极片入料机构及其控制方法与流程
本申请涉及电池制造领域,尤其涉及一种极片入料机构及其控制方法。
背景技术:
1、在电池制造领域中,通常的入料方式为插片式入料或滚动式入料,然而两种入料方式均存在一些弊端。插片入料方式不能进行极片头部的纠偏,最终会影响卷绕覆盖的精度,另外极片尾部的纠偏效果也不好甚至不能进行纠偏;滚动入料纠偏方式的传送长度控制不可靠,容易因打滑而造成入料长度不准确,进而影响电芯的品质。
技术实现思路
1、本申请提供一种改善入料效果的极片入料机构及其控制方法。
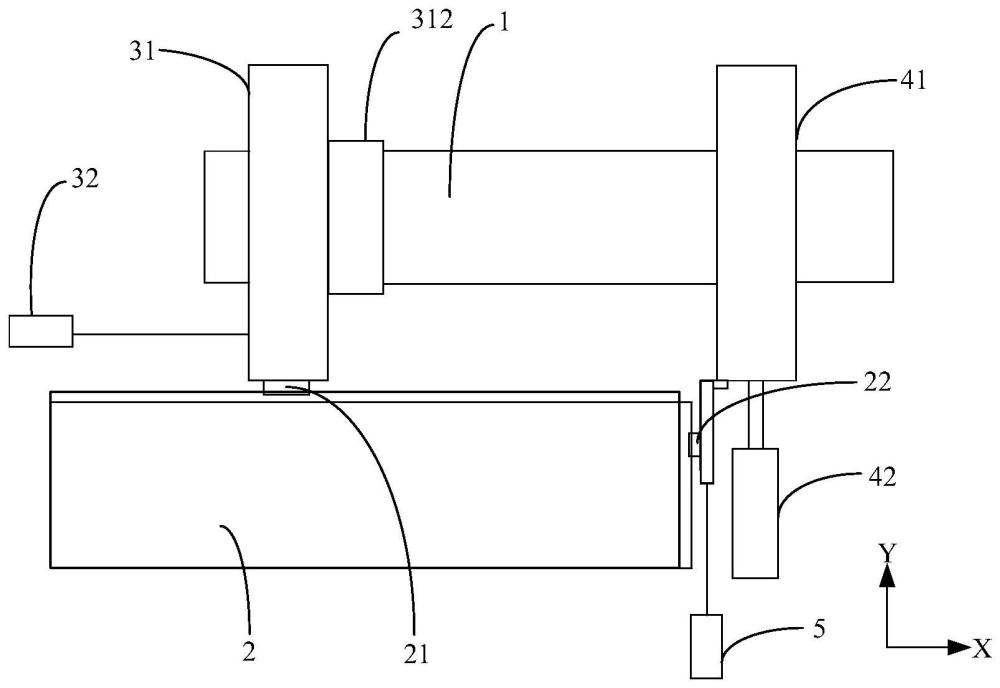
2、本申请提供一种极片入料机构,所述极片入料机构包括第一入料组件、第二入料组件及控制组件,第一入料组件包括夹持装置及第一动力单元,所述夹持装置用于夹持极片,所述第一动力单元用于驱动夹持装置沿第一方向运动;第二入料组件包括传送装置及第二动力单元,所述传送装置与夹持装置沿第一方向排列且用于传送所述极片,所述第二动力单元用于驱动所述传送装置;控制组件与第一动力单元、第二动力单元分别通讯连接,所述控制组件用于控制所述第一动力单元和第二动力单元。
3、进一步的,所述第一动力单元和第二动力单元通过电子齿轮耦合,使得送料过程中所述夹持装置的位移等于极片通过所述传送装置的长度。
4、进一步的,所述夹持装置包括第一夹持元件、第二夹持元件及第三动力单元,所述第三动力单元用于驱动所述第一夹持元件朝向或远离所述第二夹持元件运动。
5、进一步的,所述传送装置包括主动辊及从动辊,所述主动辊和从动辊之间形成用于供所述极片通过的路径,所述第二动力单元用于驱动主动辊转动。
6、进一步的,所述传送装置包括第四驱动单元,所述第四驱动单元用于驱动所述主动辊和从动辊中的一个朝向或远离另一个运动。
7、进一步的,所述极片入料机构包括支撑装置、第一滑动元件及第二滑动元件,所述第一入料组件通过第一滑动元件可滑动地安装于所述支撑装置,所述第二入料组件通过第二滑动元件可滑动地安装于所述支撑装置。
8、进一步的,所述极片入料机构包括第五动力单元,所述第五动力单元用于驱动所述传送装置沿第二方向运动,所述第一方向为所述极片的长度方向,所述第二方向为所述极片的宽度方向。
9、本申请还提供一种极片入料机构的控制方法,用于如前所述的极片入料机构,所述控制方法包括:控制所述第一动力单元驱动所述夹持装置,带动极片沿第一方向运动;控制所述第二动力单元驱动所述传送装置传送所述极片。
10、进一步的,所述极片入料机构包括检测所述极片的位置的传感器,所述控制组件与所述传感器通讯连接,所述控制方法包括:所述控制组件接收传感器的检测结果,判断所述极片在第二方向上的位置是否符合要求;当所述极片在第二方向上的位置不符合要求时,控制第五动力单元驱动所述传送装置沿第二方向运动。
11、进一步的,所述夹持装置的运动速度小于传送装置传送极片的传送速度;或所述夹持装置的运动速度等于传送装置传送极片的传送速度且所述第一动力单元作用在所述夹持装置的时间小于所述第二动力单元作用在所述传送装置的时间。
