一种光缆排线装置及排线方法与流程
本发明属于光缆设备,具体涉及一种光缆排线装置及排线方法。
背景技术:
1、光缆是为了满足光学、机械或环境的性能规范而制造的,它是利用置于包覆保护套中的一根或多根光纤作为传输媒介并可以单独或成组使用的通信线缆组件,光缆主要由光导纤维和塑料保护套管及塑料外皮构成,在光缆制造过程中,最终的成品光缆需要在最后一道工序上将不同段长的成品光缆收卷到光缆成品盘上,并以缆盘的方式最终提供给客户,成品光缆的收卷是将光缆工序最后生产的缆线产品采用分层叠绕的方式缠绕到一个圆型盘上。
2、当前光缆生产成品缆的收线设备自备有与卷绕同步的盘具横向移动系统,也能进行正常的光缆收排线,但是光缆在收排过程中容易出现偏移,从而容易导致缆线排线不整齐或有缆线压线现象,当出现这种情况时,需要通过人工重新理线排列,大大降低了缆线收集效率。
技术实现思路
1、针对现有技术的以上缺陷或改进需求中的一种或者多种,本发明提供了一种光缆排线机及排线方法,用以解决现有缆线排线时容易出现排列不整齐或压线的问题。
2、为实现上述目的,本发明提供一种光缆排线方法,其通过光缆排线装置进行排线缠绕,所述光缆排线装置包括排线机,所述排线机与移动机构相连,所述排线机的出线口设有检测机构,且所述排线机的出线口设有盘具;所述光缆排线方法包括如下步骤:
3、获取待排光缆缆径,根据光缆缆径确定光缆的出线位置;
4、获取盘具的初始缠绕点;
5、将光缆牵引缠绕至初始缠绕点,根据光缆生产速率调整盘具收卷速率;
6、获取出线口与盘具的夹持盘表面的相对距离,计算得到光缆在盘绕过程中的转向点;
7、在光缆盘绕过程中的转向点处调整排线机的移动方式,光缆在转向点处缠绕两圈后反向盘绕,实现光缆在盘具上的往复盘绕。
8、作为本发明的进一步改进,所述光缆盘绕过程中还包括光缆偏离角度的调整:
9、获取光缆在平直状态下检测机构与光缆之间的第一距离;
10、获取光缆在盘绕过程中检测机构与光缆之间的第二距离,当第二距离与第一距离之间的差值大于预设阈值时,调整排线机位置,使得第二距离与第一距离的差值小于等于预设阈值。
11、作为本发明的进一步改进,还包括所述光缆与夹持盘表面接触点位的确定,具体如下:
12、检测机构获取光缆盘绕点位处出线口与夹持盘表面距离,获取第一时间内检测机构与夹持盘表面的平均距离,根据排线机沿盘具轴向移动速率得到排线机移动到夹持盘处的第二时间,当排线机移动第二时间时,光缆与夹持盘表面接触。
