一种UPS电池自动包装机的制作方法
本技术涉及电池生产,尤其涉及一种ups电池自动包装机。
背景技术:
1、ups电池是一种用于备份电力系统的重要组件,可以在电力中断时提供持续的电力供应。而ups电池包装机是一种用于对ups电池进行包装的设置,能够确保ups电池的安全运输和储存。现有的包装机包装流程包括包膜阶段和盒装阶段,其中在处于包膜阶段时,该包装机通常由输送装置、供料装置和包装装置等组成,首先利用输送装置将ups电池放置在包装区,再利用供料区的供料装置将包装膜下料,并利用包装膜将ups电池包裹,接着利用热封组件对包装膜进行热封,实现ups电池的完全包裹封闭,以确保电池免受外部环境影响和防止电池漏液,然后ups电池完成包膜后会进入下一阶段,即盒装阶段,最后已完成包装的ups电池会被工作人员检查和取出,以便进行存储和运输。
2、但现有的ups电池包装机在使用过程中还存在一些缺陷:首先,为保证ups电池包裹的严密性,一般设置包装膜的尺寸略大于ups电池,当ups电池位于包装区时,ups电池的底面会与输送带完全贴合,当包装膜套在ups电池外部时包装膜的下端因输送带阻碍既无法包裹到ups电池的底面边缘,又可能褶皱堆叠在ups电池的侧表面,造成ups电池密封包裹效果差;其次,为保证ups电池六面均可被密封,对ups电池包装时需要至少包裹两层包装膜,因此需要对ups电池进行一次翻转,但在包装膜热封后若不能及时降温,受包装膜的热塑性影响而与其他部件接触时易出现粘黏,导致包装膜外观受损,从而降低产品包装品质。
技术实现思路
1、本技术提出了一种ups电池自动包装机,具备利用升降组件的升降作用有效将ups电池抬起,实现ups电池底面边缘与包装膜的完全包裹,提高包装密封性,同时利用升降组件和夹持组件的配合作用有效将ups电池翻转并降温,实现ups电池自动包装,避免ups电池外观受损的优点,用以解决传统包装机在使用过程中包装密封性差,外观品质降低的问题。
2、为达到上述目的,本技术采用如下技术方案:一种ups电池自动包装机,包括:
3、输送装置,所述输送装置固定放置在地面,且输送装置上可放置ups电池,所述输送装置的数量为二,且两个输送装置对称设置,用于将ups电池输送并放置在包装装置内以实施包装操作,并将包装好的ups电池输送至下一阶段,两个所述输送装置之间存在间隙,且间隙间距相较于ups电池的长度小;
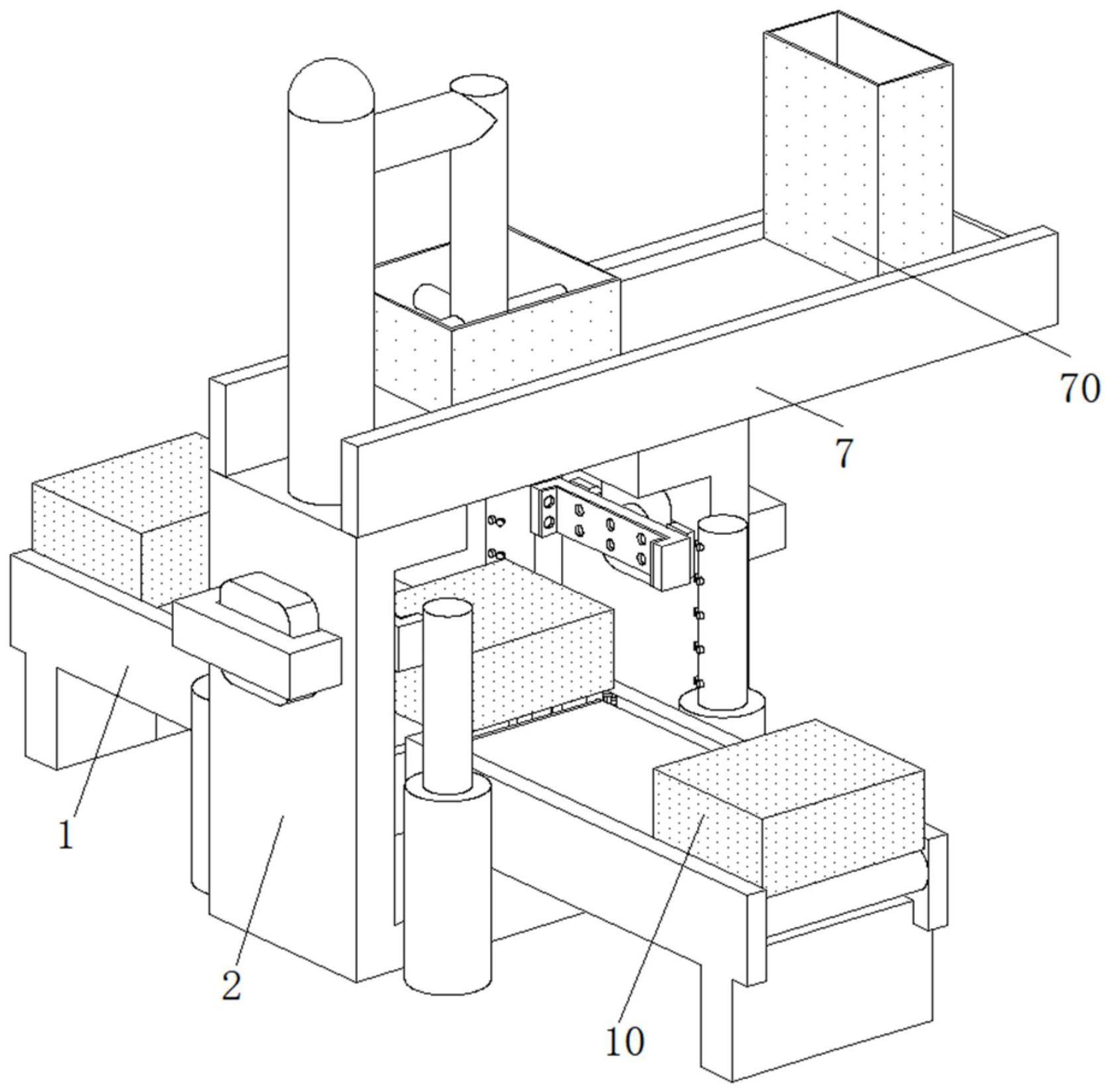
4、包装装置,位于两个所述输送装置之间的间隙固定安装有包装装置,用于对ups电池包装密封,所述包装装置由包装架、升降组件、夹持组件组成,所述包装架开设有包装区,且包装区的侧视形状为“凸”字形,位于所述包装架内部底端与升降组件固定连接,所述升降组件由升降机和升降柱组成,且升降机与升降柱活动连接,升降柱在升降机的带动下可控制ups电池升降,所述升降柱的顶端设置有限位组件,用于调整ups电池摆放位置,有助于增加夹持便利性和放置稳定性,位于所述升降组件上方的包装架前后两侧壁面固定设置有夹持组件,用于对ups电池翻转,实现ups电池的二次包装;