12、本申请中,通过第一入料组件及第二入料组件协同工作,有利于提高极片的入料效果。
技术特征:
1.一种极片入料机构,其特征在于,所述极片入料机构包括:
2.如权利要求1所述的极片入料机构,其特征在于:还包括控制组件,与第一动力单元、第二动力单元分别通讯连接,所述控制组件用于控制所述第一动力单元和第二动力单元;所述第一动力单元和第二动力单元通过电子齿轮耦合,使得送料过程中所述夹持装置的位移等于极片通过所述传送装置的长度。
3.如权利要求2所述的极片入料机构,其特征在于:所述夹持装置包括第一夹持元件、第二夹持元件及第三动力单元,所述第三动力单元用于驱动所述第一夹持元件朝向或远离所述第二夹持元件运动。
4.如权利要求2所述的极片入料机构,其特征在于:所述传送装置包括主动辊及从动辊,所述主动辊和从动辊之间形成用于供所述极片通过的路径,所述第二动力单元用于驱动主动辊转动。
5.如权利要求4所述的极片入料机构,其特征在于:所述传送装置包括第四驱动单元,所述第四驱动单元用于驱动所述主动辊和从动辊中的一个朝向或远离另一个运动。
6.如权利要求2所述的极片入料机构,其特征在于:所述极片入料机构包括支撑装置、第一滑动元件及第二滑动元件,所述第一入料组件通过第一滑动元件可滑动地安装于所述支撑装置,所述第二入料组件通过第二滑动元件可滑动地安装于所述支撑装置。
7.如权利要求1至6项中任一项所述的极片入料机构,其特征在于:所述极片入料机构包括第五动力单元,所述第五动力单元用于驱动所述传送装置沿第二方向运动,所述第一方向为所述极片的长度方向,所述第二方向为所述极片的宽度方向。
8.一种极片入料机构的控制方法,用于权利要求7所述的极片入料机构,其特征在于,所述控制方法包括:
9.如权利要求8所述极片入料机构的控制方法,其特征在于:所述极片入料机构包括检测所述极片的位置的传感器,所述控制组件与所述传感器通讯连接,所述控制方法包括:
10.如权利要求8所述极片入料机构的控制方法,其特征在于:所述夹持装置的运动速度小于传送装置传送极片的传送速度;
技术总结
本申请提供一种极片入料机构及其控制方法,所述极片入料机构包括第一入料组件、第二入料组件及控制组件,第一入料组件包括夹持装置及第一动力单元,所述夹持装置用于夹持极片,所述第一动力单元用于驱动夹持装置沿第一方向运动;第二入料组件包括传送装置及第二动力单元,所述传送装置与夹持装置沿第一方向排列且用于传送所述极片,所述第二动力单元用于驱动所述传送装置;控制组件与第一动力单元、第二动力单元分别通讯连接,所述控制组件用于控制所述第一动力单元和第二动力单元。本申请中,通过第一入料组件及第二入料组件协同工作,有利于提高极片的入料效果。
技术研发人员:请求不公布姓名,请求不公布姓名
受保护的技术使用者:无锡先导智能装备股份有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!