13、作为本发明的进一步改进,第一时间内所述检测机构与夹持盘表面平均距离的获取具体包括:
14、获取光缆盘绕点位与盘具轴心距离,计算得到光缆盘绕点位处圆周周长,根据盘具盘绕速率获得光缆盘绕一圈的时间,检测机构以每旋转6°获取一次检测机构与夹持盘表面的距离,获取光缆盘绕一圈的平均距离,得到第一时间内检测机构与夹持盘表面的平均距离。
15、作为本发明的进一步改进,所述第一时间为光缆盘绕两圈及以上的时间,所述检测机构与夹持盘表面的平均距离等于测距距离减去光缆沿盘具轴向移动距离,得到第一时间内最后一圈处检测机构与夹持盘表面的距离,计算得到第一时间后光缆与夹持盘表面距离。
16、作为本发明的进一步改进,还包括所述光缆与夹持盘表面接触点位的确定,具体如下:
17、检测机构获取与夹持盘表面距离,检测机构与夹持盘表面距离除以光缆沿盘具轴向移动速率,得到光缆移动到夹持盘表面处所需时间,当排线机移动设定时间时,光缆与盘具表面接触。
18、作为本发明的进一步改进,所述光缆在转向点处缠绕两圈具体步骤包括:
19、获取光缆在盘绕点位处圆周周长,根据光缆生产速率获取光缆盘绕一圈的第二时间,排线机在转向点处停留两倍第二时间,排线机反向移动。
20、作为本发明的进一步改进,光缆盘绕过程中还包括调整出线口方向:
21、获取出线口与夹持盘表面的距离,获取盘具的轴向长度,当出线口与夹持盘表面距离大于二分之一盘具轴向长度时,将出线口沿光缆轴向旋转180°,将盘缆盘绕至与盘具的另一夹持盘的盘面相抵。
22、作为本发明的进一步改进,所述盘具的收卷速率根据光缆的盘绕厚度进行调整,具体如下:
23、获取光缆的生产速率,获取光缆盘绕点位与盘具轴心的距离,计算光缆盘绕点位处圆周周长,根据光缆盘绕点位处圆周周长与光缆的生产速率计算得到盘具理论转动角速度,根据理论转动角速度调整盘具的收卷速率。
24、作为本发明的进一步改进,所述排线机沿盘具轴向移动速率计算方式如下:
25、获取光缆生产速率,获取光缆盘绕点位处圆周周长,根据光缆生产速率和光缆盘绕点位处圆周周长得到光缆盘绕点位处盘绕一圈的时间,根据光缆直径与光缆盘绕点位处盘绕一圈的时间得到排线机沿盘具轴向移动速率。
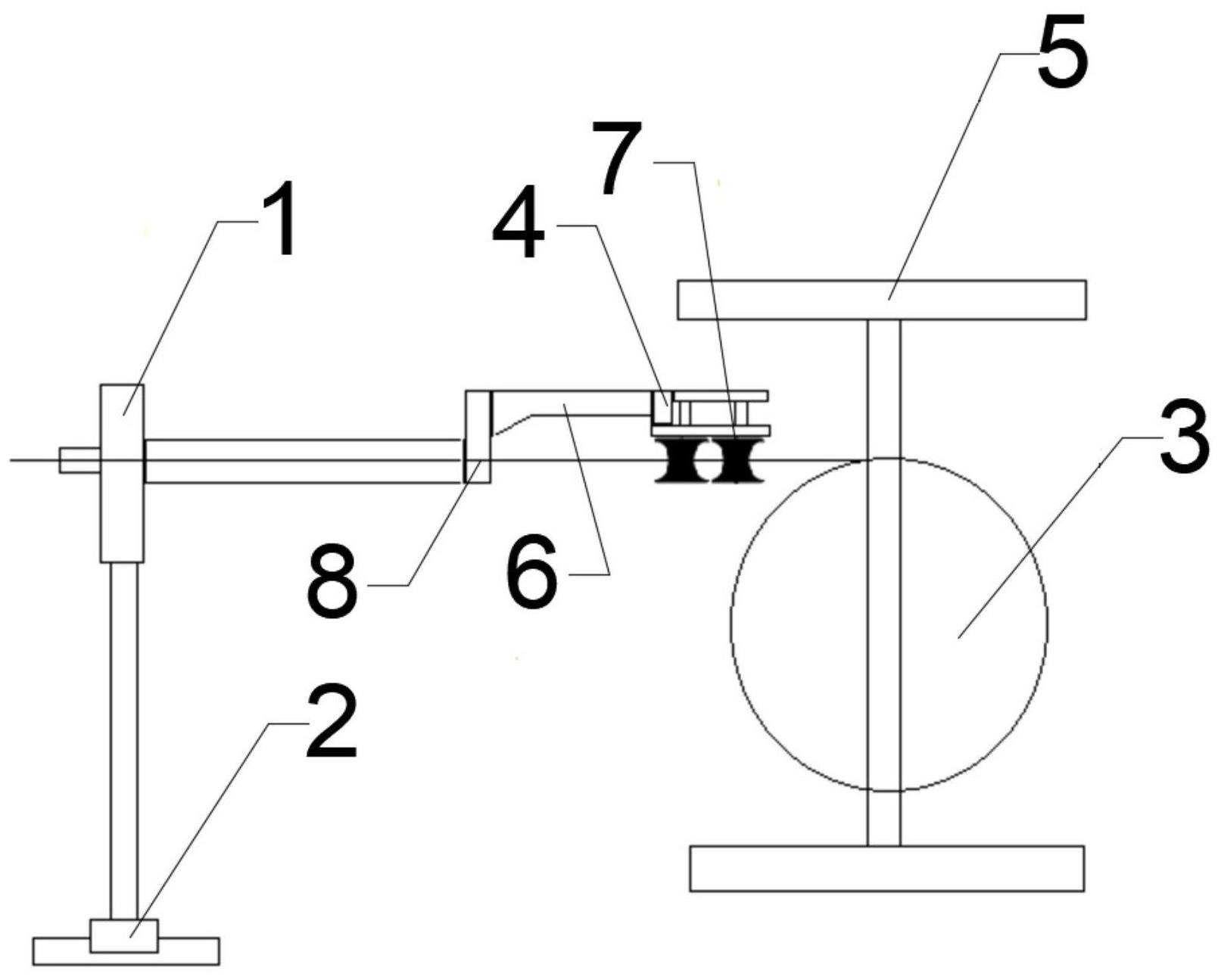
26、本技术还包括一种光缆排线装置,其包括:
27、排线机、位移机构和盘具;
28、所述排线机包括相互连通的进线口和出线口,所述进线口用于供光缆输入,所述出线口朝向所述盘具设置;