5、供料装置,所述包装装置的顶端固定安装有供料装置,且供料装置上可放置包装膜,所述包装膜有两种不同样式,且两种包装膜交替设置,用于将包装膜传送至包装区内,并使得ups电池被包裹两次,实现ups电池的有效密封。
6、进一步的,所述输送装置包括:
7、输送台,所述输送台的顶端开设有输送槽,且输送槽的宽度与ups电池的宽度相适应;
8、输送带,所述输送台的输送槽内活动安装有输送带;
9、输送感应器,位于所述包装区的输送槽前、后壁面均固定嵌接有输送感应器,且不位于同一输送装置上的两组输送感应器为对称设置;
10、热封组件,位于所述包装装置四角的地面上固定放置有热封组件,且热封组件的排风口面向包装区。
11、进一步的,所述限位组件包括:
12、限位囊,所述升降柱的顶端开设有环槽,且升降柱通过环槽与限位囊的内圈固定套接,所述限位囊的内、外圈内壁之间通过横弹簧连接,所述限位囊内充有气体;
13、限位件,位于所述限位囊下方的升降柱侧壁开设有限位腔,且升降柱通过限位腔与限位件的一端固定连接,所述限位件的数量为四,且环绕升降柱均匀设置,所述限位件内设置有推拉件,且相对设置的两个推拉件移动长度同步;
14、限位体,所述限位件的另一端与限位体固定连接,所述限位体的顶端开设有竖槽,且限位体通过竖槽与上块活动套接,所述上块的底端与竖槽底端之间通过竖弹簧连接,非所述竖弹簧区域的竖槽底端固定连接有下块,所述下块为通电磁铁,且通电带有n型磁性,所述上块为带有s型磁性的磁铁;
15、限位管,所述限位管的一端与限位囊固定连通,且限位管的另一端与限位体的竖槽固定连通,所述限位管能够被弯曲但无法压缩折叠。
16、进一步的,所述夹持组件包括:
17、牵引件,所述包装架的前、后侧壁开设有牵引孔,且包装架通过牵引孔与牵引件固定连接,牵引件的设置用于控制转动件产生前后移动,实现对ups电池的夹持;
18、转动件,所述牵引件的内部两侧与转动件的两侧活动连接,转动件的设置用于带动ups电池旋转,实现ups电池的二次包装;
19、夹持件,靠近所述包装架中部的转动件一端与夹持件固定连接,夹持件的设置用于提高ups电池被夹持旋转时的稳定性,保证ups电池自动包装的安全性。
20、进一步的,所述牵引件包括:
21、牵引体,所述牵引体的两侧与包装架固定连接,所述牵引体为“凹”字形,且牵引体的开口端面向ups电池;
22、牵引机,所述牵引体两侧内壁开设有牵引槽,且远离牵引体开口端的牵引槽内壁与牵引机的一端固定连接,且牵引机的另一端与转动件固定连接;
