一种保修卡自动装入印刷包机构的制作方法
本发明涉及印刷包组装的,具体为一种保修卡自动装入印刷包机构。
背景技术:
1、印刷包在制作完成后需要将保修卡装入到印刷包的内腔内,在实际的产线中,每条拆包装保修卡的产线均只能对应一种宽度的印刷包和保修卡进行组装,其使得生产机构的生产成本大;且现有的组装机构无法解决来料变形进而易导致装包失败。
技术实现思路
1、针对上述问题,本发明提供了一种保修卡自动装入印刷包机构,其为通用包装机构,降低了生产成本;且其能将变形的物料整形后进行包装,提高了包装精准度。
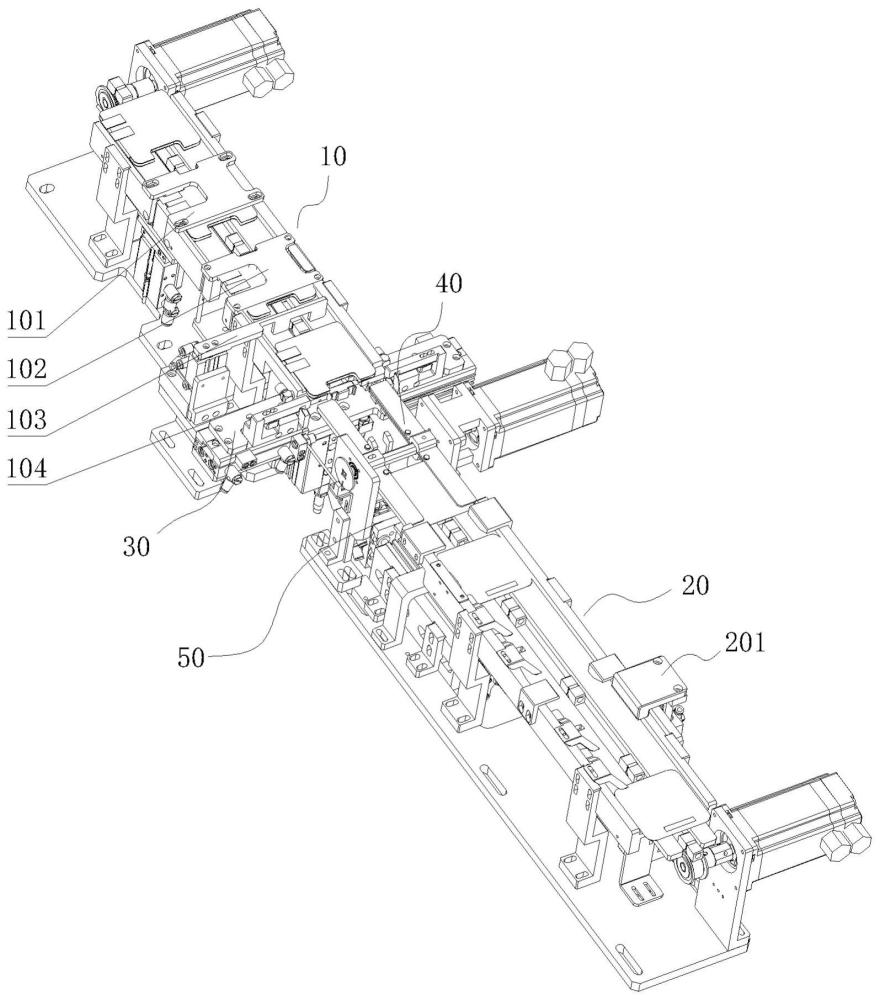
2、一种保修卡自动装入印刷包机构,其特征在于,其包括:
3、印刷包输送产线,其包括第一输送带,所述第一输送带的输送方向顺次布置有条码识别定位机构、撕废标定位机构、组装二次定位机构;
4、保修卡输送产线,其包括第二输送带,所述第二输送带的输送方向布置有下压整形机构,所述第二输送带的两侧设置有框架结构,所述第二输送带对应于每张保修卡之间设置有间隔块;
5、打开印刷包机构,其包括托举卡片平台、左侧开包夹爪、右侧开包夹爪、左侧夹紧气缸、右侧夹紧气缸、z轴升降气缸、以及两侧的产品宽度调节块;
6、翻转送料机构,其包括有两侧的固定底座支架、两组翻转卡槽的集成机构、步进电机、以及感应组件,两侧的固定底座支架上枢接有集成机构的长度方向的中心轴,步进电机固装于一侧的固定底座支架、且输出端连接集成机构的长度方向中心轴,所述步进电机驱动集成机构翻转,每组翻转卡槽和中心轴之间留有避让空间;
7、以及推料机构,所述推料机构包括推料气缸、升降气缸、推料夹爪;
8、每组翻转卡槽远离中心轴的位置两侧有导向卡边、底部引导边;
9、所述第二输送带和第一输送带的输送方向相反布置,所述印刷包输送产线、打开印刷包机构、翻转送料机构、保修卡输送产线顺次直线布置,所述保修卡输送线的第二输送带的末端将保修卡前端塞装于底部引导边、两侧的导向卡边的保修卡储仓空间的起始端,所述推料夹爪布置于所述避让空间的正下方,所述推料气缸工作状态下朝向第一输送带上的印刷包输送保修卡。
10、其进一步特征在于:
11、所述推料夹爪位于靠近打开印刷包机构的翻转卡槽的避让空间的正下方;
12、所述打开印刷包机构还包括有支承平台,所述支承平台的底部中心固接所述z轴升降气缸的上部输出端,所述支承平台的长度方向中心设置有所述托举卡片平台,所述支承平台的两侧分别固设有左侧夹紧气缸、右侧夹紧气缸,所述左侧夹紧气缸的上部设置有左侧开包夹爪,所述左侧开包夹爪上设置有产品宽度调节块,所述右侧夹紧气缸的上部设置有右侧开包夹爪,所述右侧开包夹爪上设置有产品宽度调节块;
13、所述组装二次定位机构包括固定底座、y轴气缸、z轴气缸和定位挡板,所述固定底座上安装有y轴气缸,所述y轴气缸的输出端安装有所述z轴气缸,所述z轴气缸的输出端安装有定位挡板,所述定位挡板垂直于所述第一输送带的输送方向布置、且位于所述第一输送带的正上方布置;
14、所述第一输送带为带有挡边的同步带、通过第一步进电机驱动作业,所述印刷包输送产线的末端设置有真空吸附平台,所述条码识别定位机构包括有第一标签感应器、以及上部的定位压板,所述撕废标定位机构包括有标签顶升机构、顶升平台,所述组装二次定位机构包括定位压板、第二标签感应器、以及下压气缸;
15、所述保修卡输送产线包括有第二步进电机、来料感应器、安装地板、弹簧侧推机构、翻转导入导向块、下压整形机构、若干导向片、以及第二输送带,所述第二输送带为带有挡边的同步带、通过第二步进电机驱动作业,所述来料感应器用于感应保修卡是否来料,所述下压整形机构用于将变形的保修卡整形作业,所述第二输送带的末端布置有翻转导入导向块以及翻转感应器,所述第二输送带的一侧还布置有若干导向片,所述第二输送带的末端一侧还设置有弹簧侧推机构。
