具有局部易撕功能的复合包装材料及其制备方法和应用与流程
本发明涉及食品包装领域,具体是涉及一种具有局部易撕功能的复合包装材料及其制备方法和应用。
背景技术:
1、随着消费水平的提升,人们不再满足于食品包装简单的保护食品、延长食品保质期等必要功能,而对包装使用过程中的易用性提出了更高的要求。其中,包装的易撕裂性是人们关注的实用功能之一,近年来一些易撕复合膜应时而生。
2、易撕功能复合膜,一般具有比较小的撕裂力,达到适合的手撕能够撕开的效果。普通的双向拉伸聚酯薄膜bopet,有着优异的机械性能、刚性好、拉伸强度高,是常见食品包装。但因其拉伸机械强度优异,所以用普通bopet复合后的复合薄膜(典型的材质结构bopet/al/pe),是不具备易撕裂的性能。市场上现有的易撕型复合膜,主要是对bopet薄膜进行表面化学处理,对bopet薄膜(整张膜)表面进行特殊涂层处理,以改变bopet薄膜的分子结构,来改变bopet薄膜原有的性能,通过薄膜分子结构、分子链的改变,降低bopet薄膜的物理机械性能,降低其拉伸强度,从而降低复合薄膜的撕裂力,实现可以手撕易撕裂的效果和功能。
3、但是采用此工艺生产的易撕裂复合薄膜,有着其相应的缺点和缺陷,与采用普通bopet复合的复合薄膜相比较,抗穿刺强度和撕裂强度等指标上有明显的差异,造成复合薄膜的物理机械强度大幅下降,对于抗压性、跌落性、气密性等方面影响到包装保护的功能,存在包装上的风险。
4、因此,基于普通bopet复合薄膜在特定部位实现易撕功能,其余部分保留普通复合薄膜的功能性能的包材,是非常有必要的。
技术实现思路
1、为了解决现有技术中的问题,本发明的目的之一在于提供一种具有局部易撕功能的bopet薄膜的制备方法,在bopet薄膜放卷阶段进行金刚砂辊压工序处理:bopet薄膜通过放卷单元进行放卷,在背压辊下压后,与金刚砂辊进行接触压合,经过金刚砂辊辊压后,再经过贴合辊与冷却辊进行冷却展平,得到具有局部易撕功能的bopet薄膜;所述bopet薄膜放卷速度90~110m/min、张力值为150~170n,金刚砂辊采用72#粒度号,辊压压力0.8~1.2mpa。
2、优选的,所述辊压压力1.0mpa、放卷速度100m/min、张力值160n。
3、本发明目的之二在于提供一种具有局部易撕功能的bopet薄膜,所述bopet薄膜使用上述的制备方法制得,该bopet薄膜上具有金刚砂辊压压痕,所述压痕尺寸与72#粒度号的金刚砂辊匹配。
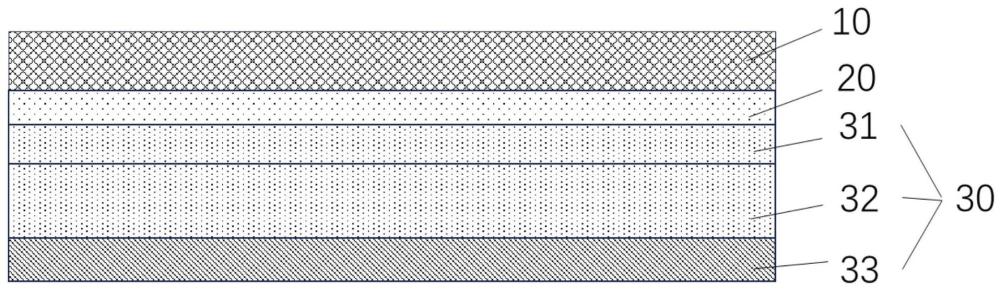
4、本发明目的之三在于提供一种具有局部易撕功能的复合包装材料,所述复合包装材料为bopet/al/pe复合薄膜,所述复合薄膜总厚度55~65μm,bopet薄膜、al层和pe薄膜的厚度比为12:7:40;其中bopet薄膜使用权利要求1所述的制备方法制得或为权利要求2所述的bopet薄膜。
5、优选的,pe薄膜具有三层膜结构,自外而内分别为贴合层、中间层和热封层,所述贴合层由80~90份低密度聚乙烯和10~20份线性低密度聚乙烯组成,所述中间层由20~30份低密度聚乙烯和70~80份高密度聚乙烯组成,所述热封层由65~75份低密度聚乙烯、25~35份茂金属线性低密度聚乙烯、1.2~1.8份爽滑母粒、1.0~1.5份开口母粒和0.1~0.3份加工助剂组成。
6、优选的,所述贴合层、中间层和热封层的厚度比为2:5:3。
7、优选的,所述贴合层中,低密度聚乙烯使用埃克森美孚牌号ld150bw,所述线性低密度聚乙烯采用陶氏化学牌号2045g;所述中间层中,低密度聚乙烯使用埃克森美孚牌号ld150bw,高密度聚乙烯使用韩国sk牌号hdpe 8300;所述热封层中,低密度聚乙烯使用埃克森美孚牌号ld150bw,茂金属线性低密度聚乙烯使用三井化学牌号sp2520,爽滑母粒使用安配色牌号10090-k,所述开口母粒使用北京亚伦牌号ab-20ld,所述加工助剂使用安配色牌号100991-k。
8、本发明目的之四在于提供一种如上所述的具有局部易撕功能的复合包装材料的制备方法,包括以下步骤:
9、s1.根据所需配方制备pe薄膜,pe薄膜经电晕处理后备用;
10、s2.加工所需bopet薄膜,并在放卷阶段对所述bopet薄膜进行金刚砂辊辊压处理,所述bopet薄膜放卷速度90~110m/min、张力值为150~170n,金刚砂辊采用72#粒度号,辊压压力0.8~1.2mpa;
