一种应用于双通道香烟预制成型条盒的供料装置及方法与流程
本发明涉及卷烟生产自动化,具体涉及一种应用于双通道香烟预制成型条盒的供料装置及方法。
背景技术:
1、随着卷烟产品日益多样化,卷烟包装也出现了百花齐放的现状,随着卷烟生产多样化的要求,目前标准的供料装置已不能满足各种精品烟小包入预制条盒的生产需求。
2、目前双通道礼品香烟装填时,预制成型条盒加料人力投入较大,造成较大的人力成本。
技术实现思路
1、本发明的目的在于:针对目前双通道礼品香烟装填时,预制成型条盒加料人力投入较大的问题,提供了一种应用于双通道香烟预制成型条盒的供料装置及方法,实现预制成型条盒从运输到抓放,再到推入的全程自动化,代替人工上料操作。
2、本发明的技术方案如下:
3、一种应用于双通道香烟预制成型条盒的供料装置,包括盒盘装卸机构、自动抓放机构和条盒推入装置,所述盒盘装卸机构包括并列设置的盒盘输入通道和空盘输出通道,空盘输出通道的一端外设置有预制成型条盒抓取位,通过自动抓放机构的机械手抓取预制条盒放置在条盒缓存通道上,条盒缓存通道连接有条盒推入机构,通过条盒缓存通道上设置的输送皮带将预制条盒输送至条盒推入装置,条盒推入装置连接有装填线工位。
4、进一步的,所述条盒缓存通道包括至少两个并列的输送皮带,输送皮带上均设置有光电传感器,通过光电传感器发射端和光电传感器接收端检测输送皮带上是否有条盒。
5、进一步的,所述条盒缓存通道设置在底座支架上,所述输送皮带由伺服电机带动。
6、进一步的,所述条盒推入装置包括推入气缸、伸缩气缸和推板,推板固定在伸缩气缸的推杆上,伸缩气缸通过支座安装在横向推入气缸的推杆上。
7、进一步的,所述装填线工位包括检测电容式传感器待推位是否有条盒的电容式传感器、凸耳和装填线运输皮带。
8、进一步的,所述预制成型条盒抓取位的上方设置有至少七个测量条盒垛高度的激光传感器。
9、进一步的,所述机械手的前端设置有能抓取一层预制条盒的机械手夹具。
10、本发明还包括一种应用于双通道香烟预制成型条盒的供料方法,用于控制一种应用于双通道香烟预制成型条盒的供料装置,包括:
11、盒盘装卸机构连接agv调度系统,通过调度agv将条盒垛的盒盘送入盒盘装卸机构的盒盘输入通道;
12、条盒移动至预制成型条盒抓取位后,激光传感器检测条盒垛高度,通过机械手抓取放置到条盒缓存通道,空盒盘通过空盘输送出通道输出;
13、输送皮带将条盒输送至条盒推入装置,由条盒推入装置将条盒推入装填线工位。
14、进一步的,所述激光传感器检测条盒垛高度包括:
15、至少七个激光传感器检测条盒垛高度,测量值通过模拟量信号传输给a/d模块,转换成数字信号后再传输给控制系统;
16、控制系统通过公式测量出每一列待抓预制成型条盒的层数,公式为:
17、
18、其中,h0为传感器到盒盘低的距离,x为传感器到最上层空盒的距离,h为空盒的高度,k为空盒层数,数值范围0到8,对应空盒0到8层,hδ为测量的允许误差。
19、与现有的技术相比本发明的有益效果是:
20、1、一种应用于双通道香烟预制成型条盒的供料装置及方法,实现了预制成型条盒从运输到抓放,再到推入的全程自动化,代替人工上料操作,有效解决了预制成型条盒加料时人力投入较大的问题;
21、2、一种应用于双通道香烟预制成型条盒的供料装置及方法,通过设置激光传感器及机械手夹具的设置,采用比较的方法识别条盒层数,实现每次抓取一层条盒,同时,传感器更换设置简单,结构简单、性能稳定、且成本较低、使用和后期维护比较简单;
22、3、一种应用于双通道香烟预制成型条盒的供料装置及方法,通过设置机械手和光电传感器,完成对两个通道条盒的加料,只需两对对射式的光电传感器就能准确的判断出通道的料位高低;运作效率高,一台机械手就可完成两个通道预制成型条盒的上料;
23、4、一种应用于双通道香烟预制成型条盒的供料装置及方法,设置有两套结构和功能完全相同的预制成型条盒推入机构,可以在推入第一个预制成型条盒时而不影响第二个预制成型条盒的到位,推入效率高;预制成型条盒单排侧向推入的形式,外观的磨损的概率较低。