23、牵引气管,所述牵引气管的中部外表面与牵引体固定套接,所述牵引气管的一端穿过牵引槽且与转动件固定连接,所述牵引气管的另一端与夹持件固定连接,所述牵引气管由两种不同的橡胶材料组成,且位于牵引体内的牵引气管段能够被压缩折叠,位于牵引体外的牵引气管段能够被弯曲但无法压缩折叠。
24、进一步的,所述转动件包括:
25、转动电机,所述转动电机活动设置在牵引体的中部,且转动电机的尺寸与牵引体相适应,所述转动电机具有正反转功能;
26、转动轴,靠近所述牵引体开口端的转动电机一端与转动轴的一端活动连接,且转动轴的另一端与夹持件固定连接;
27、转动板,所述转动电机的左、右侧壁固定连接有转动板,所述转动板活动卡接在牵引槽内,且转动板的后侧与牵引机固定连接,转动板的前侧与牵引气管固定连接。
28、进一步的,所述夹持件包括:
29、夹持体,所述夹持体的形状为“凹”字形,且夹持体的两侧内壁之间的距离相较于ups电池的长度大,所述夹持体的后侧壁面与转动件固定连接,所述夹持体的内部开设有夹持腔,且夹持体的夹持腔与牵引气管固定连通;
30、夹持囊,所述夹持体的三侧内壁均固定连接有夹持囊,且夹持囊为柔性橡胶材质;
31、固定件,靠近所述夹持囊的夹持体一侧壁面固定设置有固定件,所述固定件的数量若干,且均匀设置在夹持体上,与所述固定件位置对应的夹持囊开设有夹持孔,固定件的设置用于夹持件进行吸排气,实现对ups电池的及时降温和稳定夹持。
32、进一步的,所述固定件包括:
33、固定管,所述固定管的前端外壁与夹持体壁面固定套接,且固定管的后端固定设置在夹持腔内,所述固定管的内部开设有固定孔,且靠近夹持囊的区域为固定孔的前段、远离夹持囊的区域为固定孔的后段、位于固定管中部的区域为固定孔的中段;
34、固定板,所述固定管通过固定孔与固定板活动套接,且固定板的直径等于固定孔的直径,所述固定板的一侧通过固定弹簧与夹持腔一侧内壁固定连接,所述固定板的内部固定设置有气阀门,所述气阀门的开启力为夹持腔的气体压力,且开启的阈值是气体压力大小为固定弹簧完全拉伸时所需力度的二分之一;
35、固定杆,所述固定管内开设有固定腔,且固定杆通过固定腔活动套接在固定管内,所述固定杆为“l”型,所述固定杆的一端穿过固定腔且位于固定孔的后段内,当夹持件在原始状态和夹持状态时固定板不会与固定杆接触,当夹持件在放开夹持状态时固定板移入固定孔的后段,并且固定板可与固定杆接触,所述固定杆的另一端穿过与夹持体固定连接的夹持囊一侧,且与夹持囊另一侧固定连接,所述固定杆的数量为六,且环绕固定管均匀设置。
36、进一步的,所述供料装置包括:
37、供料台,所述包装架的一侧顶端固定放置有供料台,且供料台所处区域为供料区,所述供料台的顶端开设有供料槽,且供料槽的宽度与包装膜的宽度相适应;
38、供料带,所述供料台的供料槽内活动安装有供料带,且位于供料带前方、包装区上方的区域为下料区;
39、供料感应器,靠近所述下料区的供料槽左、右壁面均固定嵌接有供料感应器;
