一种香烟小盒包装纸解捆供料系统及解捆供料方法与流程
本发明涉及一种解捆供料系统及解捆供料方法,特别涉及一种香烟小盒包装纸解捆供料系统及解捆供料方法,属于香烟包装设备领域。
背景技术:
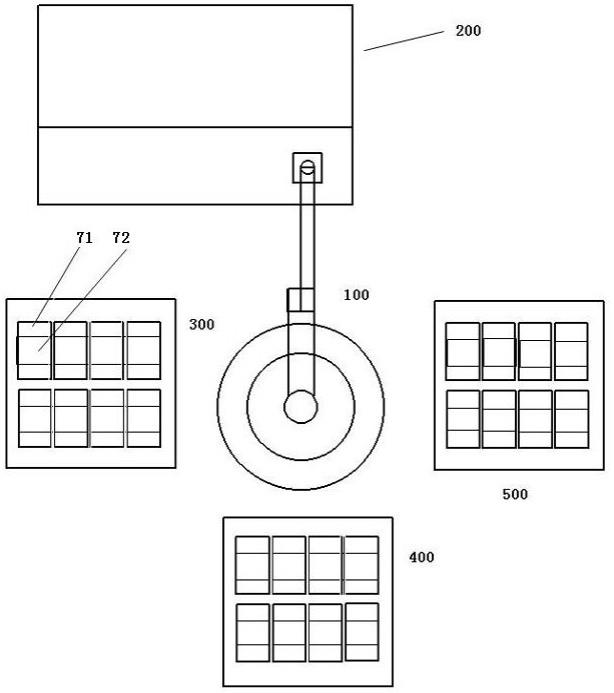
1、香烟生产线中,香烟包装已实现了自动化包装,自动化供给。图2中垂直方向的定位轨道80,定位轨道80下方设置的单张小盒包装纸吸取装置90,单张小盒包装纸吸取装置90下方设置有向右侧传动的单张香烟小盒包装纸传动带91,在这种香烟小盒包装纸供给装置中,搬运来的成捆香烟小盒包装纸71中间利用捆扎纸捆扎72,而香烟小盒包装纸71需要人工去除,不断底放入垂直方向的定位轨道80中,及其在不停地运转,香烟小盒包装纸使用量也很大,需要不停地搬运,不停地去除捆扎纸,不停地设置,关键是人工搬运时,存在着容易将正反面、包装纸的设置方向颠倒,会带来与自动包装折叠机的不匹配,引起报警、停机现象,因此发明一种香烟小盒包装纸解捆供料系统,利用系统自主去除捆扎纸十分必要,但是,如何利用现有设备的结构,在有限的空间设置自动供给、自动捆扎纸切割装置,自动捆扎纸的抽取是一种难度较大的挑战。
技术实现思路
1、针对现有香烟小盒包装纸供给装置需要人工搬运、人工去除捆扎纸,在设置过程中容易出现正反面、包装纸方向的颠倒问题,经常导致设备报警甚至停产的问题,本发明提供一种香烟小盒包装纸解捆供料系统及解捆供料方法,其目的是利用本系统自动搬运成捆的香烟小盒包装纸,自动去除捆扎纸,实现系统自动化,降低工人的劳动强度,减少香烟小盒包装纸的设置失误,减少报警停机,保证生产的顺利进行。
2、一种香烟小盒包装纸解捆供料系统,包括竖立设置的定位轨道、定位轨道下方设置的单张小盒包装纸吸取装置、单张小盒包装纸传动带,所述香烟小盒包装纸解捆供料系统包括香烟小盒包装纸解捆供料装置、香烟小盒包装纸解捆供料装置包括整捆小盒包装纸传送带,往整捆小盒包装纸传送带搬运往整捆小盒包装纸的六轴机械手,六轴机械手旁设置有多个托架,香烟小盒包装纸解捆供料装置包括升降叉,升降叉最高点周边设置有:右侧与升降叉水平叉子在同一水平面上设置有整捆小盒包装纸传送带,旁边设置有到位传感器,左侧设置有捆扎纸张紧装置,捆扎纸张紧装置包括靠近升降叉一侧设置有张紧吸头;正上方设置有捆扎纸切割装置,捆扎纸切割装置上设置有移动切割刀,下方设置有定位轨道,定位轨道旁设置有料位传感器,升降叉最上方通过升降杆及其外周的套筒连接有镜像“d”字形运动轨迹的镜像“d”字驱动机构,升降杆滑动升降设置在套筒内,套筒上端固定在镜像“d”字形驱动机构内,升降叉下端左侧固定有支撑架,支撑架下方设置有转动型捆扎纸回收机构,解捆供料系统中设置有控制器;
3、进一步,所述升降叉为“l”型结构,其下方为水平方向的两叉结构,左侧固定在升降杆上,两叉结构的水平叉子之间间隙间距大于捆扎纸宽度;