技术特征:
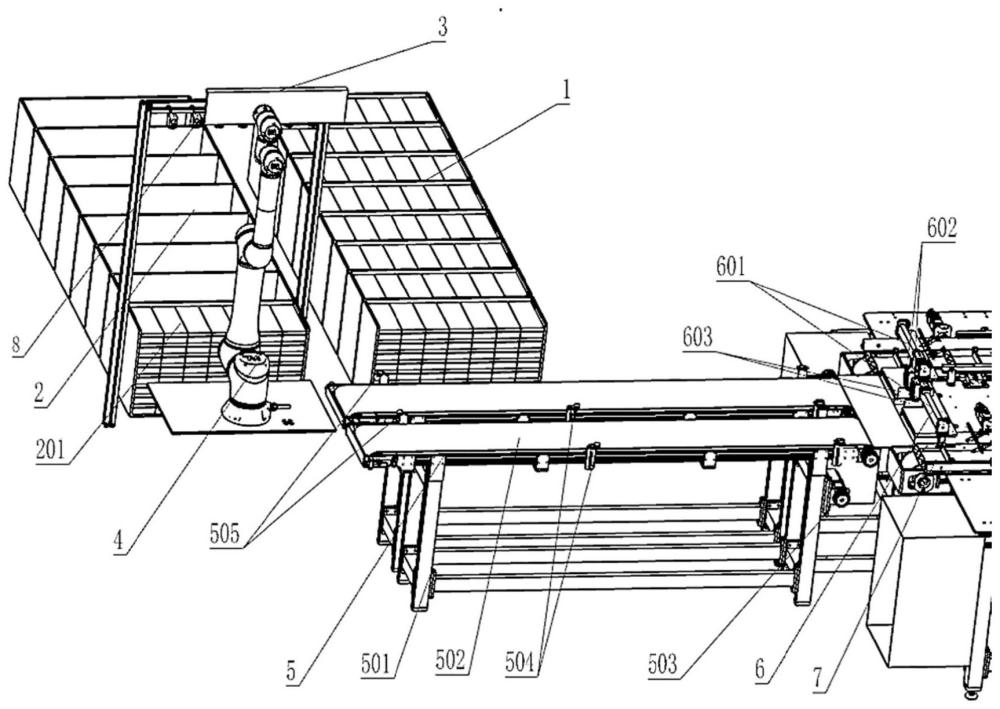
1.一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,包括盒盘装卸机构、自动抓放机构和条盒推入装置(6),所述盒盘装卸机构包括并列设置的盒盘输入通道(1)和空盘输出通道(2),空盘输出通道(2)的一端外设置有预制成型条盒抓取位(201),通过自动抓放机构的机械手(4)抓取预制条盒放置在条盒缓存通道(5)上,条盒缓存通道(5)连接有条盒推入机构,通过条盒缓存通道(5)上设置的输送皮带(502)将预制条盒输送至条盒推入装置(6),条盒推入装置(6)连接有装填线工位(7)。
2.根据权利要求1所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述条盒缓存通道(5)包括至少两个并列的输送皮带(502),输送皮带(502)上均设置有光电传感器,通过光电传感器发射端(504)和光电传感器接收端(505)检测输送皮带(502)上是否有条盒。
3.根据权利要求2所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述条盒缓存通道(5)设置在底座支架(501)上,所述输送皮带(502)由伺服电机(503)带动。
4.根据权利要求1所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述条盒推入装置(6)包括推入气缸(601)、伸缩气缸(602)和推板(603),推板(603)固定在伸缩气缸(602)的推杆上,伸缩气缸(602)通过支座安装在横向推入气缸(601)的推杆上。
5.根据权利要求1所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述装填线工位(7)包括检测电容式传感器待推位(604)是否有条盒的电容式传感器(701)、凸耳(702)和装填线运输皮带(703)。
6.根据权利要求1所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述预制成型条盒抓取位(201)的上方设置有至少七个测量条盒垛高度的激光传感器(8)。
7.根据权利要求1所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述机械手(4)的前端设置有能抓取一层预制条盒的机械手夹具(3)。
8.一种应用于双通道香烟预制成型条盒的供料方法,其特征在于,用于控制根据权利要求1-7任一权利要求所述的一种应用于双通道香烟预制成型条盒的供料装置,包括:
9.根据权利要求1所述的一种应用于双通道香烟预制成型条盒的供料装置,其特征在于,所述激光传感器(8)检测条盒垛高度包括:
技术总结
本发明公开了一种应用于双通道香烟预制成型条盒的供料装置,包括盒盘装卸机构、自动抓放机构和条盒推入装置(6),所述盒盘装卸机构包括并列设置的盒盘输入通道(1)和空盘输出通道(2),空盘输出通道(2)的一端外设置有预制成型条盒抓取位(201),通过自动抓放机构的机械手(4)抓取预制条盒放置在条盒缓存通道(5)上,条盒缓存通道(5)连接有条盒推入机构,通过条盒缓存通道(5)上设置的输送皮带(502)将预制条盒输送至条盒推入装置(6),条盒推入装置(6)连接有装填线工位(7)。实现了预制成型条盒从运输到抓放,再到推入的全程自动化,代替人工上料操作。
技术研发人员:韩洪彦,李刘平,刘瑶,胡力文,郑江,张志文,许晓鹏,韩国栋,李宏彬,李兴建,李志刚,张帆,付韵哲,刘双云,王兵,包韬,刘飞
受保护的技术使用者:云南烟草机械有限责任公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!