11、s3.将步骤s2制备的bopet薄膜与al箔进行干式复合,形成局部易撕bopet/al复合膜,再将步骤s1中备用的pe薄膜与bopet/al复合膜内面即al面复合,得到bopet/al/pe复合薄膜,即为所需的具有局部易撕功能的复合包装材料。
12、优选的,所述干式复合的粘接剂为香港东昌集团牌号ad919-66的双组份聚氨酯胶粘剂。
13、优选的,所述步骤s1中,制备pe薄膜的步骤如下:
14、s11.按照贴合层、中间层及热封层所需配方组成,称取各重量份的原料分别加入吹膜设备的三个料筒中;
15、s12.将三个料筒中的原料经过混炼熔融形成管坯,将管坯拉伸后从挤出机模头中心冲出并压缩空气,使得管坯吹胀成膜泡,同时将膜泡经风环冷却定型制得pe薄膜。
16、优选的,所述挤出机中1区到10区的模头温度分别如下:贴合层的挤出温度为155℃/160℃/160℃/160℃/160℃/160℃;中间层的挤出温度为175℃/180℃/180℃/180℃/180℃/180℃;热封层的挤出温度为170℃/175℃/175℃/175℃/175℃/175℃。
17、本发明还提供一种如上所述的具有局部易撕功能的复合包装材料在制备产品包装中的应用。
18、本发明还提供一种食品包装,采用如上所述的具有局部易撕功能的复合包装材料加工得到。
19、本发明的有益效果在于:
20、本发明提供了一种局部易撕裂功能的复合包装材料,其材质结构为典型的bopet/al/pe复合结构,铝箔(al)本身具有良好的易撕裂性,为使bopet薄膜和pe薄膜也具备良好的易撕裂性能,进行易撕裂技术的研究开发:对bopet膜进行金刚砂辊压工艺的处理,实现bopet局部易撕功能;对pe配方进行设计和优化,使pe薄膜也具备相应的易撕裂性能。最终成功开发出物理机械性能与传统铝塑复合膜结构保持一致,局部的易撕裂性能又能够实现和满足易撕功能的新型易撕裂复合膜材料。
21、对bopet膜进行金刚砂辊压工艺的处理,金刚砂辊压工序设备主要由放卷单元、背压辊、金刚砂辊、贴合辊、冷却辊、收卷单元几部分组成。
22、金刚砂辊的粒度(粒度表示砂辊表面颗粒尺寸的大小)是达到易撕和性能平衡的关键,合适的金刚砂辊粒度,能够实现bopet薄膜的易撕效果,又能保证薄膜光学性能不受影响,并且肉眼直观下看不出任何有辊压压痕的痕迹。通过反复试验测试,本发明中金刚砂辊的磨料粒度选择72#粒度号(粒度号数字越大,磨料细),基本尺寸为180~240um。在此条件下,能够比较完美实现金刚砂辊压后的局部易撕效果,又使薄膜光学性能、外观不受影响。
23、金刚砂辊压工序经过反复测试,压力、速度、张力三要素,压力值范围0.8~1.2mpa、生产速度为90~110m/min、张力值为150~170n,能达到较好的效果。
24、pe薄膜配方优化,贴合层中使用埃克森美孚的低密度聚乙烯ld150bw,具有非常优异的加工性能和平衡的机械性能。陶氏化学的线性低密度聚乙烯2045g,具有优异的韧性和抗拉伸性,并且具有非常好的与ldpe共混加工性能,加入一定量2045g,能提升和改善薄膜的拉伸性和机械稳定性能。中间层使用韩国sk提供的hdpe 8300,其是具有窄分子量分布的高密度聚乙烯,具有高拉伸强度、挺度和较低的埃尔曼多夫抗撕强度,能够极大地改善薄膜的撕裂强度,同时与低密度聚乙烯ld150bw共混,提高加工性能,能够使薄膜的吹膜过程更加稳定。热封层使用三井化学提供的茂金属线性低密度聚乙烯sp2520,具有优异的低温热封性能和热粘强度,与低密度聚乙烯ld150bw共混,提高加工性能,能够降低薄膜的热封温度,同时能够提高薄膜的热粘强度和热封强度,加入适量的开口剂和爽滑剂,能够有效地控制摩擦系数的稳定性,与此同时加入100991-k加工助剂能够使生产控制更加稳定。
25、改进后的pe薄膜材料,表现出良好的物理机械性、热封性能、低温粘接性能,具有优异的挺度和刚性,同时大大改善薄膜的撕裂性能。
26、本发明提供的复合包装材料实现了普通bopet复合薄膜(典型材质结构bopet/al/pe)具备局部易撕裂功能,在包装材料上特定的位置上可以实现具有易撕的功能,而在包装的其他位置上保留着普通复合薄膜的功能性能。这样既实现了易撕裂的功能效果,又保证了复合薄膜的物理机械性能指标,满足各类产品包装保护功能,避免包装风险,拓宽运用范围和领域,满足客户的功能需求和性能要求。
- 还没有人留言评论。精彩留言会获得点赞!