一种圆柱形物料自动排序装置及方法与流程
本发明涉及输送设备,进一步地涉及一种圆柱形物料自动排序装置及方法。
背景技术:
1、目前在工业生产线上,针对圆柱形物料,质量检测设备及打包设备等,对于物料的姿态统一性有较高要求。
2、以火腿肠的质量检测为例,火腿肠在线上制作完成后,通过输送机输送至质量检测设备中,在此过程中,由于输送线的方向改变、火腿肠自身滚动、火腿肠的跳动等原因,火腿肠到达检测设备时,处于杂乱无序状态。在此状态下进入质量检测设备中,无法达到质量检测的前置条件。为了使火腿肠姿态统一的状态,大多采用降低产线速度,并通过人工挑拣并摆放的方法,其不仅效率低下,而且人工成本较高。
3、因此,有必要设计一种圆柱形物料自动排序装置及方法来解决上述问题。
技术实现思路
1、针对上述技术问题,本发明的目的在于提供一种圆柱形物料自动排序装置及方法,能够实现圆柱形物料的自动排序,将物料的姿态整理统一,提高了工作效率。
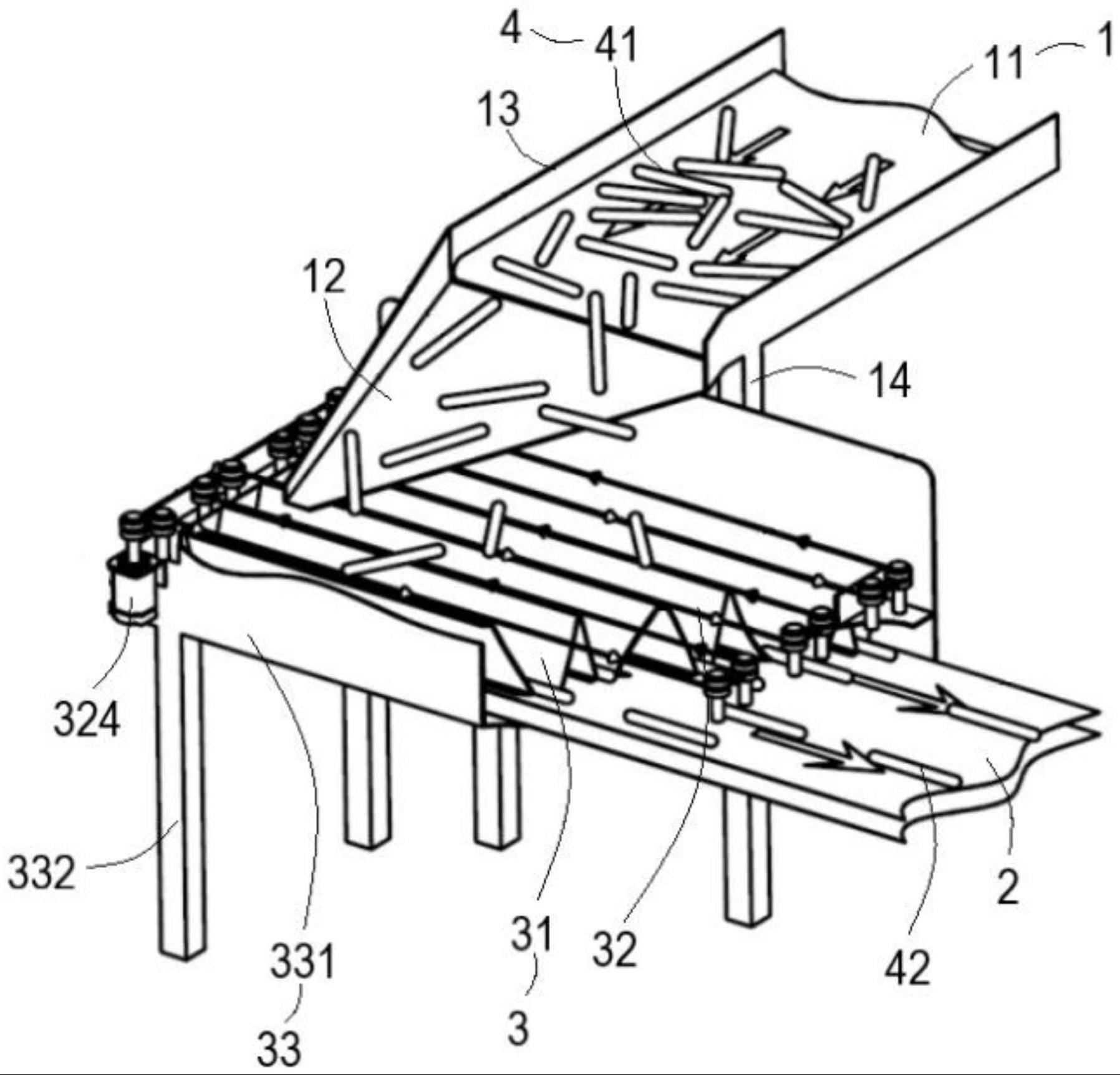
2、为了实现上述目的,本发明提供一种圆柱形物料自动排序装置,包括:
3、第一输送组件,用于输送杂乱无序的待排序物料;
4、第二输送组件,用于输送姿态统一的排序后物料;
5、排序组件,设置于所述第一输送组件与所述第二输送组件之间,用于将杂乱无序的所述待排序物料整理为姿态统一的所述排序后物料;
6、所述排序组件包括排序机构和辅助排序机构,所述排序机构用于将第一预设角度范围内的所述待排序物料整理为所述排序后物料;
7、所述辅助排序机构用于将第二预设角度范围内的所述待排序物料调整至所述第一预设角度范围内后,再通过所述排序机构将所述第一预设角度范围内的所述待排序物料整理为所述排序后物料。
8、在一些实施方式中,所述排序机构包括若干个间隔设置的分道件,相邻的两个所述分道件之间形成排序通道,所述排序通道的宽度大于所述待排序物料的直径。
9、在一些实施方式中,所述分道件包括第一分道板和第二分道板,所述第一分道板与所述第二分道板呈预设角度设置,一所述分道件的所述第一分道板与相邻的所述分道件的所述第二分道板之间形成所述排序通道。
10、在一些实施方式中,所述分道件还包括第一折板和第二折板,所述第一折板设置于所述第一分道板远离所述第二分道板的一端,且所述第一折板朝向所述第二分道板的方向延伸预设长度;
11、所述第二折板设置于所述第二分道板远离所述第一分道板的一端,且所述第二折板朝向所述第一分道板的方向延伸预设长度;
12、所述第一分道板、所述第二分道板、所述第一折板、所述第二折板经一体成型。
13、在一些实施方式中,若干个所述分道件固定设置,且每相邻的两个所述分道件平行等间隔设置;
14、或,部分或全部的所述分道件活动设置,使得每相邻的两个所述分道件之间的距离可调。
15、在一些实施方式中,所述辅助排序机构包括若干个间隔设置的移动件,相邻的两个所述移动件之间的距离小于所述待排序物料的长度,且相邻的两个所述移动件的移动方向相反。
16、在一些实施方式中,所述辅助排序机构包括驱动轮、若干个从动轮、绳索,所述绳索的一端与所述驱动轮连接,所述绳索的另一端分别绕过若干个所述从动轮后与所述绳索的一端连接,所述驱动轮能够驱动所述绳索循环转动;
17、若干个所述从动轮将所述绳索引导成若干个间隔设置的绳索段,每相邻两个所述绳索段的移动方向相反,使得所述绳索段形成所述移动件。