4、进一步,所述捆扎纸张紧装置设置在支撑架上方,捆扎纸张紧装置包括气缸,气缸的气缸杆端部设置有张紧吸头,张紧吸头高度高于升降叉左侧的垂直边,低于升降叉上整捆小盒包装纸的高度,升降叉上整捆小盒包装纸的捆扎纸位于捆扎纸张紧装置气缸的行程范围内;
5、进一步,所述捆扎纸切割装置包括无杆气缸,无杆气缸的下方或侧面设置有内外连通的移动槽,移动槽的长度方向与无杆气缸的长度方向一致,移动槽内移动有连动件,连动件外侧设置有移动台,移动台上设置有朝向捆扎纸的移动切割刀;
6、进一步,所述镜像“d”字驱动机构包括转轴一组件和转轴二组件组合而成,转轴一组件包括转轴一,转轴二组件包括转轴二,转轴一与转轴二沿水平方向平行转动设置,转轴一的左端通过传动机构与驱动电机连接,转轴一上设置有轨道鼓,轨道鼓轴心与转轴一轴心一致,轨道鼓外周设置有首尾相接的“ω”型凹槽型轨道,轨道内设置有沿轨道滑动的滑动销,滑动销固定在连杆一端,连杆的另外一端连接有滑块,滑块滑水平动设置在转轴二外周,滑块内设置有升降齿轮,升降齿轮水平滑动设置转轴二上,滑块上同时固定有套筒上端,套筒内垂直方向滑动设置有升降杆,升降杆端部为轴状齿条,轴状齿条与升降齿轮啮合,转轴一的一端设置有轨道盘,轨道盘侧面设置有变形环轨道,变形环轨道为首尾连通的凹槽,转轴二的右端固定有端齿,端齿上啮合有扇形齿,扇形齿上设置朝向轨道圆盘的游动销,游动销滑动在凹槽内,转轴一转动时,滑动销沿着“ω”型轨道滑动,带动滑块、套筒及其升降杆在左右方向滑动,转动轴一通过扇形齿带动转轴二间隙转动,扇形齿转动时,带动设置在转轴二上的升降杆升降,使得升降叉沿着镜像“d”字形轨迹移动;
7、进一步,所述捆扎纸回收机构包括旋转气缸,旋转气缸旋转轴上固定有旋转杆,旋转杆端部设置有捆扎纸吸嘴,旋转气缸的左下方设置有倾斜滑板,倾斜滑板下方设置有回收箱,捆扎纸吸盘转动往返于两叉结构间隙与倾斜滑板上方之间;
8、进一步,所述升降叉旁设置有就位传感器,整捆小盒包装纸传送带旁设置供料传感器,
9、进一步,所述升降齿轮与转轴二之间花键连接;
10、进一步,所述六轴机械手端部设置有吸盘和识别装置,识别装置配备有专用的识别系统;
11、进一步,所述转轴一右端部设置有转位开关,转位开关的关闭位置与升降叉最高点停止位置一致。
12、一种香烟小盒包装纸解捆供料方法,利用上述一种香烟小盒包装纸解捆供料系统,所述香烟小盒包装纸解捆供料方法如下:
13、1)、启动设备后,六轴机器人依次将多个将整捆小盒包装纸搬运至整捆小盒包装纸传送带;
14、2)、整捆小盒包装纸传送带将最前端的整捆小盒包装纸推送到升降叉水平方向的两叉结构上,就位传感器检测到整捆小盒包装纸到达水平叉子上;
15、3)、捆扎纸张紧装置的张紧气缸带动张紧吸盘靠近捆扎纸,吸着捆扎纸倒退,将捆扎纸张紧;
16、 4)、捆扎纸切割装置上的移动切割刀移动,将捆扎纸切割开;
