶带机构的周向设置在多边形旋转贴胶带机构的外表面,吸附板上设有多个可吸附胶带的吸附孔,所述取料端位于所述多边形旋转贴胶带机构的顶部,所述贴料端位于所述多边形旋转贴胶带机构的底端,所述裁切端位于沿着旋转方向所述取料端和所述贴料端之间,裁切端位于裁切机构的裁切区域;
5.根据权利要求4所述的电池片贴胶方法,其特征在于,所述电池片贴胶装置还包括位于胶带供料方向上游的放卷机构,步骤s1中,所述多边形旋转贴胶带机构的吸附板位于所述取料端,并吸附从放卷机构中所牵引出的胶带。
6.根据权利要求4所述的电池片贴胶方法,其特征在于,步骤s3中,相邻两块吸附板之间存在空隙,该空隙旋转移动至裁切端时,多边形旋转贴胶带机构停止旋转,裁切机构向所述空隙运动以裁切胶带。
7.根据权利要求4所述的电池片贴胶方法,其特征在于,步骤s4中,所述多边形旋转贴胶带机构的吸附板旋转移动至贴料端时,将所述多边形旋转贴胶带机构向下运动,以使得胶带下压贴合多边形旋转贴胶带机构下方的电池片和焊带。
8.根据权利要求5所述的电池片贴胶方法,其特征在于,多边形旋转贴胶带机构还包括:两个导向板、多个导向件和旋转柱;吸附板的两端与导向件固定连接,导向板设置在多边形旋转贴胶带机构的顶面和底面,导向板上设有环形导向槽,导向槽的底部向下凸出,导向件伸入导向槽内并沿导向槽滑动;吸附板设置在旋转柱的外表面并与旋转柱滑动连接,滑动方向与轴线垂直;
9.一种电池片贴胶装置,其特征在于,可实现权利要求1-8中任一项所述的电池片贴胶方法。
10.根据权利要求9所述的电池片贴胶装置,其特征在于,包括:多边形旋转贴胶带机构、裁切机构;
技术总结
本发明涉及光伏组件自动化组装技术领域,提供一种电池片贴胶方法及装置,方法包括:S1:多边形旋转贴胶带机构顶部承接多条平行的胶带,并吸附胶带,胶带具有粘性的一面朝上;S2:多边形旋转贴胶带机构带动胶带绕轴线旋转,旋转方向与胶带的进料方向一致;S3:胶带的裁切部旋转至裁切机构附近时,裁切机构裁切胶带;S4:多边形旋转贴胶带机构继续带动胶带绕轴线旋转至多边形旋转贴胶带机构的底部,将胶带下压贴合多边形旋转贴胶带机构下方的电池片和焊带,此时多边形旋转贴胶带机构的底部与水平方向平行,胶带具有粘性的一面朝下。本方案能够简化贴胶工艺,提高贴胶效率,提升贴胶精度。
技术研发人员:冯波,肖建勇,刘念
受保护的技术使用者:苏州智慧谷激光智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!