18、在一些实施方式中,所述移动件包括驱动轮、从动轮和绳索,所述绳索的一端与所述驱动轮连接,所述绳索的另一端绕过所述从动轮后与所述绳索的一端连接,所述驱动轮能够驱动所述绳索循环转动;
19、所述驱动轮和所述从动轮将所述绳索引导成两个绳索段,若干个所述移动件中每相邻两个所述绳索段的移动方向相反。
20、在一些实施方式中,所述第一输送组件包括输送带和斜角溜板,所述斜角溜板的一端与所述输送带呈角度设置,所述斜角溜板的另一端设置于所述排序组件的上方,使得所述斜角溜板能够将所述输送带上的所述待排序物料均匀输送至所述排序组件上。
21、根据本发明的另一方面,本发明进一步提供一种使用上述中任意一项所述的圆柱形物料自动排序装置的方法,包括:
22、第一输送组件将杂乱无序的待排序物料输送至排序机构和辅助排序机构;
23、所述排序机构将第一预设角度范围内的所述待排序物料整理为排序后物料;
24、所述辅助排序机构将第二预设角度范围内的所述待排序物料调整至所述第一预设角度范围内后,再通过所述排序机构将所述第一预设角度范围内的所述待排序物料整理为所述排序后物料;
25、第二输送组件将姿态统一的所述排序后物料输送至后段工序。
26、与现有技术相比,本发明所提供的圆柱形物料自动排序装置及方法具有以下有益效果:
27、本发明中,第一输送组件输送杂乱无序的待排序物料,在输送过程中无法保证待排序物料是完全处于第一预设角度范围内的,使得处于第二预设角度范围内的待排序物料无法被排序机构整理;通过设置辅助排序机构将第二预设角度范围内的待排序物料调整至第一预设角度范围内,以便于被排序机构整理,使得其能够实现圆柱形物料的自动排序,将物料的姿态整理统一,提高了工作效率。
技术特征:
1.一种圆柱形物料自动排序装置,其特征在于,包括:
2.根据权利要求1所述的圆柱形物料自动排序装置,其特征在于,
3.根据权利要求2所述的圆柱形物料自动排序装置,其特征在于,
4.根据权利要求3所述的圆柱形物料自动排序装置,其特征在于,
5.根据权利要求2所述的圆柱形物料自动排序装置,其特征在于,
6.根据权利要求1-5中任意一项所述的圆柱形物料自动排序装置,其特征在于,
7.根据权利要求6所述的圆柱形物料自动排序装置,其特征在于,
8.根据权利要求6所述的圆柱形物料自动排序装置,其特征在于,
9.根据权利要求1所述的圆柱形物料自动排序装置,其特征在于,
10.一种使用如权利要求1-9中任意一项所述的圆柱形物料自动排序装置的方法,其特征在于,包括:
技术总结
本发明公开了一种圆柱形物料自动排序装置及方法,该装置包括:第一输送组件,用于输送杂乱无序的待排序物料;第二输送组件,用于输送姿态统一的排序后物料;排序组件,设置于所述第一输送组件与所述第二输送组件之间,用于将杂乱无序的所述待排序物料整理为姿态统一的所述排序后物料;所述排序组件包括排序机构和辅助排序机构,所述排序机构用于将第一预设角度范围内的所述待排序物料整理为所述排序后物料;所述辅助排序机构用于将第二预设角度范围内的所述待排序物料调整至所述第一预设角度范围内后,再通过所述排序机构将所述待排序物料整理为所述排序后物料。本发明能够实现圆柱形物料的自动排序,将物料的姿态整理统一,提高了工作效率。
技术研发人员:杨崇猛,朱鹏
受保护的技术使用者:微现检测技术(嘉兴)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!