29、所述出线口处设有检测装置,所述检测装置朝向所述盘具的其中一侧夹持盘设置,所述检测装置与所述位移机构通信连接,所述检测机构用于获取所述出线口与其中一所述夹持盘的相对距离,以控制所述位移机构调整所述出线口位置。
30、作为本发明的进一步改进,所述排线机包括旋转臂,所述旋转臂朝向所述盘具一端设有两并排设置的夹持轮,两所述夹持轮构成所述出线口,两所述夹持轮之间留有供缆线穿过的间隙,且两所述夹持轮之间的间隙可调;
31、所述位移机构包括旋转组件,所述旋转组件与所述旋转臂相连,用于带动所述旋转臂沿其轴向转动。
32、作为本发明的进一步改进,所述进线口包括两成对设置的进线轮,两所述进线轮之间的夹持间隙与两所述夹持轮之间的间隙沿第一方向至少部分重合。
33、上述改进技术特征只要彼此之间未构成冲突就可以相互组合。
34、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
35、(1)本发明的光缆排线方法,其确定光缆的初始盘绕点、盘绕速率以及与夹持盘之间的距离等,实现光缆盘绕点位、转向点位等的精确控制,使得光缆实现全自动化盘绕,并能排满整个盘具表面,避免光缆在盘具轴向上产生间隙,避免光缆盘绕过程中发生偏移,实现光缆在盘具上的紧密盘绕。
36、(2)本发明的光缆排线方法,由于夹持轮设置在旋转臂的其中一侧,使得夹持轮在沿盘具的轴向移动时,夹持轮始终会朝向其中一侧的夹持盘,进而背离另一侧的夹持盘,导致夹持轮引出的光缆无法贴紧其中一侧夹持盘,光缆无法紧密盘绕整个盘具;因此本技术通过对应旋转旋转臂,使得夹持轮引出的光缆可以贴紧两侧的夹持盘,以提高光缆在盘具上的盘绕紧密度。
37、(3)本发明的光缆排线方法,由于盘具本身的收卷速度通常通过控制其转动角速度来实现,而随着盘绕厚度的增加,在光缆生产速率不变的情况下,光缆盘绕一圈的时间会越来越长,当盘具角速度不变时,会造成盘具转动速度大于光缆的盘绕速度,导致光缆盘绕不紧密。本技术通过获取光缆盘绕点位处的实际圆周周长以及光缆的生产速率,进而调整盘具的转动角速度,实现二者的匹配,保证光缆在盘具上的紧密缠绕。
38、(4)本发明的光缆排线装置,其通过检测装置实时获取出线口与夹持盘之间的相对距离,进而判别光缆是否出现盘绕偏离问题,然后通过位移机构对应调整光缆的盘绕角度,使得光缆可始终紧密盘绕在盘具上,避免光缆出现排列不齐或压线问题,提高光缆的收线效率。
- 还没有人留言评论。精彩留言会获得点赞!