16、采用本发明后,印刷包进入第一送料带后、进入扫码位置从而检测产品有无-扫码,之后进入撕标位置-检测产品有无-撕标-进入组装位置,之后通过真空吸附定位等待组装;保修卡进入第二送料带进入翻转位置,然后旋转机构旋转180°,等待组装;开包机构夹紧等待印刷包和保修卡,之后夹爪上升打开印刷包-保修卡所对应的推料机构将保修卡推入已经打开的印刷包中,之后通过外部设备取已经塞入保修卡的印刷包至下一工位,装包完成;其结构稳定可靠,增加导向和整形机构,解决产品转运过程中变形无法装包难题;机构紧凑,节省设备空间。
技术特征:
1.一种保修卡自动装入印刷包机构,其特征在于,其包括:
2.根据权利要求1所述的一种保修卡自动装入印刷包机构,其特征在于:所述推料夹爪位于靠近打开印刷包机构的翻转卡槽的避让空间的正下方。
3.根据权利要求1所述的一种保修卡自动装入印刷包机构,其特征在于:所述打开印刷包机构还包括有支承平台,所述支承平台的底部中心固接所述z轴升降气缸的上部输出端,所述支承平台的长度方向中心设置有所述托举卡片平台,所述支承平台的两侧分别固设有左侧夹紧气缸、右侧夹紧气缸,所述左侧夹紧气缸的上部设置有左侧开包夹爪,所述左侧开包夹爪上设置有产品宽度调节块,所述右侧夹紧气缸的上部设置有右侧开包夹爪,所述右侧开包夹爪上设置有产品宽度调节块。
4.根据权利要求1所述的一种保修卡自动装入印刷包机构,其特征在于:所述组装二次定位机构包括固定底座、y轴气缸、z轴气缸和定位挡板,所述固定底座上安装有y轴气缸,所述y轴气缸的输出端安装有所述z轴气缸,所述z轴气缸的输出端安装有定位挡板,所述定位挡板垂直于所述第一输送带的输送方向布置、且位于所述第一输送带的正上方布置。
5.根据权利要求1所述的一种保修卡自动装入印刷包机构,其特征在于:所述第一输送带为带有挡边的同步带、通过第一步进电机驱动作业,所述印刷包输送产线的末端设置有真空吸附平台,所述条码识别定位机构包括有第一标签感应器、以及上部的定位压板,所述撕废标定位机构包括有标签顶升机构、顶升平台,所述组装二次定位机构包括定位压板、第二标签感应器、以及下压气缸。
6.根据权利要求1所述的一种保修卡自动装入印刷包机构,其特征在于:所述保修卡输送产线包括有第二步进电机、来料感应器、安装地板、弹簧侧推机构、翻转导入导向块、下压整形机构、若干导向片、以及第二输送带,所述第二输送带为带有挡边的同步带、通过第二步进电机驱动作业,所述来料感应器用于感应保修卡是否来料,所述下压整形机构用于将变形的保修卡整形作业,所述第二输送带的末端布置有翻转导入导向块以及翻转感应器,所述第二输送带的一侧还布置有若干导向片,所述第二输送带的末端一侧还设置有弹簧侧推机构。
技术总结
本发明公开了一种保修卡自动装入印刷包机构,其为通用包装机构,降低了生产成本。其包括:印刷包输送产线,其包括第一输送带,所述第一输送带的输送方向顺次布置有条码识别定位机构、撕废标定位机构、组装二次定位机构;保修卡输送产线,其包括第二输送带,所述第二输送带的输送方向布置有下压整形机构,所述第二输送带的两侧设置有框架结构;打开印刷包机构,其包括托举卡片平台、左侧开包夹爪、右侧开包夹爪、左侧夹紧气缸、右侧夹紧气缸、Z轴升降气缸、以及两侧的产品宽度调节块;翻转送料机构,其包括有两侧的固定底座支架、两组翻转卡槽的集成机构、步进电机、以及感应组件;以及推料机构。
技术研发人员:陈双
受保护的技术使用者:苏州华智诚精工科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!