40、下料组件,所述包装架的另一侧顶端固定放置有下料组件,用于控制包装膜水平移动和竖向移动,便于包装膜准确套接在ups电池外部。
41、进一步的,所述下料组件包括:
42、下料柱,所述下料柱的底端与包装架固定连接,与所述供料带对应的下料柱一侧开设有活动槽,且活动槽内固定安装有控制件;
43、活动件,所述活动件为“l”型,所述活动件的一端与活动槽活动连接,且活动件的该端与控制件连接;
44、伸缩件,所述活动件的另一端均匀设置有四个伸缩件,且伸缩件具有伸缩功能。
45、本技术具有如下有益效果:
46、本技术提供的一种ups电池自动包装机,通过在包装装置两侧均设置输送装置,且包装装置由包装架和升降组件组成,当输送带将ups电池输送至包装区时,升降组件可向上抬升ups电池,实现ups电池的底面略高于输送带,使得包装膜套接在ups电池上时其下端略低于ups电池底面,相较于传统ups电池底面与输送带贴合而言,既有效保证包装膜的下端能够包裹到ups电池的底面边缘,提高ups电池被包裹时的密封性,又有效实现包装膜两端的悬空,保证包装膜在套接时不受输送带等阻碍,防止包装膜外表面受外力阻碍而出现堆叠褶皱,提高ups电池外观的平整度。
47、通过升降组件的设置促使ups电池的底面和包装膜的下端均略高于输送带,当包装膜被热封组件热封后,有效避免软化状态的包装膜与输送带接触粘结而造成包装膜的外观受损,进一步提高产品包装品质。
48、通过在升降组件的升降柱上设置限位组件,利用限位囊和限位件、限位体的配合使用,实现不同功能,当升降组件带动ups电池上下移动时,限位囊为膨胀状态,从而扩大升降组件与ups电池之间的接触面积,提高移动稳定性,当ups电池需要被夹持时,限位体和限位件动作而调整ups电池的摆放位置,提高夹持准确性。
49、通过在包装装置的内部前、后两端设置夹持组件,且夹持组件由牵引件、转动件和夹持件组成,当升降组件上升并使得ups电池与夹持组件齐平后,转动件在牵引机的推动下向ups电池方向移动,此时牵引气管被挤压而促使其内的空气排向夹持件内,夹持件内气压增大而促使固定板打开气阀门,有效将夹持件内空气排向与夹持件对应的包装膜外表面,从而对包装膜即将被夹持的位置进行降温定型,防止包装膜该位置未及时冷却而与夹持件粘黏,有效保证包装膜外观完整度,进一步提高产品包装品质,同时在夹持件夹持ups电池后,转动件能够有效对ups电池进行旋转,从而加大套接在ups电池外的包装膜的冷却速率,提高工作效率,进一步确保包装膜热封后能够及时降温,保证包装膜与其他部件接触时不易粘黏。
50、通过在夹持件内设置固定件,当夹持件刚好对ups电池夹持时,夹持囊与包装膜充分接触而形成相对密闭的空间,同时固定板在后移时增大固定板前方的气压,有效增加固定件对包装膜的挤压作用,进一步提高夹持件对包装膜的夹持稳定性。
- 还没有人留言评论。精彩留言会获得点赞!