17、5)、镜像“d”字形驱动机构驱动升降叉沿着定位轨道下降,将解捆的小盒包装纸放置于轨道内,横向向左移动,升降叉离开定位轨道后,按镜像“d”字形圆弧轨迹上升返回到起始发位置;
18、6)、反复上述1)-5)动作,在定位轨道内叠加摞解捆的小盒包装纸;
19、7)、在轨道内摞满解捆的小盒包装纸后,等待;
20、8)、定位轨道内叠加摞解捆的小盒包装纸下降至料位传感器后,继续上述1)—5)的动作。
21、本发明具有的积极效果是:通过在香烟小盒包装纸解捆供料装置旁设置六轴机械手,并利用机械手端部的吸盘吸住成捆香烟小盒包装纸搬运至整捆小盒包装纸传送带上,并可利用整捆小盒包装纸传送带的推力,将最前端的整捆小盒包装纸推送至 “l”型结构的升降叉上,当升降叉旁设置的就位传感器检测到以后,设置扎支撑架上方的捆扎纸张紧装置气缸就会伸向捆扎纸,气缸杆端部设置的张紧吸盘头就会吸住捆扎纸左侧移动,使得捆扎纸处于张紧状态,在这种状态下,升降叉正上方设置的捆扎纸切割装置会带动移动台以及其上设置的
22、在“d”字驱动机构的带动下,下降到移动切割刀切割捆扎纸,使捆扎纸切断,设置在支撑架下方的捆扎纸回收机构,可利用旋转气缸带动手臂以及端部设置的吸嘴转动到两叉结构的叉子之间间隙下方,吸走捆扎纸,由于两叉结构的叉子之间间隙大于捆扎纸宽度,因此,不会将捆扎纸压在两叉上;通过在镜像“d”字形驱动机构中设置转轴一组件和转轴二组件,并通过连杆和扇形齿连接,合成升降叉的镜像“d”字形涌动轨迹,其中,相互平行的转轴一和转轴二,可利用转轴一上通过传动机构连接的电机带动转轴一转动,通过在转轴沿上设置同轴心的轨道鼓,并在轨道鼓外周设置首尾相接的“ω”型凹槽型轨道,可在转轴一转动过程中通过连杆以及滑动销带动滑块沿着转轴二的轴向做不同形成的左右移动,可是升降叉子左右方向移动,实现移动到整捆小盒包装纸传送带同意水平面上以及从定位轨道中水平退出动作,通过在转轴二上通过花键轴设置升降齿轮,并使轴状齿条与升降齿轮啮合,可在转轴二转动时升降齿轮能够实现一边轴向的滑动,一边转动的目的,转动时可带动带有轴状齿条的升降杆升降,从而实现升降叉的升降,通过在转轴二端部设置扇形齿,扇形齿的后端设置游动销,并使游动销游走在转轴一端部轨道盘的变形环轨道内,可在转轴一转动过程中通过扇形齿实现转轴二的间隙性转动,通过转轴一和转轴二的运动的组合最终实现镜像“d”字形轨迹移动,从而实现升级叉的负载垂直降低,空载时返回,下降后水平退出定位轨道,上升后再返回到起始位置,通过升降叉的反复升降,可将解捆后的香烟小盒包装纸源源不断地送往定位轨道内,从而可利用单张香烟小盒包装纸吸取装置快速地从定位轨道吸取单张香烟小盒包装纸,放置于下方的单张香烟小盒包装纸传动带上,并送往香烟小盒折叠生产线中,通过利用本发明,可利用本系统自动搬运成捆的香烟小盒包装纸,自动去除捆扎纸,实现系统自动化,降低工人的劳动强度,减少香烟小盒包装纸的设置失误,减少报警停机,保证生产的顺利进行。
- 还没有人留言评论。精彩留言会获得点赞!